Chapter 6 安裝
Installation
6.1 MWM 安裝滑塊
安裝滑塊可用於執行以下安裝工作:
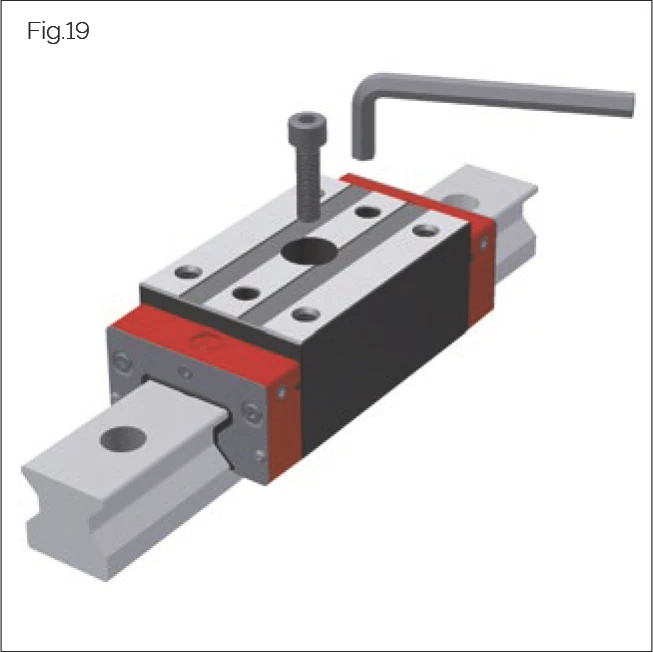
- 將滑塊定位在接合處上方,使導軌的兩個外部固定孔之一可見。
- 將滑塊定位在另一導軌的固定孔上方,插入並擰緊螺絲。
- 將安裝滑塊逐漸通過導軌。
- 使用雷射或千分錶測量側向位置。
- 將滑塊放置在中央導軌固定孔上方。
- 將導軌壓入所需位置。
- 從上方通過中央固定孔將導軌緊固螺絲引入導軌並擰緊。
安裝滑塊可作為 SCHNEEBERGER 配件購買。
多段導軌的對接接合處對齊
在多段導軌的情況下,必須正確對齊對接接合處以確保滑塊平穩運行。
無側向參考的導軌調整
當沒有側向參考時,使用安裝滑塊和測量儀器來調整導軌的側向位置。
6.2 滑塊處理
Danger! / 危險!
機器元件掉落造成的生命危險!
可能的後果包括死亡和嚴重傷害。
- 確保提供額外的防墜落保護。
- 切勿從 MONORAIL BM 上拆除端蓋。
- 滾動體在任何情況下都不得從滑塊中掉出。
- 為防止滾動體丟失,始終將滑塊存放在運輸/組裝導軌上運輸。
- 始終將滑塊保持在導軌上。使用組裝導軌將滑塊從運輸導軌上安裝和拆卸。
- 如果選擇配對系統,確保不同導軌的滑塊不會互換。
- 對於帶讀頭的滑塊,在將滑塊安裝到組裝導軌上之前始終取下讀頭。
- 保護單個滑塊免受灰塵和滾動體丟失。
- 始終將滑塊的承靠面與安裝板的承靠面對齊。滑塊的承靠面是已研磨的一側。
- 通過 SCHNEEBERGER 安排更改潤滑連接器的端蓋返工。
- 在將滑塊安裝到導軌上之前,去除工廠塗抹的保護塗層。在導軌上反覆移動滑塊時,保護密封件免受鋒利邊緣導軌固定孔的損壞。
- 始終使用扭矩扳手擰緊緊固螺絲(扭矩請見第 75 頁「螺絲擰緊扭矩」)。
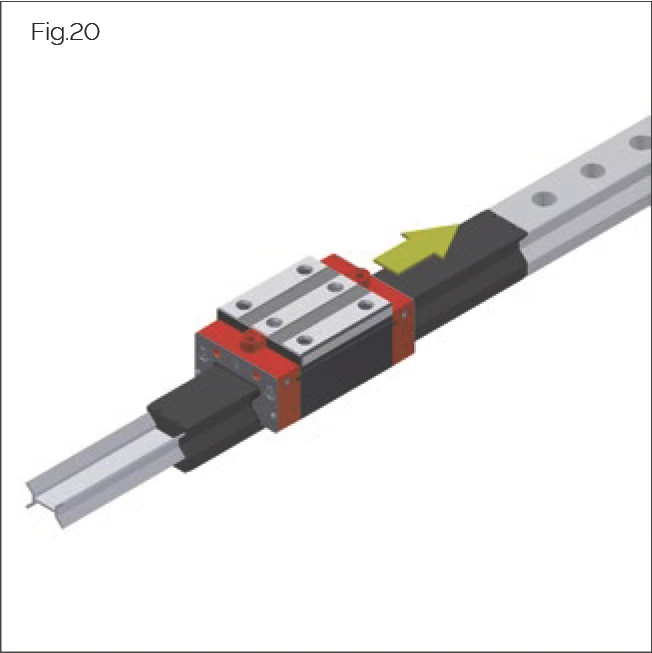
對於 Monorail MR 100,使用金屬運輸導軌。在安裝前,必須按照以下程序使用組裝導軌將其更換:
- 必須使用組裝導軌將運輸導軌從滑塊中推出。
- 在沒有組裝導軌更換的情況下拆除運輸導軌可能導致滾動體丟失。
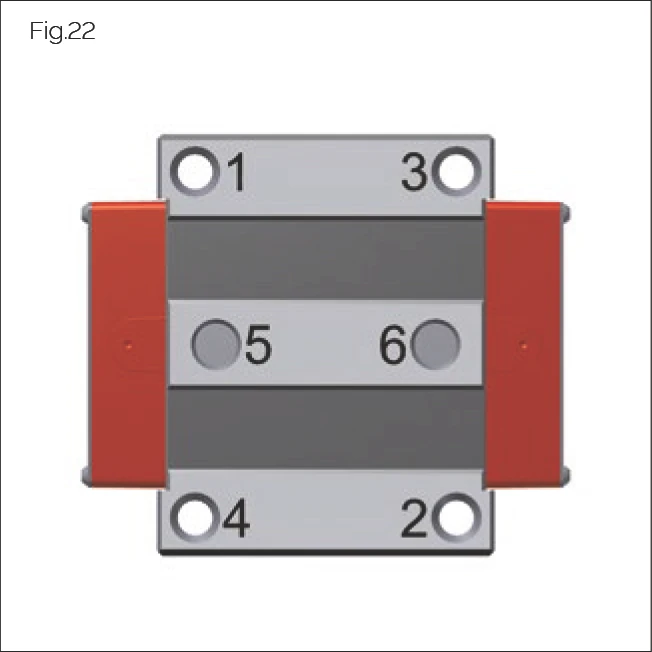
將連接結構緊固到滑塊上時,按照以下步驟擰緊螺絲:
- 以額定扭矩的 50% 擰緊螺絲。按照編號順序操作。
- 以額定扭矩的 100% 擰緊螺絲。按照編號順序操作。
滑塊安裝教學影片
MONORAIL 滑塊安裝
示範如何將滑塊正確安裝至導軌上,包含對位技巧與注意事項。適用 MR、BM 系列滑塊。| 片長:約 1 分鐘
6.3 導軌處理
安裝前確保導軌、工具機床身、安裝板和緊固螺絲的溫度相同。
始終將導軌的承靠面與工具機床身的承靠面對齊。導軌的承靠面是 SCHNEEBERGER 標誌和零件編號相對的一側。
為獲得最佳的螺絲緊固力,請按以下步驟操作:
- 使用含 MoS2 的油脂潤滑緊固螺絲的螺絲頭座和螺紋。
- 按照左側圖示的順序擰緊緊固螺絲。
- 始終使用扭矩扳手擰緊緊固螺絲(扭矩請見第 75 頁「螺絲擰緊扭矩」)。
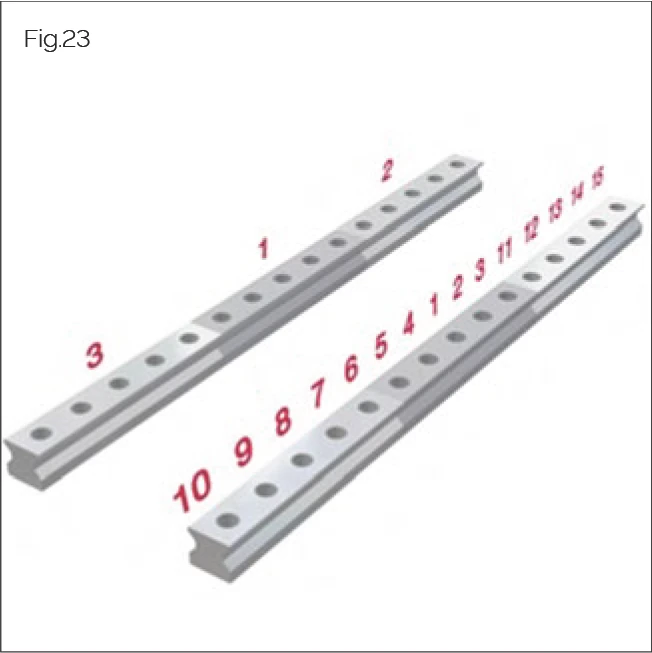
6.4 多段導軌處理

多段導軌在接合處標有編號。對於配對設計,導軌在導軌起點處也標有組號。組號索引為 1 或對接接合處編號為 1 的導軌被指定為參考導軌。
安裝程序:
- 從線中心向外交替或連續安裝各導軌段。
- 安裝導軌時確保對接接合處編號匹配。

根據導軌系統按以下步驟操作:
- 對於工具機床身上沒有承靠面的多段導軌,使用固定橋或 MWM 安裝滑塊對齊對接接合處。
- 對於工具機側有承靠面的導軌,將導軌的定位側靠在承靠面上。
- 對於 MONORAIL AMS,將帶有磁柵尺的導軌作為參考導軌安裝。MONORAIL AMS 導軌系統在導軌和帶讀頭的滑塊上有標識。
ATTENTION! / 注意!
鋒利邊緣造成的材料損壞風險!
滑塊橫向密封件在運行期間可能被鋒利邊緣的導軌固定孔損壞。
- 確保導軌固定孔被覆蓋。

在安裝滑塊之前,用合適的膠帶覆蓋導軌上表面的安裝孔。膠帶可保護滑塊的橫向密封件免受鋒利邊緣固定孔的損壞。
6.5 量測系統處理
6.5.1 磁場處理
不遵守本節所述要點可能導致材料損壞。
ATTENTION! / 注意!
磁場造成的材料損壞風險!
AMS 導軌與磁場相關的不正確處理可能導致材料損壞。
- 遵守以下章節中的要點。
只有非磁性材料才能在磁柵尺和讀頭附近使用。
只使用非磁性輔助設備來運輸和對齊 AMS 導軌。
避免工具與磁柵尺直接接觸。
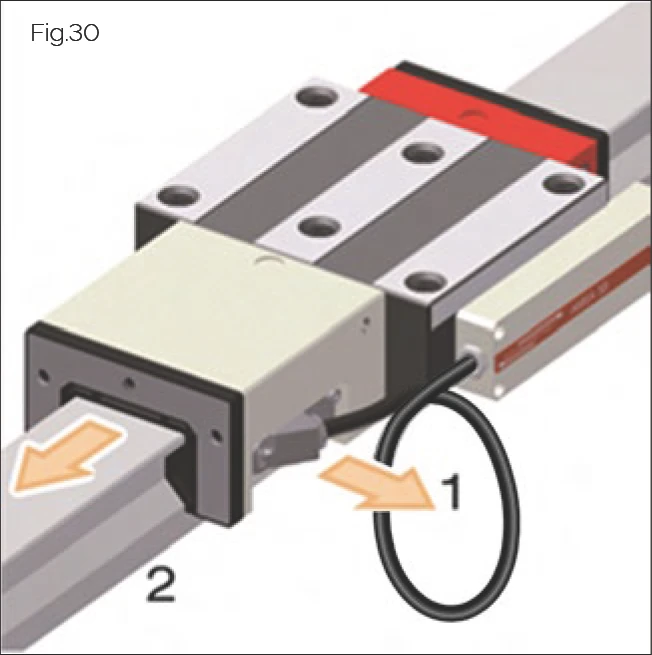
在將 MONORAIL 滑塊安裝到導軌上或從導軌上拆卸之前,先拆下 AMS 讀頭 (1)。
- 讀頭
- 導軌
6.5.2 安裝和連接讀頭
ATTENTION! / 注意!
讀頭不正確插入造成的材料損壞風險!
可能導致滑動零件損壞。
- 不要讓任何微粒夾在感測器滑塊和磁柵尺之間。
- 不要讓滑動零件接觸讀頭。
- 不要損壞滑動零件。
安裝讀頭
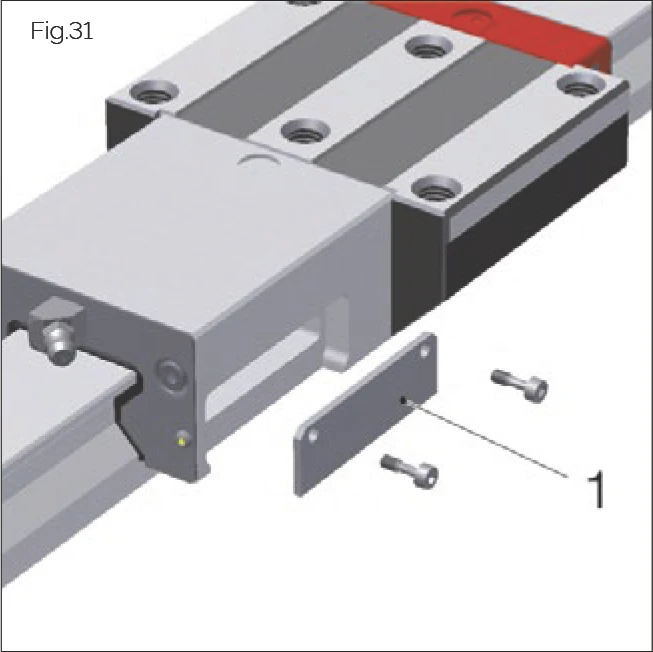
對於交付時未安裝讀頭的 MONORAIL AMS 系統,外殼用蓋板 (1) 密封。在安裝讀頭之前必須先取下蓋板。
| 類型 | AMS 3B | AMS 4B | AMSA 3L | AMSABS 3B/4B | AMSABS 3L |
|---|---|---|---|---|---|
| 螺絲 | 2x ISO 4762 M3x10 - A2 (自鎖) | 2x ISO 4762 M2.5x10 - A2 (自鎖) | 2x ISO 4762 M4x20-A2 | 2x ISO 4762 M3x10 - A2 (自鎖) 1x ISO 4762 M3x4 - A2 (自鎖) | 2x ISO 4762 M3 x 10 - A2 (固定) |
| 擰緊扭矩 | 1.1 Nm | 1.1 Nm | 1.1 Nm | 1.1 Nm | 1.1 Nm |
讀頭安裝教學影片
AMS 讀頭安裝
展示 AMS 整合量測系統讀頭的安裝流程,確保訊號穩定與精準定位。適用所有 AMS 系列。| 片長:約 2 分鐘
連接讀頭
ATTENTION! / 注意!
短路電流造成的材料損壞風險!
讀頭中的電子元件容易因短路電流而損壞。
- 連接電纜前,先斷開電源,並確保未經授權無法恢復電源。
直接連接到驅動控制器:
將讀頭插頭連接到驅動控制器,並用手擰緊旋轉螺母。
6.5.3 安裝 AMS 3B、AMS 4B 和 AMSA 3L 產品版本
- 如有必要,從外殼上取下蓋板。
- 小心地將讀頭插入外殼的側向凹槽中。
- 插入並擰緊緊固螺絲。無需額外調整。在這種情況下,擰緊順序無關緊要。
6.5.4 安裝 AMSABS 3B、AMSABS 4B 產品版本
- 如有必要,從外殼上取下蓋板。
- 激活電池,見 5.7「準備量測系統安裝」第 17 頁。
- 使用旋轉動作小心地將讀頭插入外殼的凹槽中。
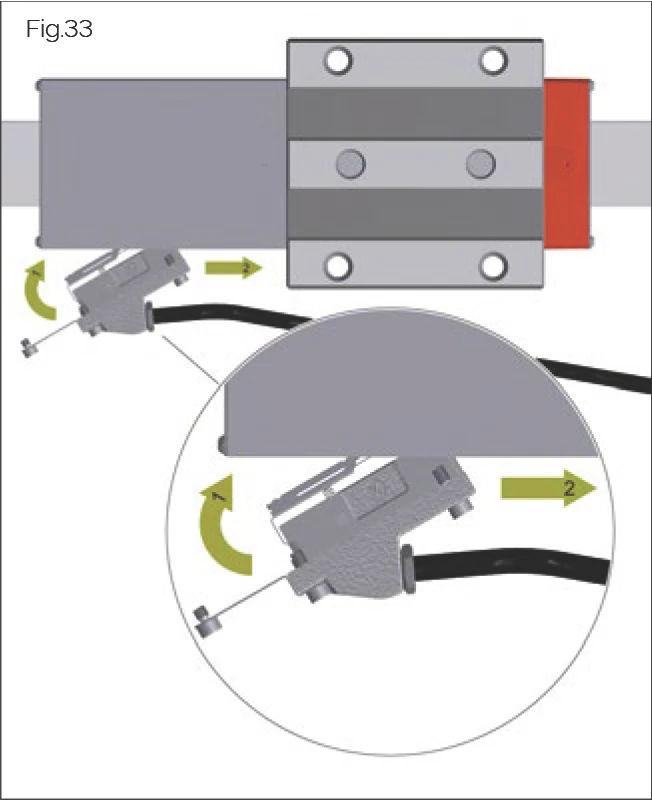
- 轉動距離參考蓋板 (1) 進行安裝。
- 將讀頭 (2) 向滑塊方向滑動,直到停止,並將其按下(見圖)。這確保量測系統在安裝期間自動識別其絕對位置,並在安裝後立即可用。一旦控制器開啟,LED 將亮起綠色。
- 將距離參考蓋板 (1) 轉到指定位置並按下。
- 感測器單元配有自鎖螺絲。按照扭矩值擰緊(見「安裝和連接讀頭」第 25 頁)。按以下順序擰緊螺絲:A、B、C(Fig. 33)。
6.5.5 安裝 AMSABS 3L 產品版本
- 如有必要,取下附加外殼上的蓋板。
- 激活電池(見「5.7 準備量測系統安裝」第 17 頁)。
- 小心地將讀頭插入附加外殼側面的凹槽中。
- 插入並擰緊緊固螺絲。無需額外調整工作。螺絲擰緊的順序無關緊要。
6.6 安裝選項
6.6.1 安裝選項 1
安裝選項 1 適用於一條導軌和一個滑塊具有承靠面的情況。
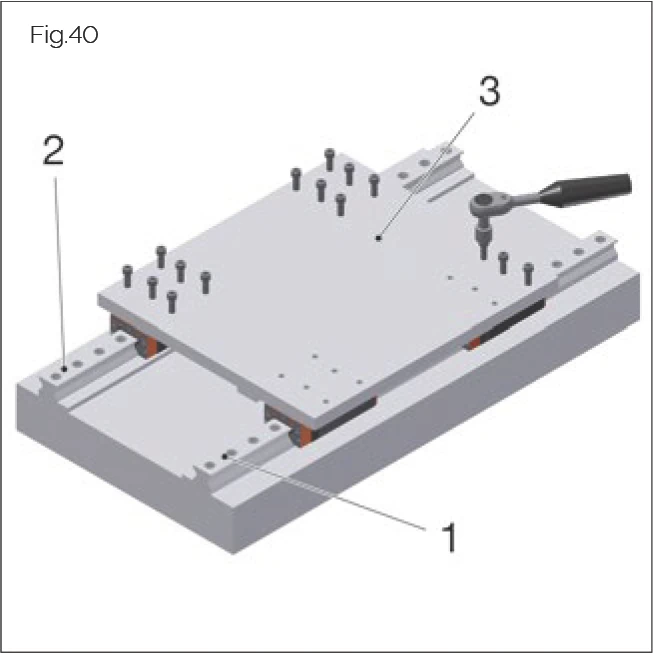
- 將參考導軌 (1) 靠在工具機床身的承靠面上,並用螺絲固定(見第 21 頁「導軌處理」)。
- 調整對向導軌 (2) 使其平行,並輕輕擰緊螺絲進行預固定。
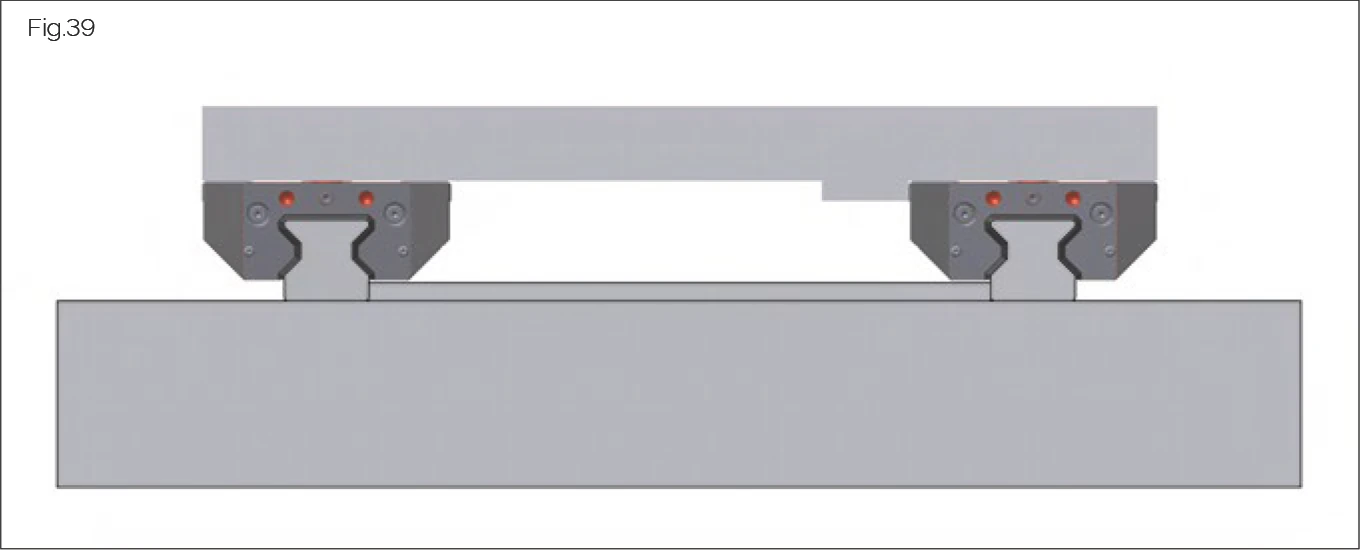
- 將安裝板 (3) 放置在滑塊上,並輕輕擰緊緊固螺絲。
- 將安裝板 (3) 靠在固定參考導軌滑塊的承靠面上,並擰緊螺絲。
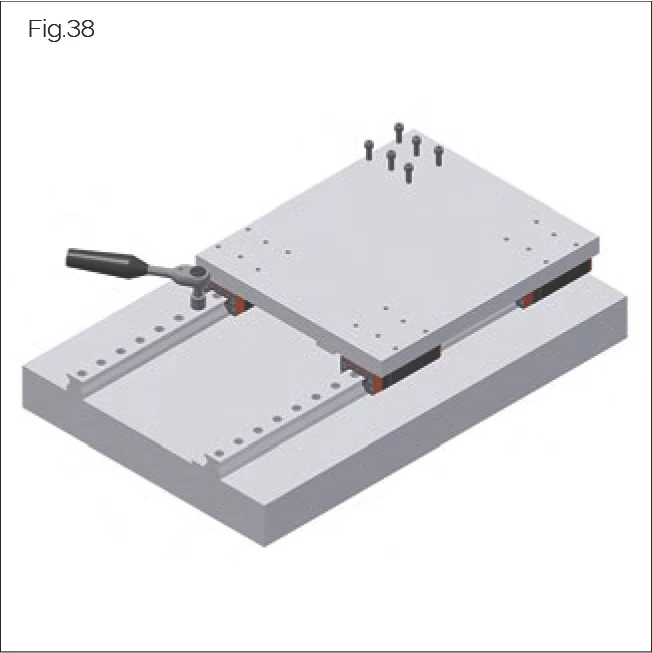
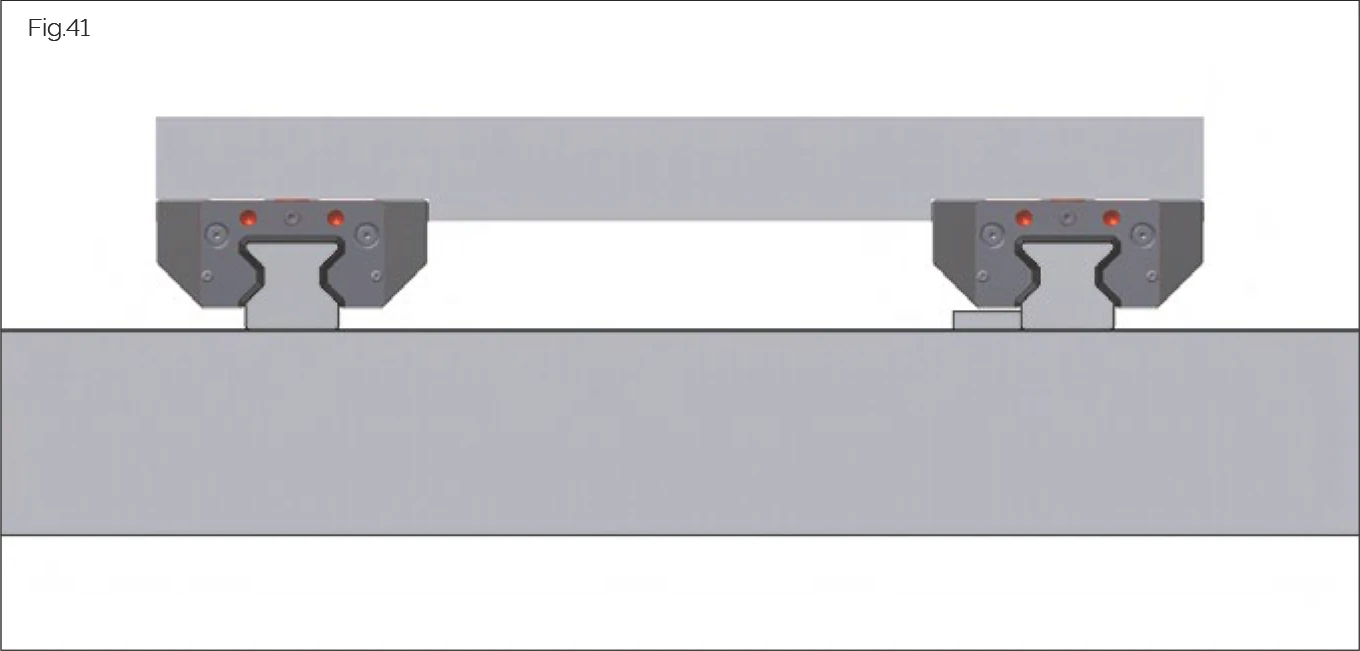
- 將對向導軌 (2) 靠在安裝板的承靠面上,並用規定的扭矩擰緊螺絲。
6.6.2 安裝選項 2
安裝選項 2 適用於兩條導軌和一個滑塊具有承靠面的情況。
- 將兩條導軌 (1)、(2) 靠在承靠面上,並用螺絲固定(見第 21 頁「導軌處理」)。
- 如有需要,安裝夾緊螺絲或夾緊/楔形條。
- 將安裝板 (3) 放置在滑塊上,並輕輕擰緊所有緊固螺絲。
- 將安裝板 (3) 靠在參考導軌滑塊的承靠面上,並固定到兩個滑塊上。
- 如果帶有附加刮片的滑塊受到安裝保護膜保護:防止保護膜滑動(見第 50 頁「移除附加刮片的保護安裝膜(選配)」)。
- 將安裝板 (3) 連同滑塊在導軌全長上滑動一次。
- 完全固定安裝板 (3)。
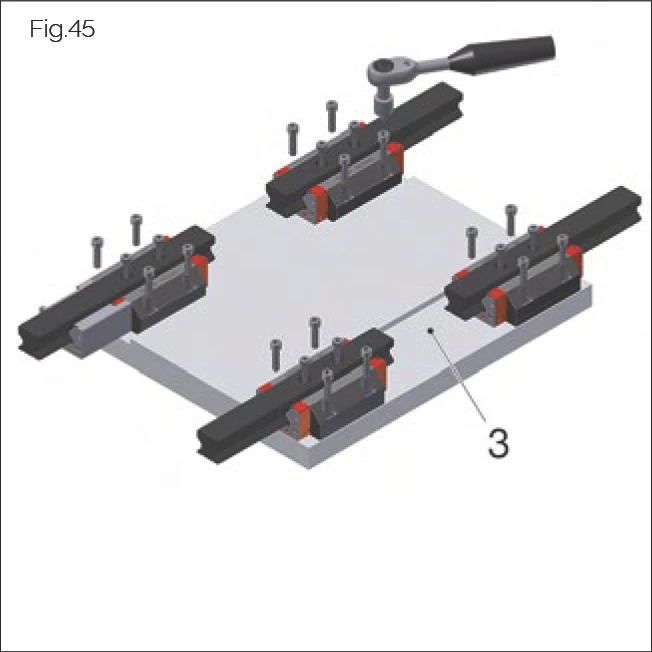
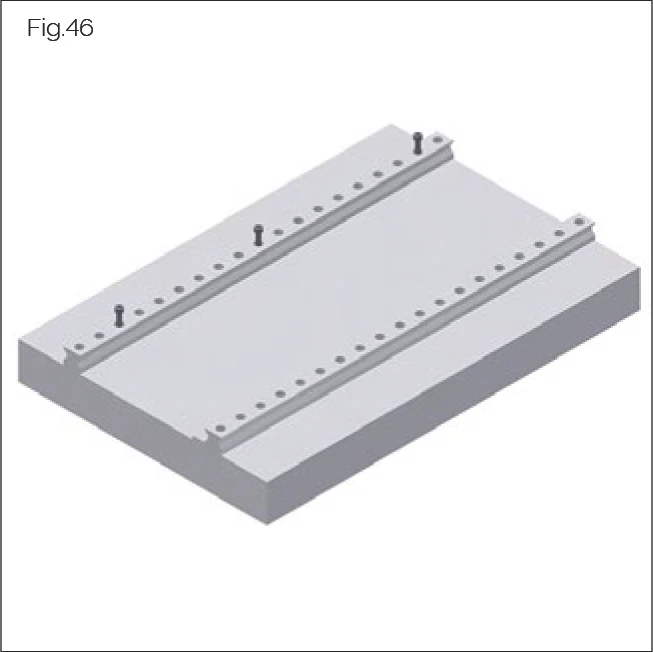
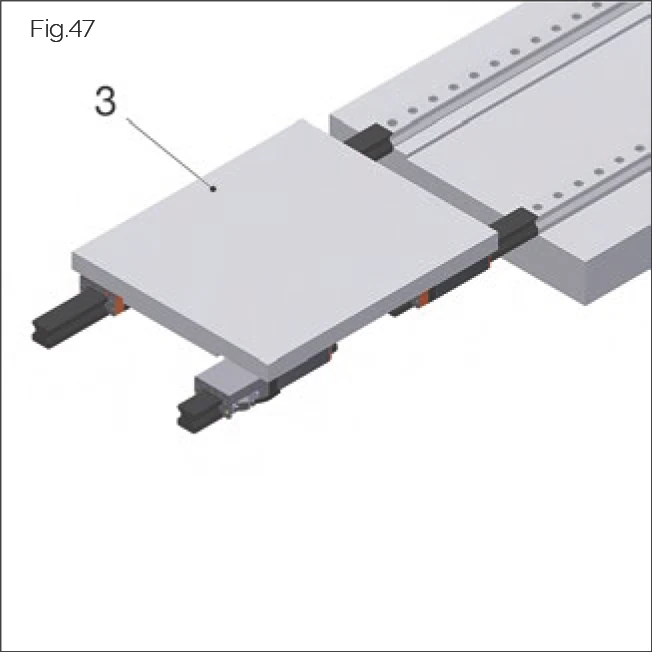
6.6.3 安裝選項 3
安裝選項 3 適用於一條導軌和兩個滑塊具有承靠面的情況。
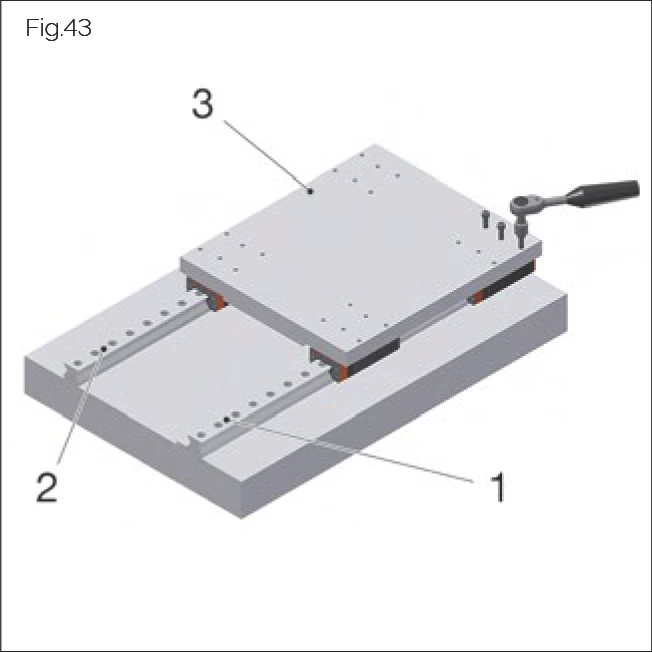
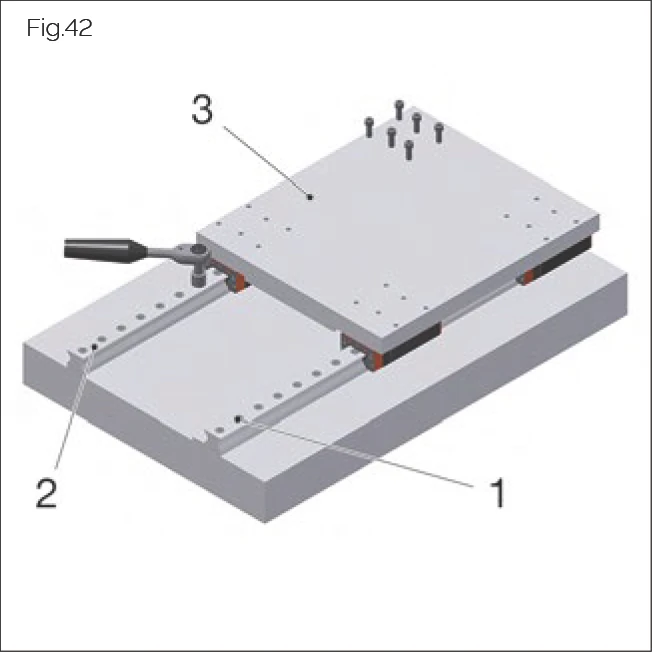
- 將參考導軌 (1) 靠在承靠面上,並用螺絲固定(見第 21 頁「導軌處理」)。
- 調整對向導軌 (2) 使其平行,並進行預固定。
- 將安裝板 (3) 放置在滑塊上,並輕輕擰緊緊固螺絲。
- 將安裝板 (3) 靠在兩側導軌滑塊的承靠面上,並用螺絲固定。
- 如果帶有附加刮片的滑塊受到安裝保護膜保護:防止保護膜滑動(見第 50 頁「移除附加刮片的保護安裝膜(選配)」)。
- 如有需要,安裝夾緊螺絲或夾緊/楔形條。
- 將安裝板 (3) 連同滑塊來回滑動,並將未固定導軌的緊固螺絲緊緊擰緊至滑塊(見第 21 頁「導軌處理」)。
6.6.4 安裝選項 4
安裝選項 4 適用於一條導軌和兩個滑塊具有承靠面的情況。在此選項中,安裝板從下方通過滑塊用螺絲固定。
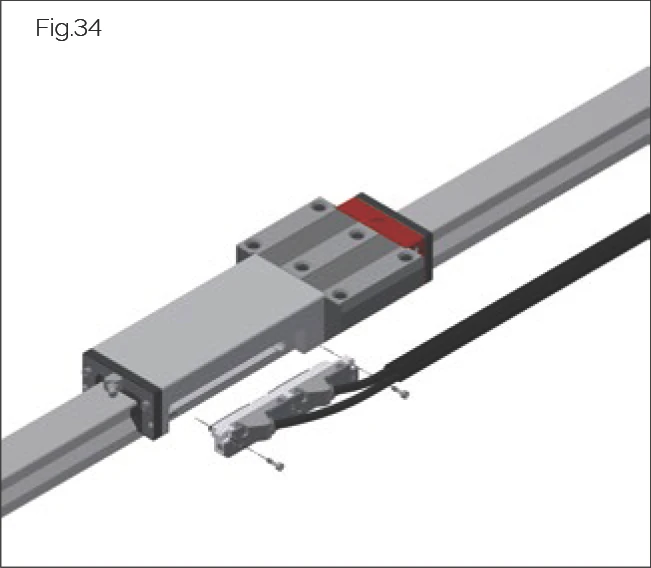
- 從交付的系統中取下讀頭(見第 61 頁「更換讀頭」)。
- 使用 MRM/MBM 組裝導軌將滑塊從運輸導軌上拆下。確保每個滑塊與其對應的導軌相匹配。
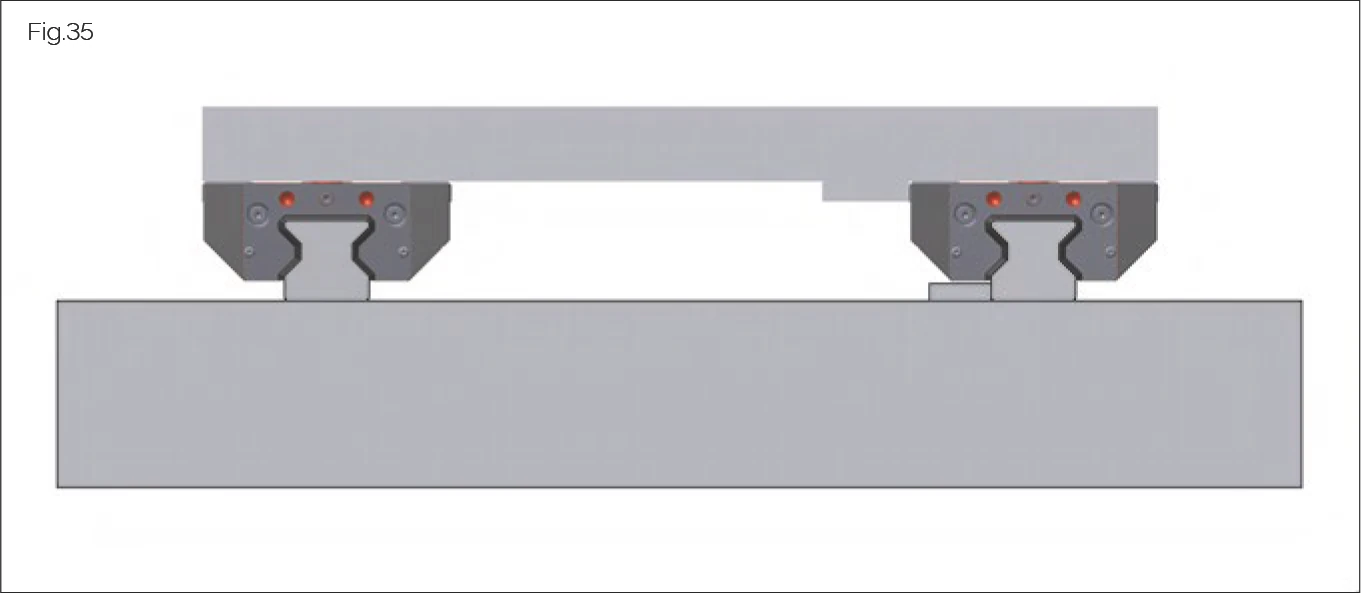
- 將滑塊的承靠面(研磨面)靠在安裝板 (3) 的承靠面上,並用螺絲固定。
- 如果帶有 ZCV/ZBV 附加刮片的滑塊受到安裝保護膜保護:防止保護膜滑動(見第 49 頁「移除附加刮片的保護安裝膜(選配)」)。
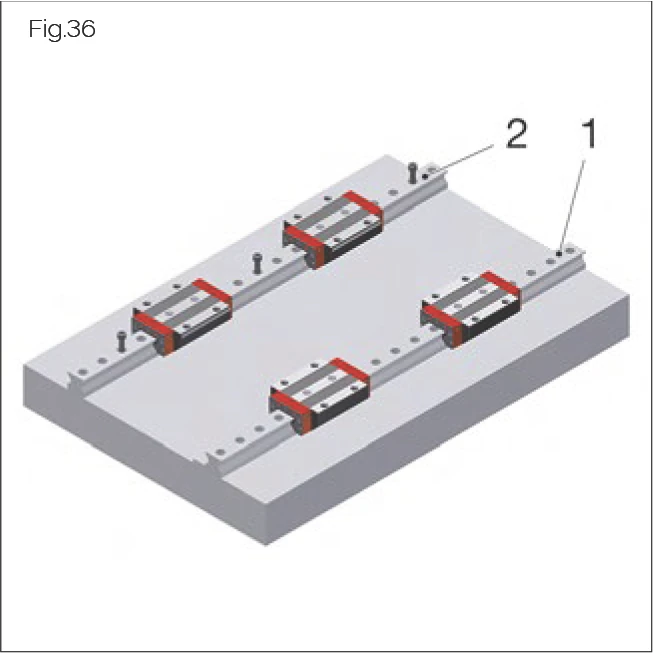
- 將參考導軌 (1) 靠在工具機床身的承靠面上,並用螺絲固定(見第 26 頁「6.6.1 安裝選項 1」)。
- 如有需要,安裝夾緊螺絲或夾緊/楔形條。
- 調整對向導軌 (2) 使其平行,並輕輕擰緊螺絲進行固定。
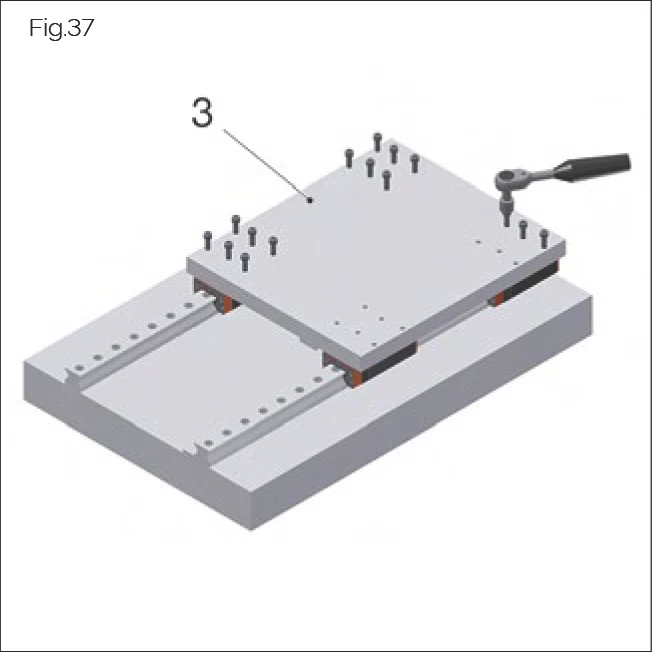
- 將帶滑塊的安裝板安裝到導軌上:
- 將組裝導軌放置在系統導軌的前端。
- 將滑塊從組裝導軌滑到系統導軌上。
- 將帶滑塊的安裝板來回滑動,並將未固定導軌的緊固螺絲緊緊擰緊至滑塊(見第 21 頁「導軌處理」)。
- 安裝讀頭(見第 61 頁「更換讀頭」)。
6.7 安裝 MONORAIL BZ
按照以下步驟安裝系統:
- 從運輸箱中取出鬆散包裝的零件和未安裝的蓋條。
- 用手或使用客戶提供的合適起重設備將 BZ 從運輸箱中提起。
- 水平提起 BZ。
- 將 BZ 運送到準備好的安裝位置。
- 去除保護膜並清潔定位側和齒尖。
- 將 BZ 提升到安裝位置。
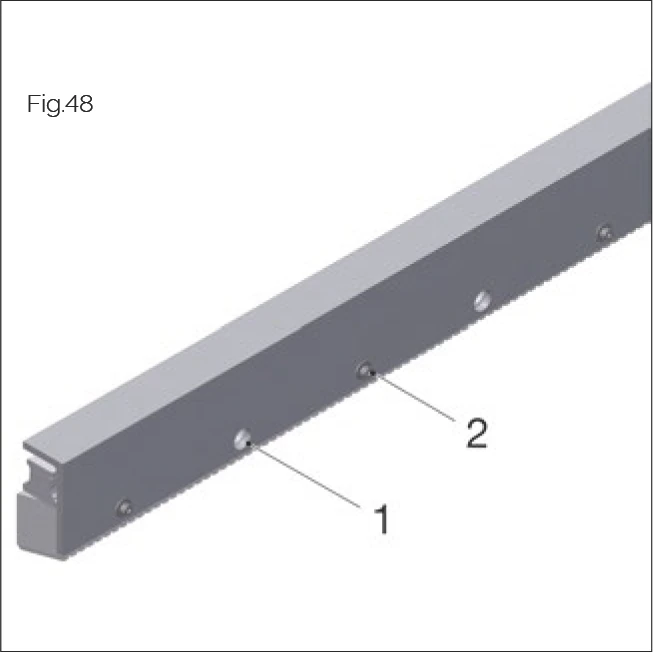
- 用螺絲將 BZ 固定到安裝點:
- 將螺絲穿過型材的大孔 (1)。
- 輕輕擰緊螺絲。
- 鬆開鋁型材:
- 鬆開夾緊元件 (2)(不要完全擰開螺絲)。
- 取下帶夾緊元件的型材。
- 輕輕擰緊其餘螺絲以將 BZ 固定到機器上。
- 對齊 BZ。
- 使用規定的扭矩擰緊螺絲(見第 75 頁「螺絲擰緊扭矩」)。
- 從一側或從中間逐步擰緊螺絲。
- 如有需要,用 BRK 塞子密封螺絲沉孔(見第 33 頁「MRK/BRK 塑膠塞子」)。