4.7.1 选择标准 Selection criteria
4.7.1 选择标准
安装方法描述了导轨系统中各个导轨相对于彼此的方向和排列。在选择安装变体时,必须考虑不同的标准,包括:
- 应用类型
- 发生的力和力矩
- 精度要求
- 刚度要求
- 操作条件,例如污染程度
- 润滑类型
- 可用安装空间
- 组装工作量
- 考虑元件中发生的温度变化以及相关的附加力
- 考虑轴上使用的螺钉连接
- 考虑悬挂轴的额外防坠装置
基本上,导轨应该排列成使发生的力尽可能均匀地分布在滑块上,并且主要负载作用在拉伸/压缩方向上。这样做的优点是力直接由导轨吸收,并可通过固定螺钉传递到周围结构中。某些情况下的高横向力会导致作用在导轨上的力矩,并且只能从连接结构中的额外定位表面传递,这会产生额外成本。
在润滑和保护导轨方面,应优先选择水平或垂直排列的导轨,而不是其他排列方式。就安装和导轨精度而言,建议所有导轨仅在一个平面上排列。
4.7.2 安装变体 Installation variants
4.7.2 安装变体
以下列出一些典型的安装方法及其各自的特性和特点。
在大多数范例中,每个导轨配有两个滑块的双导轨配置最为常见,因为这种配置在实际应用中最为广泛。范例中未包括导轨和滑块的螺钉方向以及横向固定方法。这些主题在以下章节中有更详细的说明:第 4.11 节 - 固定导轨、第 4.13 节 - 固定滑块和第 4.14 节 - 连接结构的配置。
配置 1:单轨配置
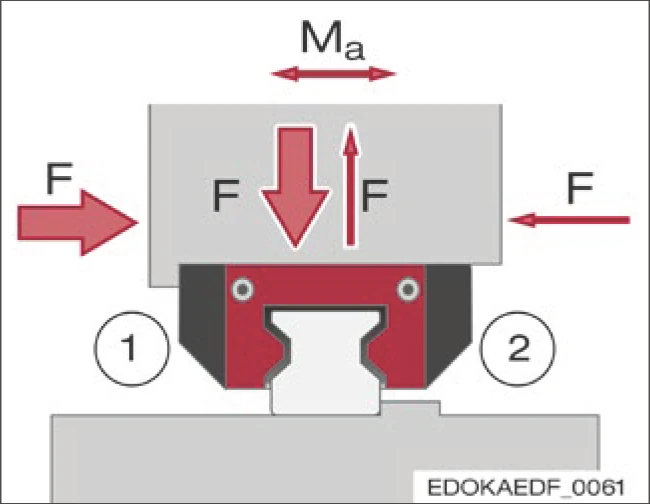
- 一根导轨配有一个或两个滑块
- 水平安装
- 最小的力矩载荷承载能力 Ma
- 适用于手动轴和低负载的辅助轴
- 简单的对齐调整
- 对定位面 (1) 具有高水平的横向力吸收能力
- 对反定位面 (2) 具有低水平的横向力吸收能力
配置 2:双轨标准配置
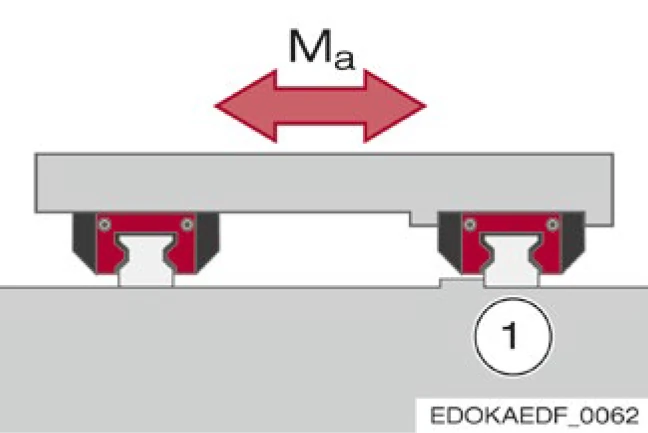
- 两根导轨,每根配有两个滑块
- 水平安装
- 简单的安装
- 高精度等级
- 适用于各种类型的轴、移动立柱
- 使用参考轨 (1) 简单对齐
- 高力矩载荷承载能力 Ma
配置 3:倾斜安装(45°)
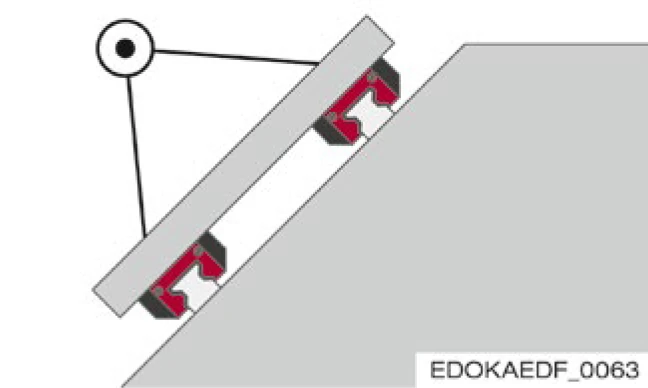
- 倾斜安装,例如绕纵轴倾斜 45°
- 在倾斜角度方向上具有高力吸收能力
- 油润滑需要单独处理
- 导轨容易积聚污垢(必要时使用护盖)
- 适用于斜床车床
- 上棱柱中污垢和冷却液的积聚:
- 需要特殊护盖
- 需提供排水孔/排水槽
配置 4:悬挂安装(90° 壁挂)
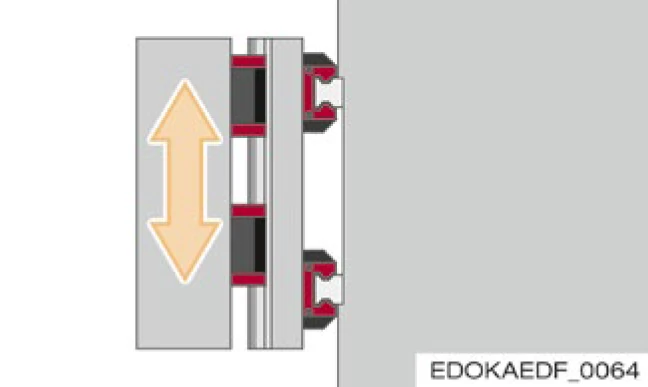
- 悬挂安装,倾斜 90°(壁面组装)
- 高水平的水平力吸收能力
- 油润滑需要单独处理
- 导轨容易积聚污垢
- 适用于车床、加工中心侧向滑道
- 上棱柱中污垢和冷却液的积聚:
- 需要特殊护盖
- 需提供排水孔/排水槽
配置 5:导轨偏移 90° 配置
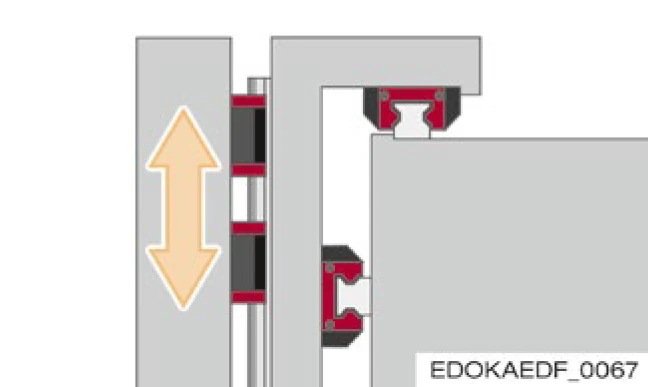
- 水平安装,导轨偏移 90°
- 高力矩刚度
- 精密的安装调整
- 适用于龙门机床的侧向滑道
- 对定位面的精度要求严格
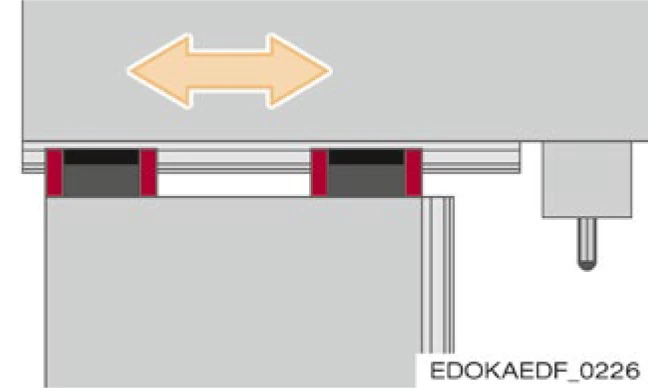
配置 6:倒置安装(悬挂轴)
- 安装旋转 180°,悬挂轴
- 由于拉伸负载导致刚度降低
- 滑块容易积聚污垢
- 需要更高的静态安全系数
- 必须提供防坠保护
- 需重新计算螺钉负载
配置 7:多轨并联配置
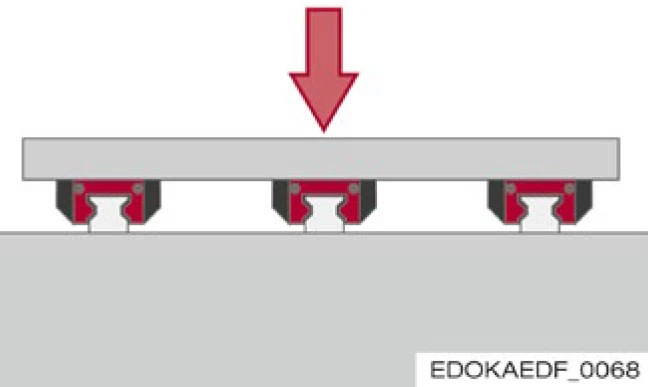
- 水平安装
- 多根导轨并排,每根配有三个或更多滑块
- (滑块高度必须保持在小公差范围内)
- 高垂直力吸收能力和刚度
- 适用于承受极高力的机床工作台
- 外侧导轨之间需要大间距
- 需支撑板材防止下垂
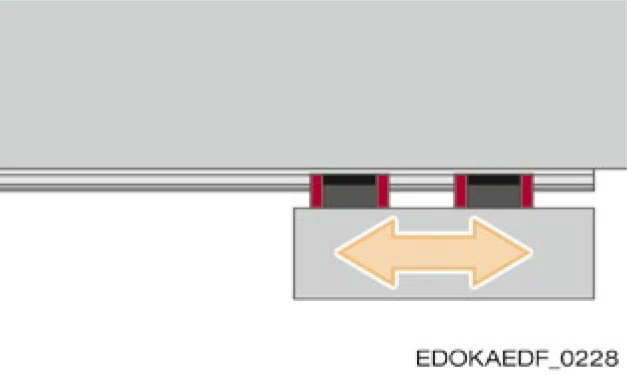
配置 8:导轨旋转 180°(固定滑块)
- 导轨旋转 180°,滑块固定
- 水平安装(导轨伸入加工室,可能被切屑损坏。解决方法:硬化导轨表面)
- 适用于悬臂轴和支撑梁
- 适用于卧式铣床/钻床、电火花加工机
- 滑块容易积聚污垢
配置 9:紧密排列双轨配置
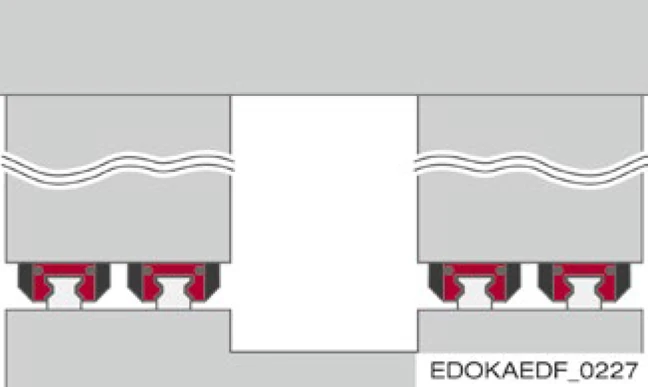
- 每 2 根导轨和滑块紧密排列
- 高垂直力吸收能力
- 适用于龙门机床
- 由于刚度周围结构,需使用高精度等级和/或配对设计的滑块
配置 10:主力下的紧密滑块配置
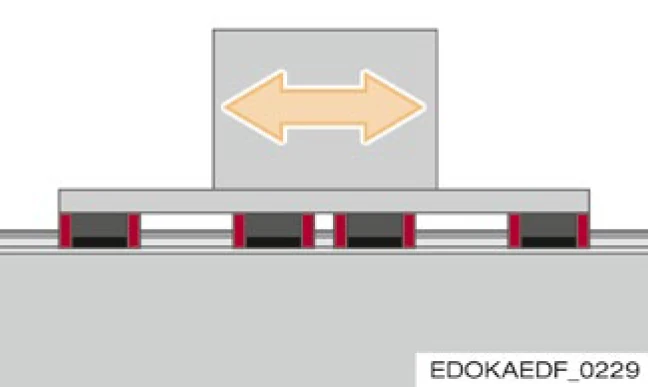
- 中等尺寸的滑块在主力下紧密排列
- 连接板刚度不足
- 由于板材下垂,外侧滑块会额外受力。解决方法:刚度连接板
- 适用于重型机床
- 需使用高精度等级和/或配对设计的滑块
- 水平安装
⚠ 注意
滑块可能从导轨上脱离
- 滑块可能从导轨上脱离,因此必须为滑块实施额外的安全功能,例如以安全夹具的形式围绕导轨以防止脱离。
用户需要采取适当的设计和技术安全措施,以防止在发生错误时(例如由于滚动元件丢失)滑块和导轨分离。
一种可能的设计措施变体是围绕导轨的安全夹具。还应遵守相关专业协会的规范、相关指南和所涉应用的标准。