6. 安裝
6.1 安裝第一支及後續齒條
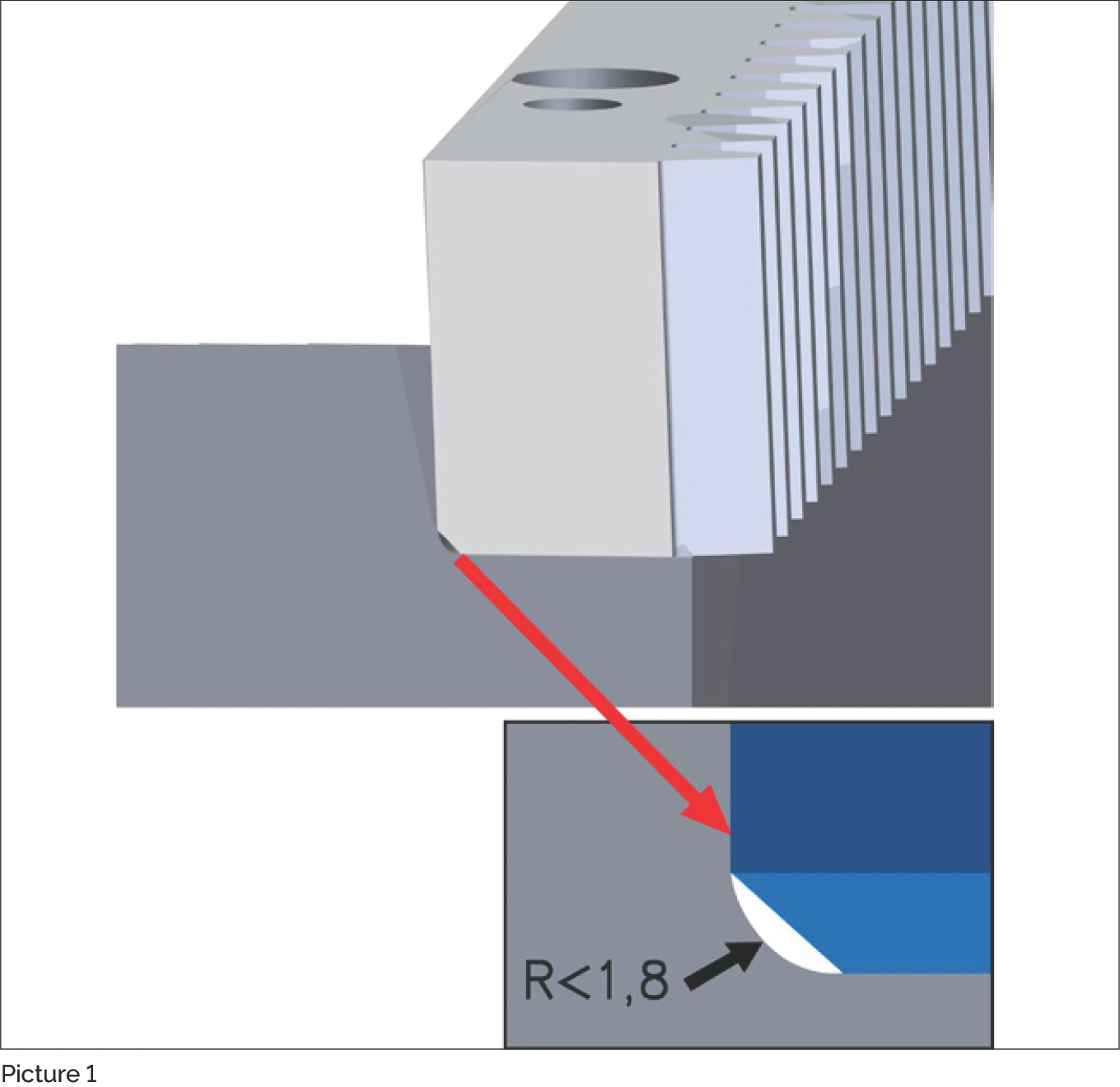
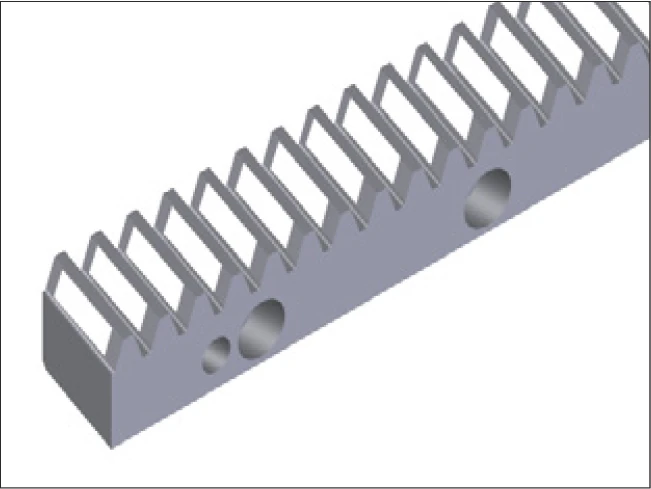
圖 1:齒條安裝面與接觸面之間的倒角(R<1.8)
齒條在安裝面與接觸面之間設有倒角(圖 1), 以確保其盡可能平整地貼合工具機底座。
若先將擋條與導塊對齊,齒條將能獲得最佳的定位效果。 將第一支齒條安裝到工具機底座上,居中對齊, 然後使用螺絲夾具將其夾緊固定在安裝面上(圖 2)。
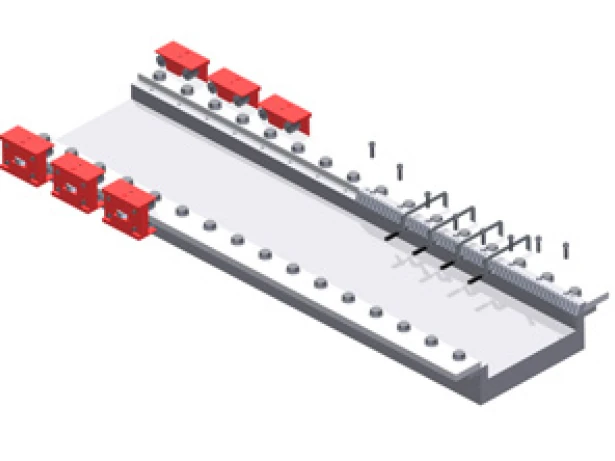
圖 2:使用螺絲夾具夾緊第一支齒條
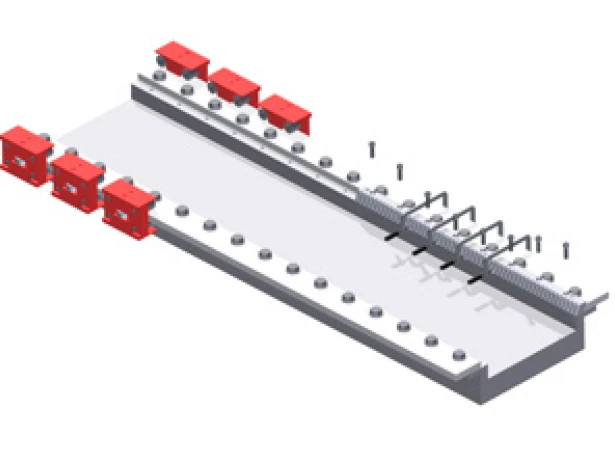
圖 3:放入固定螺絲
- 裝入固定螺絲,但不要完全鎖緊
- 將齒條的接觸面與工具機導軌對齊
- 從中間向外依序以適當扭矩鎖緊固定螺絲(扭矩值請參閱第 12 章)
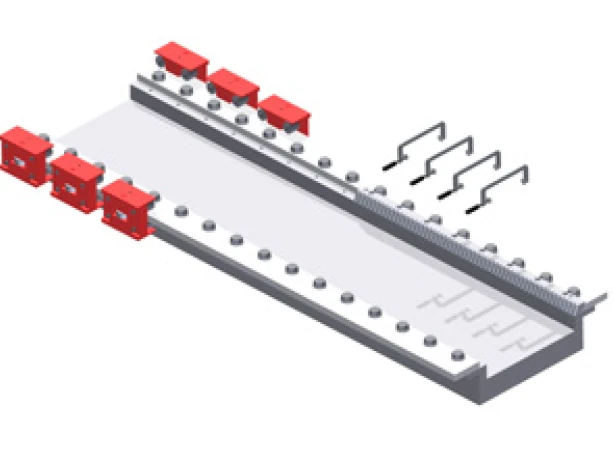
圖 3(續):固定螺絲已裝入
對剩餘的圓柱螺絲重複上述步驟。完成後可拆除螺絲夾具。
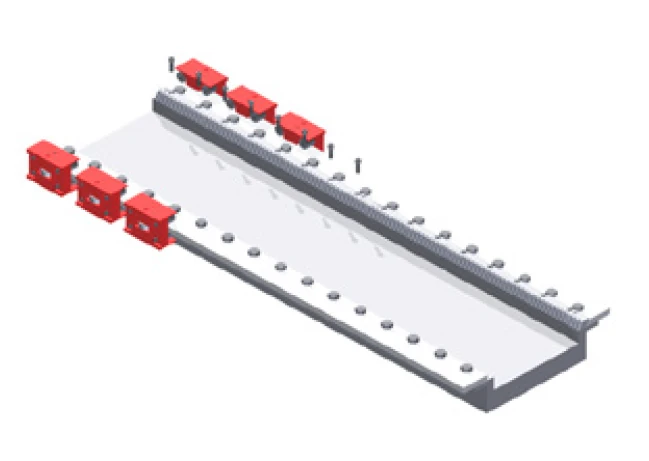
圖 4:固定螺絲鎖緊完成,螺絲夾具已移除
在安裝下一支齒條之前,必須檢查已安裝齒條的平整度和接合處。 將下一支齒條放置在對應的固定孔上方。
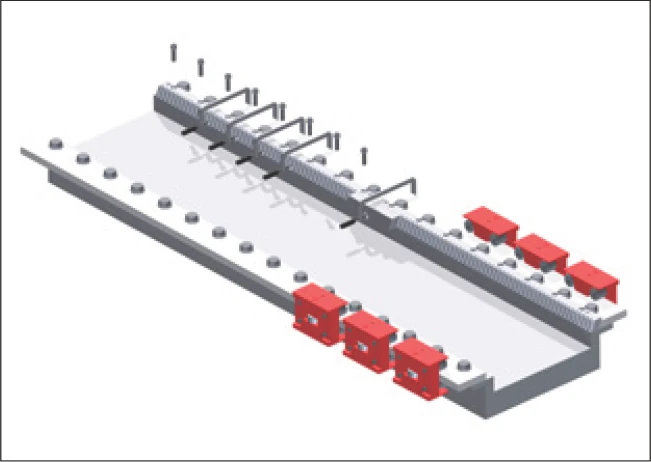
圖 5:使用組裝治具(BZM)安裝下一支齒條
- 安裝組裝治具(BZM),輕輕夾緊
- 將齒條夾緊到工具機底座的固定孔區域
- 沿安裝方向插入第一顆固定螺絲
- 沿安裝方向以適當扭矩鎖緊固定螺絲
- 對剩餘的固定螺絲重複上述步驟
- 拆除所有螺絲夾具和組裝治具
建議:建議使用螺絲固定膠(如 Loctite 243)來固定螺絲。
齒條連接器可以按任何順序安裝。但如果齒條短於 1 公尺,則定位銷也是必要的。 請確認只有具有相同訂單代碼的齒條才能用於同一應用。
系統必須沿軸向方向對齊齒條,使得齒輪在越過接合點時不會產生齒距節距誤差。 為此,齒的間距在接合處必須與其餘齒條的間距一致, 並在允許的個別節距誤差範圍內移動。
組裝治具(BZM)應用於安裝。這是一段帶有配對齒輪的短齒條, 將配對齒輪以正交方式推入齒溝中後用夾具固定。 這樣一來,對齊的各齒條段可以輕鬆地彼此對齊, 至少一組對齊段需稍微沿軸向方向移動。
張力齒輪注意事項
注意:如果扭矩透過張力齒輪或張力系統傳遞(其中兩個齒輪安裝在同一齒條上),
整個橋接距離不得超過齒條螺絲的推力。
6.2 跑合精度檢查
- 將千分錶座安裝在機台上
- 將量測滾柱放在接合處(A),分別在齒條(B)左右兩側量測, 並使用千分錶(C)比較兩側的高度差。容許的高度差取決於齒條的品質等級
- 接合處(B)的高度應在齒條左側(A)與右側(C)的上下限之間
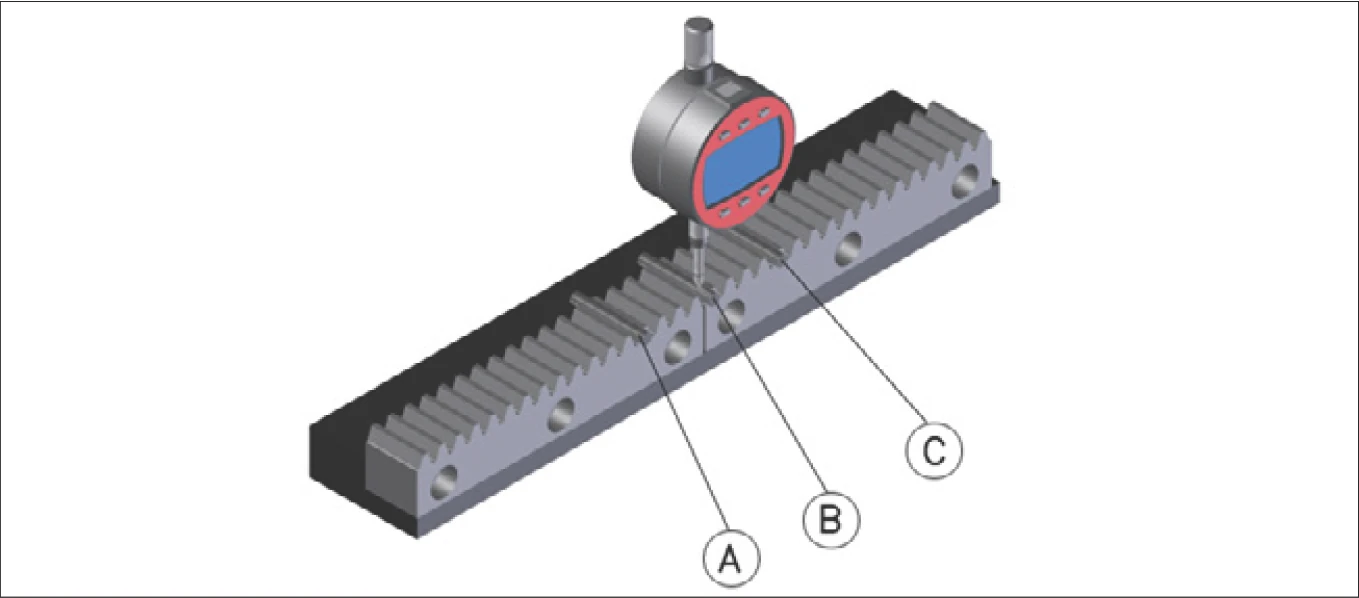
跑合精度量測:A = 接合處, B = 齒條, C = 千分錶
- 如果偏差量大,使用銅質錐形衝頭將底座上的千分錶座對齊, 盡可能進行最小量測,達到所需的高度位置
- 檢查接合處成功後,重新夾緊螺絲夾具,再次輕輕鎖緊, 並以完整扭矩鎖緊圓柱螺絲(參見第 12 章)
- 對其他齒條重複上述步驟
- 拆除螺絲夾具
6.3 銷釘定位
1
鑽穿工具機底座上的齒條固定孔,作為定位銷孔。
2
將所有孔鉸至定位銷的正確公差尺寸(參見第 5.2 節)。
3
使用吸塵器清除殘屑。
4
使用圓柱銷固定齒條。
建議:建議使用帶內螺紋的定位銷,以便於日後拆卸(參見第 5.2 節)。
6.4 最終檢查
- 如有必要,去除齒條齒面上的油脂
- 使用觸碰乾燥型油漆塗抹齒面
- 使機台滑座來回移動數次,使齒輪在已塗漆的齒面上運行
- 檢查過程中確認齒條移動順暢
- 在整個行程範圍內,能量消耗和運行噪音必須保持一致
- 接合點處不得有撞擊感
- 檢查塗漆被磨除的區域,以判斷齒輪的配合情況
- 使用下方的接觸斑紋圖來評估齒輪的對齊情況
- 如有必要,調整齒輪的對齊
- 在接合處檢查齒條的齒距精度
齒面接觸斑紋對齊判斷
正確(直齒)
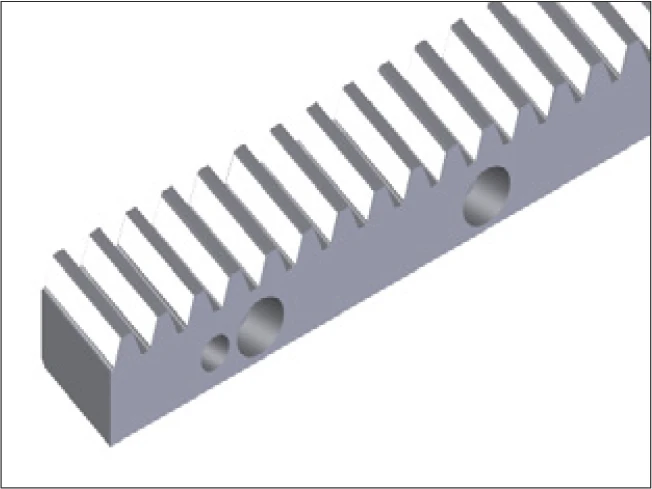
正確(斜齒)
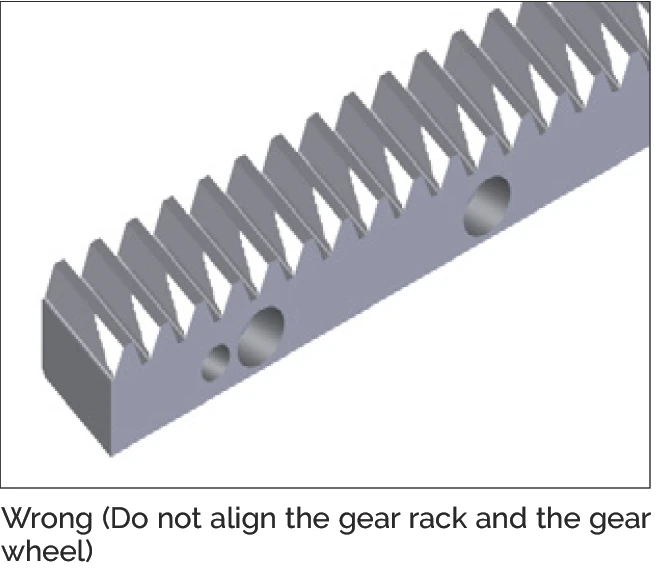
錯誤 — 齒條與齒輪未對齊
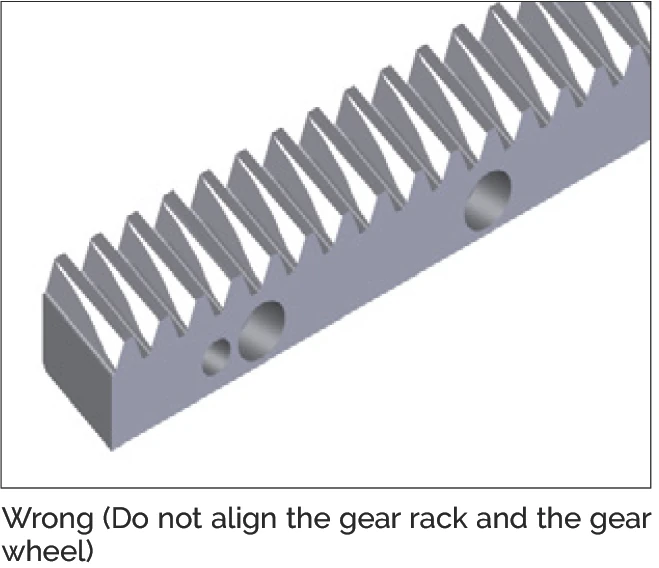
錯誤 — 齒條與齒輪未對齊