Chapter 9-11 維護、報廢處理與故障排除
Maintenance, Disposal & Troubleshooting
9.1 目視檢查清單
在導軌維護期間,通過目視檢查確保以下情況不存在受損且可防止損壞對它們來說至關重要:
- 檢查導軌表面是否有損壞。
- 檢查密封件,見第 58 頁「檢查安裝結果」。
- 檢查附加密封件(如有安裝)是否有損壞/磨損。
- 檢查滑塊是否有足夠潤滑(是否有脫離滑塊排出的潤滑劑)。
- 取出滑塊並檢查是否有灰塵(見「處理滑塊」第 20 頁)。
- 取出滑塊並檢查塑膠零件是否有損壞(見「處理滑塊」第 20 頁)。
- 從導軌附近移除殘留切屑。
9.2 清潔
ATTENTION! / 注意!
不當清潔造成的材料損壞風險!
可能導致塑膠和導軌損壞。
- 所有零件只能用清潔劑擦拭,使用清潔酒精或白電油。不要使用任何能夠損壞塑膠的清潔劑或溶劑。
- 用軟的、無絨布清潔導軌。不要使用壓縮空氣。
- 避免工具與導軌磁柵尺直接接觸。
9.3 更換故障元件
ATTENTION! / 注意!
彎曲感測器滑動彈簧造成的材料損壞風險!
當轉移帶有內建讀頭的 AMS 量測系統外殼的滑塊進出導軌時,感測器滑動彈簧可能會彎曲。
- 在轉移滑塊進出導軌之前,先拆卸讀頭。
ATTENTION! / 注意!
刮傷磁柵尺造成的材料損壞風險!
卡在金屬密封件下方的切屑可能會刮傷磁性磁柵尺。
- 僅在帶有磁性磁柵尺的導軌上使用專為 AMS 量測系統設計的金屬密封件。
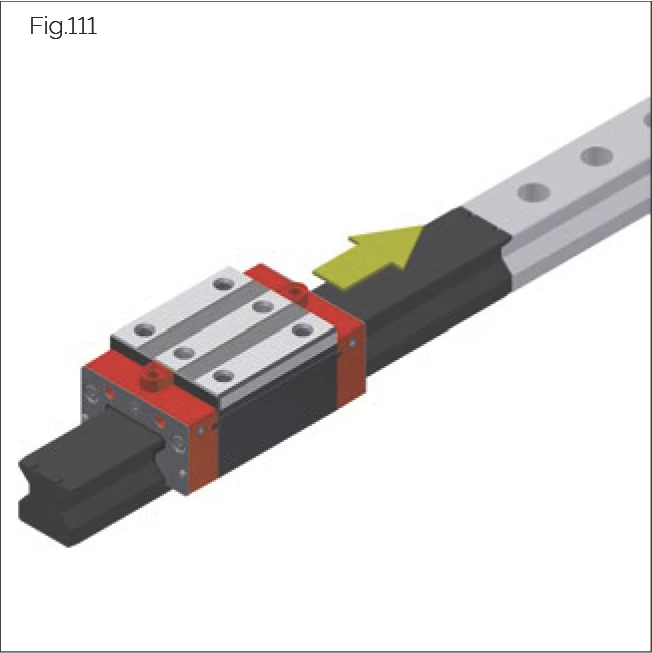
Fig.111
- 滑塊和導軌構成一個單元。在配對設計的情況下,確保不同導軌的滑塊不會互換。
- 為防止滾動體從滑塊中脫落,在將滑塊轉移到導軌或從導軌轉移下來時,請使用 MRM/MBM 組裝導軌。MRM/MBM 組裝導軌不包含在標準交付中。
- 如果一個滑塊損壞,請更換所有滑塊。如果不清楚安裝了哪種精度等級,可以安裝 G0 系統。這可確保達到原始精度等級。
滑塊更換程序
識別要訂購的滑塊備件:
- 相關滑塊可通過其標籤識別,見第 3.3 節「導軌和滑塊的標記」第 9 頁。
備件
- STP 端蓋
- QAS 交叉密封件,用於 MONORAIL MR/BM
- FRB 端蓋,用於 MONORAIL MR
- ZCV 附加密封件用於 MONORAIL MR,ZBV 用於 MONORAIL BM
- ASM 金屬密封件用於 MONORAIL MR,ABM 用於 MONORAIL BM
- SPL 潤滑板
- 螺絲
導軌更換程序
識別要訂購的導軌備件:
- 相關導軌可通過其標籤識別,見第 3.3 節「導軌和滑塊的標記」第 9 頁。
備件
- 螺絲蓋
- 螺絲
- 將滑塊轉移到 MRM/MBM 組裝導軌上。
- 運輸或存放期間將滑塊留在組裝導軌上。確保滑塊和相關導軌不會互換。
- 將滑塊從組裝導軌單獨轉移回各自關聯的導軌上。
9.4 更換讀頭
CAUTION! / 小心!
移動軸造成的擠壓風險!
可能導致人身傷害。
- 更換讀頭前,關閉主開關並確保無法重新開啟。如有必要,固定軸。
ATTENTION! / 注意!
短路電流造成的材料損壞風險!
讀頭中的電子元件容易被短路電流損壞。
- 更換讀頭前,斷開電源並確保未經授權無法恢復。
拆卸讀頭
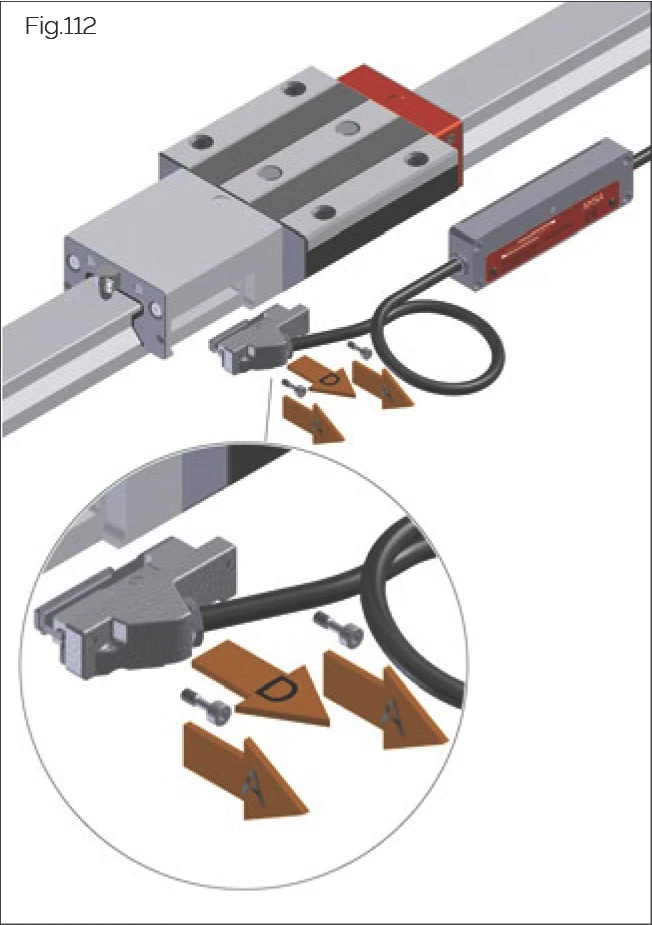
Fig.112
- 關閉主開關並確保無法重新開啟。
- 如需要,拆卸保護蓋。
- 確保正確處理報廢軸。
- 拔下讀頭連接電纜。
- 從電子外殼(如適用)拔下感測器電纜。
- 鬆開將讀頭固定到外殼的緊固螺絲。
- 取下 AMSABS 4B 的蓋板螺絲。
- 從 AMSABS 3B 安裝的讀頭側向滑出導軌,直到完全自由旋轉,使其以正確角度從安裝表面移開。
- 小心地以正確角度從安裝表面移除讀頭。
- 記錄故障和序號並包裝讀頭。
安裝讀頭
- 檢查讀頭安裝表面(外殼)是否有污染物。
- 清潔磁柵尺。
- 小心地打開新讀頭包裝。
- 如需要,安裝電池托盤(AMSABS)。
- 小心地將讀頭插入外殼中正確角度的凹槽中,確保位置正確。
- 對於 AMSABS 3B 和 4B:將讀頭與導軌平行滑動直到停止。
- 量測系統將自動識別其絕對位置(調試期間)。
- 控制器通電後,LED 將亮起綠燈。
- 擰緊將讀頭外殼固定的緊固螺絲(見第 74 頁「螺絲擰緊扭矩」)。
- 將電纜連接到分離式電子外殼。對此,請使用第 52 頁「布設電子外殼和電纜」中的接線圖。
- 接通電源。
- 對於帶分離式電子外殼的 AMS:確保 LED 亮起綠燈。
- 檢查機器零點並在需要時重新校準。如需要,執行參考運行。
- 將軸移動到行程限位器。
ATTENTION! / 注意!
碰撞造成的材料損壞風險!
未能檢查和調整(如需要)機器零點可能導致機器元件與其他元件碰撞。
注意:等效參考標記之間的位置識別可能因不同讀頭而異 ± 0.5 mm。
9.5 AMSABS / AMSABS 3L 電池
電池:Lithium Type AA- LS 14500- 3.6V 2450 mAh- SAFT
電池狀態顯示
對於 AMSABS,弱電池狀態由操作狀態 LED 指示,並在需要時由機器控制器指示。
運行
電子外殼(感測器單元)包含一個累加器和緩衝電池,即使在機器關閉時也能確保系統功能正常。短期內機器關閉時,會由累加器為 4 週內覆蓋。當機器定期運行時,緩衝電池可保證感測器單元功能多年。這意味著在機器定期運行的典型使用情況下,累加器和緩衝電池受到保護,不會過早放電。這確保了原始精度等級得以實現。
如果外部電源系統在延長期間關閉,位置量測系統保持功能。電池長達 5 年的系統位置量測維持期,儘管需要讀頭的定期角度運動。這一過程在第 27 頁「調試說明」中有描述。
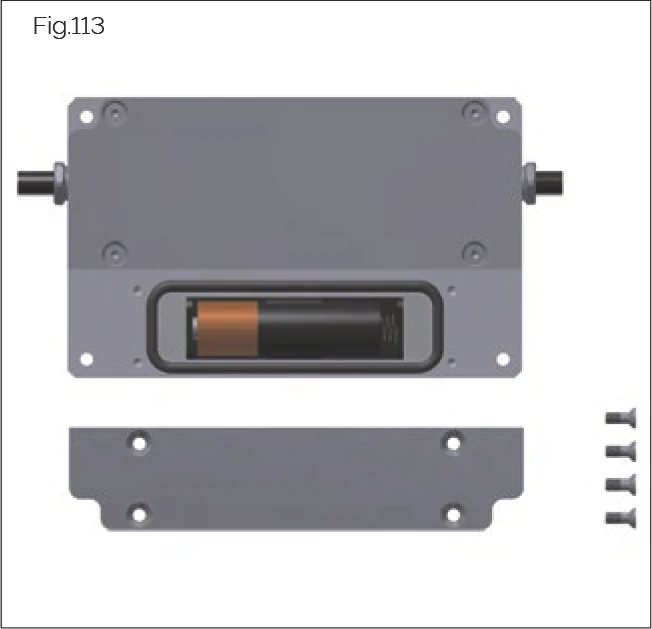
Fig.113
- 鬆開電子外殼背面的電池倉。
- 取出舊電池。
- 插入新電池,確保方向正確。
- 檢查 O 型圈是否正確安裝在槽中,並確保 O 型圈、槽和支撐面已清潔。
- 重新安裝電池倉並用螺絲擰緊。
- 按照國家適用法規正確處理舊電池。
僅使用出廠日期不超過一年的電池。更換前,檢查電池上標記的製造日期。
| 國家 | 德國 | 美國 | 法國 |
|---|---|---|---|
| 描述 | 年/月/日 | 年/日 | 年/日/代碼 |
| 範例 | 18.02.23A | 18.054 | 18.054.A123 |
| 意義 | 2023 年 2 月 18 日後的 14 個月內 | 2018 年第 54 天後的 14 個月內 | 2018 年第 54 天後的 14 個月內,法國 A123 |
9.6 檢查和更換配件及磨損件
9.6.1 端蓋和附加密封件
確保滑塊功能正常是確保導軌提供無雜質潤滑和防止雜質進入的前提。一般來說,密封件設計為免維護。應按規定間隔定期檢查損壞和磨損。
端蓋和附加密封件上的密封件應定期檢查損壞,至少每 6 個月一次,並在需要時更換。
更換交叉密封件和附加密封件
DANGER! / 危險!
滾動體丟失造成的生命危險!
對於 MONORAIL BM,端蓋是滾動體再循環單元的一部分。端蓋拔出會導致滾動體丟失。可能的後果包括死亡和嚴重傷害。
- 在 MONORAIL BM 的情況下,在任何情況下都不應拆除滑塊的端蓋。
更換交叉密封件和附加密封件時,從端蓋上拆下緊固螺絲。
執行此操作時應遵守以下事項:
- 對於 MONORAIL BM,在任何情況下都不應拆除端蓋。
- 對於 MONORAIL MR,端蓋不需要拆除即可更換交叉密封件。
- 始終使用組裝導軌將滑塊轉移到導軌上和從導軌上轉移下來。
- 對於帶量測系統的滑塊,在將滑塊轉移到導軌上和從導軌上轉移下來之前,始終從外殼上拆下讀頭。
交叉密封件
檢查交叉密封件
定期檢查交叉密封件是否有磨損,並在需要時更換。
更換 MONORAIL MR 的交叉密封件
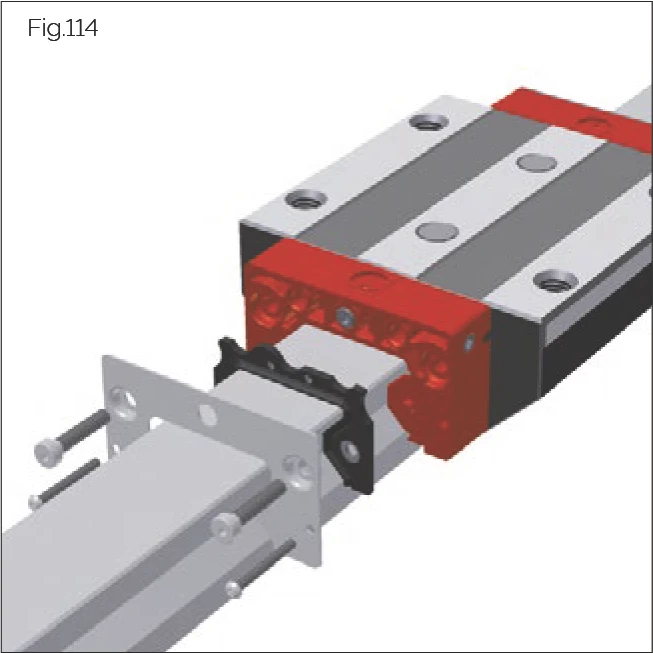
Fig.114
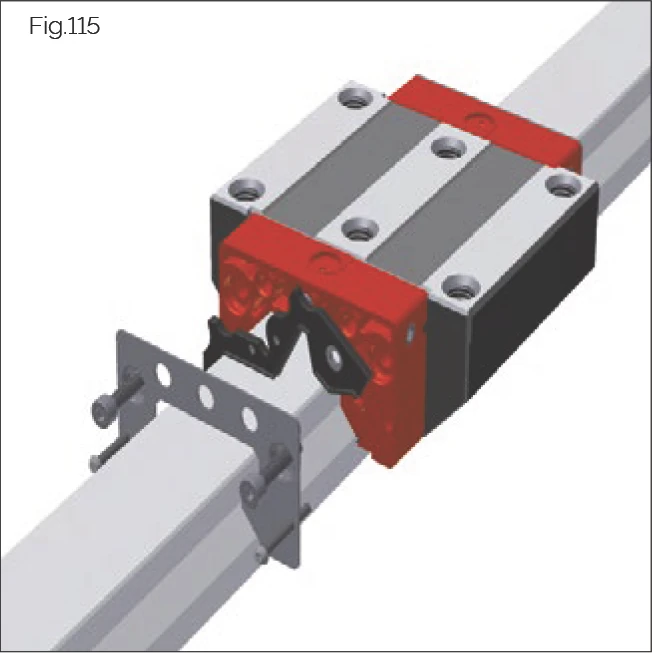
Fig.115
- 將滑塊留在導軌上。
- 拆下上部和下部螺絲。
- 從端蓋拆下端蓋和配件(如適用)(可留在導軌上)。
- 從端蓋上鬆開交叉密封件,要取出它,在握住端蓋的同時將其拉過導軌。
- 將新的交叉密封件拉到導軌上並壓入端蓋(小心旋轉鎖)。
- 將配件和端蓋滑回端蓋上。
- 擰緊螺絲。見第 12.2 節「螺絲擰緊扭矩」第 74 頁。
更換 MONORAIL BM 端蓋的交叉密封件
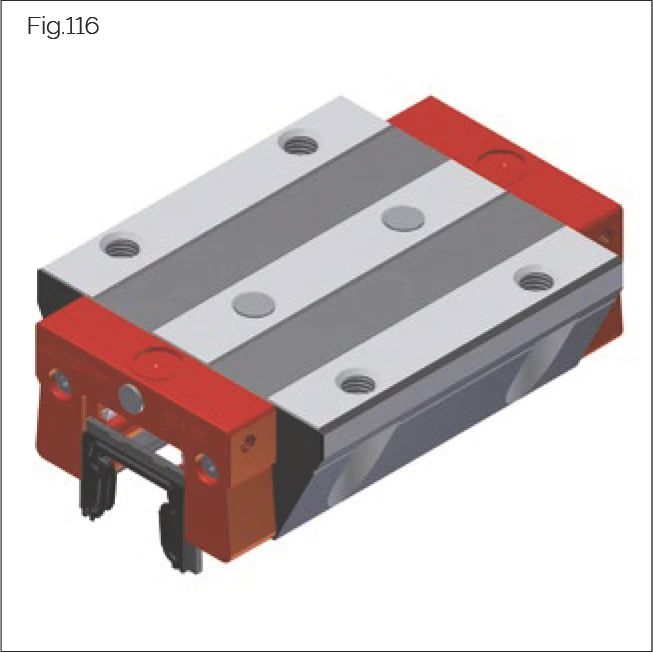
Fig.116
對於 MONORAIL BM,只能更換端蓋上的交叉密封件。
在此過程中不得鬆開端蓋的螺絲。
- 使用組裝導軌將滑塊從導軌上轉移下來。
- 將有缺陷的交叉密封件向下拉出端蓋外殼。
- 將交叉密封件完全滑入端蓋的導軌槽中。
→ 交叉密封件會發出可聽見的卡入聲。
- 將滑塊重新安裝到導軌上。
ZCV/ZBV 附加密封件
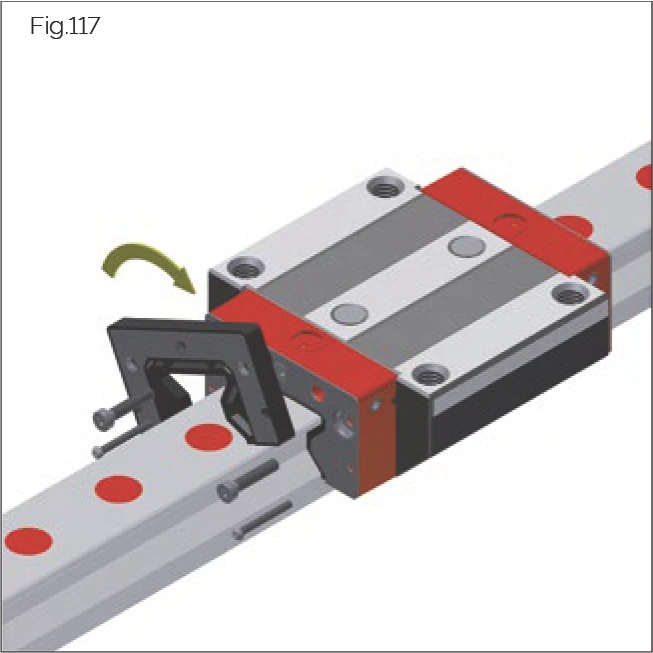
Fig.117
其靈活性使附加密封件可以直接在導軌上更換。它們也可以在無法從導軌上取下的滑塊端蓋上安裝或拆卸。
注意:端蓋上的潤滑連接器用止動螺絲密封。在安裝 ZCV/ZBV 附加密封件期間,這些止動螺絲會被覆蓋。將潤滑嘴擰入附加密封件時,必須取出下面的止動螺絲。
- 鬆開滑塊端蓋上的螺絲。
- 將附加密封件距離端蓋幾毫米,同時握住端蓋。
- 從導軌上拉出密封件並更換 4 個金屬表面(如需要)。
- 將新附加密封件拉過導軌橫截面(或軌道端部)。
- 在端蓋上按壓密封件,通過定心銷對齊在其表面上。
- 確保密封件均勻定位,並擰緊螺絲。最大擰緊扭矩見第 74 頁「螺絲擰緊扭矩」。
縱向密封件
縱向密封件牢固地連接到滑塊或外殼上。
檢查縱向密封件
為識別縱向密封件的損壞,完全拆卸滑塊並對密封唇進行光學檢查。
更換縱向密封件
對於牢固連接到滑塊或外殼上的縱向密封件損壞,必須更換整個滑塊。
金屬密封件
檢查 ASM/ABM 金屬密封件
- 檢查端蓋的機械損壞及其與導軌輪廓的間隙是否均勻定位。
- 根據結果更換或重新調整金屬密封件。
更換 ASM/ABM 金屬密封件
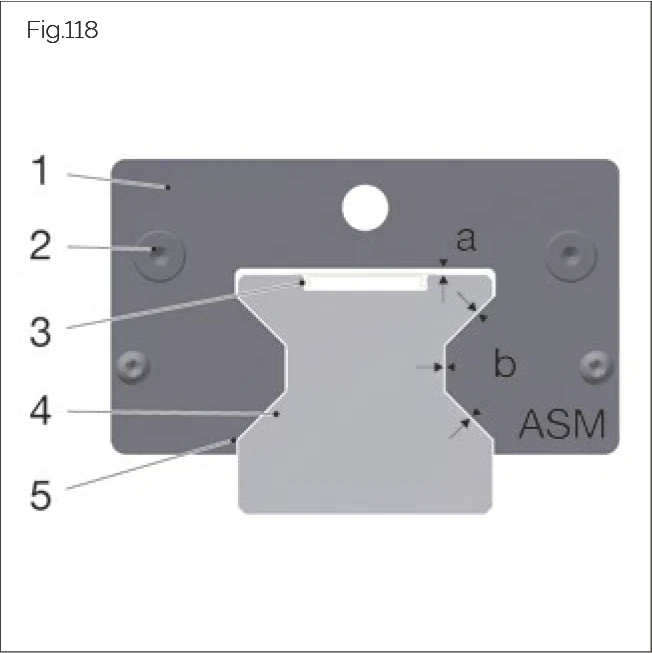
Fig.118
- 鬆開端蓋上的螺絲。
- 將金屬密封件從導軌端部拉出。
- 將新金屬密封件滑過導軌。
- 擰緊螺絲直到金屬密封件不再能用手移動。
- 握住金屬密封件並擰緊螺絲。對於擰緊扭矩,見第 74 頁「螺絲擰緊扭矩」。
- 擰緊螺絲後檢查間隙。
- 當滑塊安裝在 AMS 導軌上時,必須確保間隙維持在 MRC 蓋條或安裝的 MAC 蓋條上方。此金屬密封件可通過端蓋識別。
間隙尺寸
- a = 0.15 mm ± 0.05 mm
- b = 0.25 mm ± 0.05 mm
使用 AMS 導軌時,必須使用 ASM-A 金屬密封件。這在前臂低側縮短了 2 mm。金屬密封件可通過端蓋識別。
9.6.2 導軌蓋
導軌蓋包括塞子、蓋條和波紋管。這些是確保滑塊密封系統正常運行的先決條件,以及確保導軌提供延長使用壽命的因素之一。應按規定間隔定期檢查導軌蓋是否有損壞和磨損,至少每 6 個月一次,並在需要時更換。
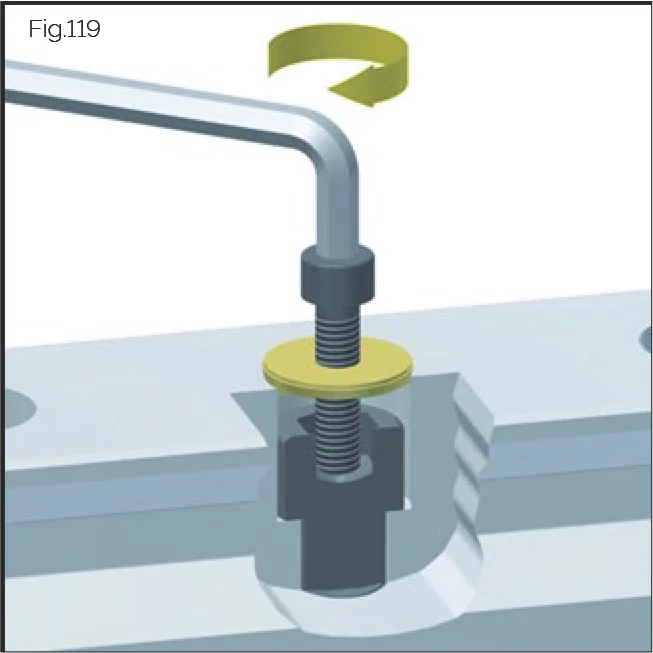
Fig.119
塞子
塞子必須與導軌表面齊平且平行安裝。突出或刮傷的塞子可能導致滑塊密封件損壞。塞子安裝過深可能導致導軌固定孔積聚污垢或固定孔的鋒利邊緣損壞滑塊密封件。
檢查塞子
檢查固定孔或導軌表面是否有灰塵和切屑。當滑塊通過導軌時未被擦掉的灰塵和切屑表示塞子功能不正常。在此情況下應更換塞子並檢查滑塊密封件。
MAC/BAC 蓋條
檢查 MAC/BAC 蓋條
在以下情況下更換蓋條:
- 蓋條彎曲或刮傷
- 蓋條有縱向偏移
- 蓋條槽有鬆脫端
- 蓋條鬆動
更換 MAC/BAC 蓋條
蓋條更換見第 44 頁「MAC/BAC 蓋條」。
FBM/FBB 波紋管
檢查波紋管
檢查波紋管是否有損壞,如撕裂或破洞。檢查波紋管是否平滑滑過導軌。如有損壞,必須更換波紋管;如適用,也需檢查 MONORAIL 導軌是否有損壞或污染。
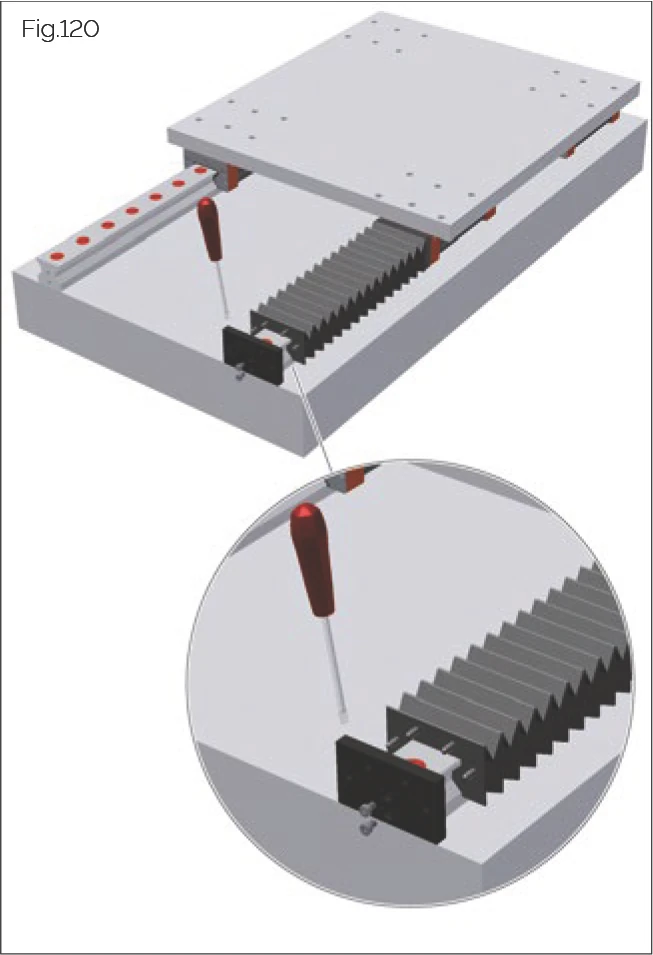
Fig.120
更換波紋管
- 使用平頭螺絲刀從緊固板上鬆開波紋管。
- 鬆開端蓋上的緊固螺絲。
- 取出端蓋。
- 清潔導軌。
- 檢查導軌塞子和蓋條是否有損壞。
- 將新的預組裝波紋管(帶框架)安裝到導軌上。
- 將波紋管端部的鉚釘卡入轉接板上的相應孔中。
- 安裝端蓋。
- 將波紋管端部的鉚釘卡入轉接板上的相應孔中。
- 檢查波紋管是否正確定位和移動自由度。
9.7 備件 - 可得性
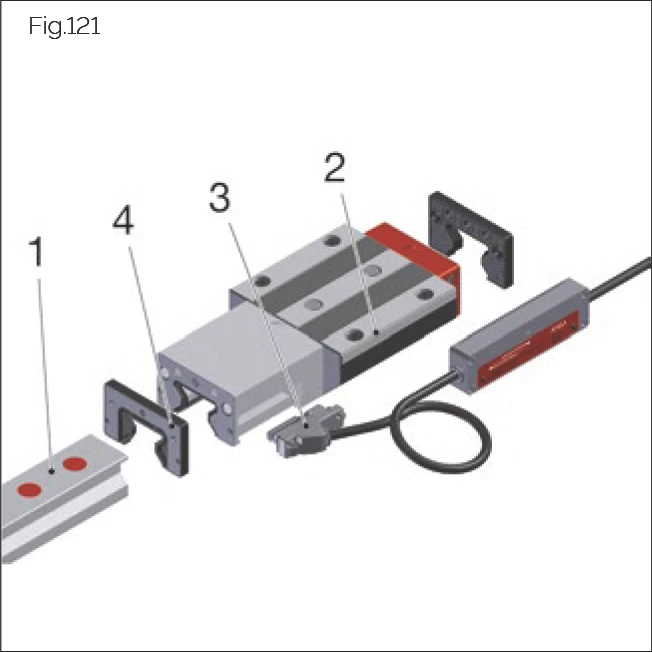
Fig.121
所有經過精密加工的 MONORAIL MR、BM 和 AMS 產品組線的導軌均由四個主要子組件組成:
- 導軌
- 外殼(如適用,帶讀頭外殼)
- AMS 感測器單元
- 配件
這些子組件會因技術改進而導致新結構版本。這意味著子組件的內部構造可能隨技術、材料使用、數量和構成零件的交互作用而變化。
SCHNEEBERGER 承諾,在 MONORAIL 系統交付後,提供兼容的完整子組件,並因此保持也是相容的完整子組件可用性。維護為所有產品提供固定的服務可用性而不影響可用性。來自這些子組件的零件僅在引入新子組件前維護和提供長達 1 年。這意味著由新結構版本替換的子組件在到期前 1 年停產。
對於整體子組件,SCHNEEBERGER 提供相容的子組件,這些子組件在機械幾何形狀上與產品市場停產後長達 10 年的機械幾何形狀上相同。任何例外情況將單獨溝通。
Chapter 10 - 報廢處理
NOTE:產品和包裝材料,包括塑膠、金屬、電池、電子元件、木材和潤滑劑,應由操作人員按照當地適用的國家或地區法規進行處理或回收。
Chapter 11 - AMS 量測系統故障排除
運行狀態顯示
AMSA 3B、AMSA 4B、AMSD 3B/4B 和 AMSABS 量測系統版本在讀頭的電子外殼中配備了服務 LED,可顯示不同的量測系統運行狀態。
| LED | 錯誤 | 維修措施 |
|---|---|---|
| Red continuous | 編碼器故障,內部硬體錯誤 | 更換感測器 |
| Red flickering | 外部電源超出容許範圍 | 檢查來自控制器的電源電纜 |
| Red/green flickering | 內部感測器信號過低 (< 60%) | 清除污垢:必須清潔讀頭、接收外殼和磁柵尺。 檢查潤滑管路連接。更換讀頭。 |
| Red/green flashing | 內部感測器信號過高 (> 140%) | 檢查潤滑管路連接。更換讀頭。 |
| Green flickering | 編碼器損壞,內部感測器電壓 > 5V | 更換編碼器 |
| Green flashing | 編碼器損壞,內部感測器電壓 < 0.6V | 更換編碼器 |
| Red flashing | 未參考,絕對位置不正確 | 重新執行參考 |
| Green + red flashes | 備用電池耗盡 | 更換電池 |
| Red + green flashes | 檢測到至少 1 個 CNC 錯誤 | 根據需要修復控制器錯誤 |
| Red + green flashes | 正在設定 DRIVE-CLiQ 通訊 | 無需操作 |
| Green continuous | 系統正常運行 | 無需操作 |