7. 潤滑
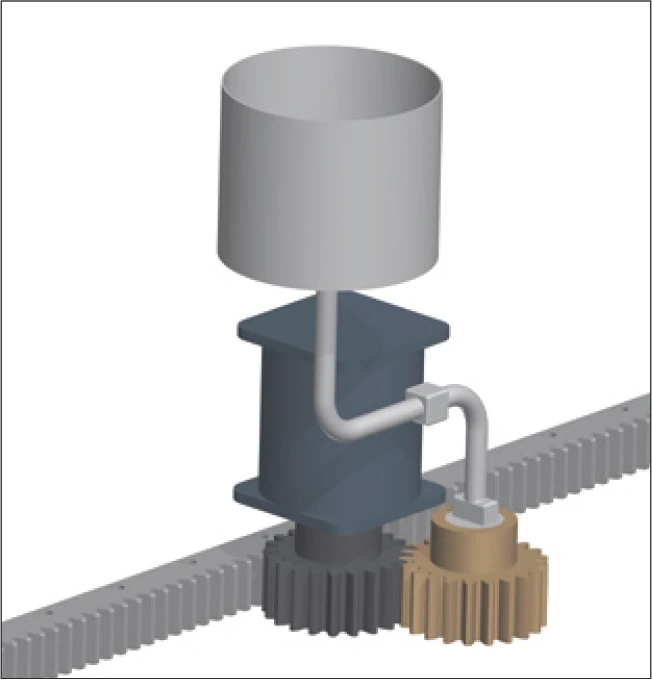
使用毛氈齒輪進行潤滑的裝置示意圖
為確保齒條傳動持續正常運作,必須使用適合操作條件的潤滑劑進行充分潤滑。 潤滑可防止磨損和腐蝕,並減少摩擦。
除了安裝時的初始潤滑外,機器運行期間必須定期補充潤滑。
通常使用電動潤滑油壺進行潤滑。使用 NLGI 00 至 NLGI 0 等級的潤滑脂,透過毛氈齒輪塗抹在驅動齒輪或齒條上。 請注意毛氈齒輪會隨時間磨損,因此必須定期檢查並視需要更換。
典型潤滑劑:Klüber Microlube GB 0
8. 齒輪/齒條操作條件
您必須確保齒輪與齒條之間的嚙合正確。
空載運行時,導塊應在整個行程長度上均勻移動 (確保安裝過程中未發生變形)。 對於垂直軸,機台必須依說明進行固定。
如果出現卡滯現象,應使用千分錶重新量測齒條與導軌之間的距離。
9. 維護
9.1 停機準備
安裝驅動系統的機器在維護期間必須停機。 維護作業前,機器必須與電源斷開。 對於垂直軸,滑座必須依說明進行固定。
9.2 目視檢查
- 透過徹底目視檢查,檢查整個驅動系統是否有外觀損壞和洩漏的潤滑劑
- 齒輪和齒條必須保持清潔
- 整個驅動系統必須經過外觀損壞和洩漏檢查(徹底目視檢查)
- 缺陷或洩漏的零件必須立即更換
10. 拆卸
10.1 準備措施
在拆卸安裝驅動系統的機器之前,必須先關閉電源。 開始作業前請確認可以安全地拆除齒條系統,不會對機器上的人員造成風險。
齒條和齒輪單元只能由具備必要知識的受過培訓的專業人員進行拆卸。 對於 Z 軸,機台必須妥善固定,以免因自重掉落造成人員受傷或設備損壞。
拆卸時必須中斷機台上的正鎖定裝置。在拆卸齒條和齒輪單元時, 必須注意正鎖定的斷開。
固定螺絲必須從壓合件上拆下。然後即可將齒條從壓合件上小心取下, 並使用合適的工具取出。
10.2 取出齒條
- 小心取出齒條,注意不要損壞齒條系統及相鄰零件
10.3 更換備品
- 安裝新齒條時,使用新螺絲(參見第 5.2 節),並將其安裝到位
- 重新將備品齒條安裝到齒條組中(參見第 5.2 節),僅使用標準尺寸 (參見第 5.2 節)
- 將所有孔鉸至正確的公差尺寸
- 使用定位銷固定齒條
11. 廢棄處理
| 材料類別 | 處理方式 |
|---|---|
| 密封墊 | 作為複合材料(金屬/塑料)處理 |
| 金屬 |
盡可能分類為:
|
| 軟管 | 比照塑料方式處理 |
| 毛氈齒輪 | 比照含油殘餘廢棄物方式處理 |
12. 鎖緊扭矩
以下為 DIN EN ISO 898-1 標準中無頭螺絲的鎖緊扭矩規格值, 為算術值,不適用於摩擦係數 μ=0.125 的情況。
| 強度等級 | 鎖緊扭矩(Nm) | ||||||
|---|---|---|---|---|---|---|---|
| M6 | M8 | M12 | M16 | M20 | M30 | M36 | |
| 10.9 | 13 | 31 | 108 | 265 | 540 | 1970 | 3600 |
| 12.9 | 16 | 40 | 135 | 330 | 660 | 2300 | 4100 |
強度等級 10.9 的螺絲用於軟質或感應淬火齒條, 強度等級 12.9 的螺絲用於滲碳硬化和整體硬化齒條。
使用含 MoS2 的潤滑脂潤滑螺絲並以扭矩扳手鎖緊, 可獲得更均勻的預壓力。