16.4 安装
16.4.1 一般说明
- 安装前,导轨、机床、安装板和固定螺钉必须全部处于室温
- 始终使用扭矩扳手拧紧固定螺钉。扭矩值见第 16.5 章
- 始终将导轨的参考面压靠在机床的参考面上。导轨可以在两侧定位,滑块的参考侧位于带有公司标志/型号标识的滑块侧面的对面
16.4.2 MINIRAIL 和 MINISCALE PLUS
- 拧紧固定螺钉时,从中间开始,在导轨两侧交替进行。请注意多部分 MINIRAIL 系统上的导轨(第 8.2 章)
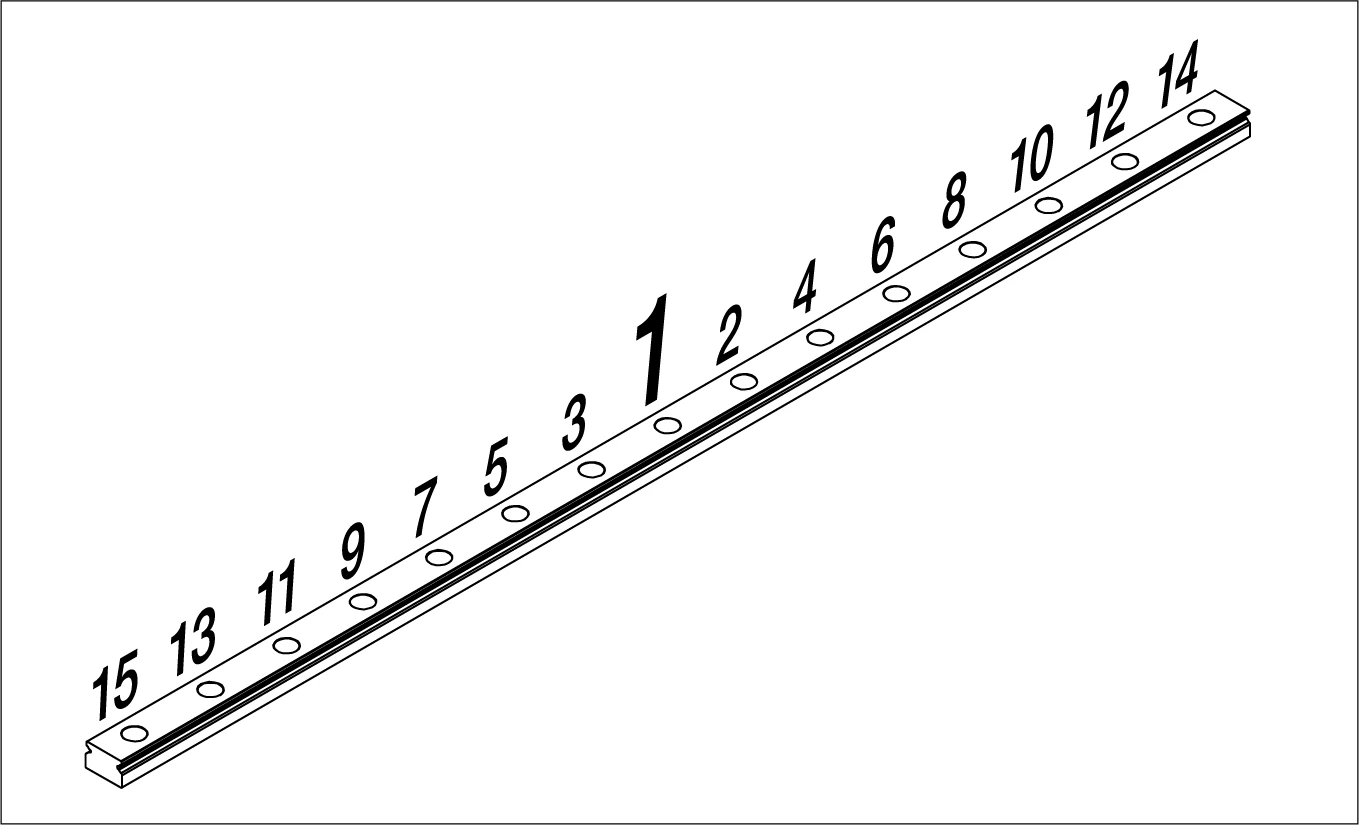
正确固定 MINIRAIL 导轨的顺序
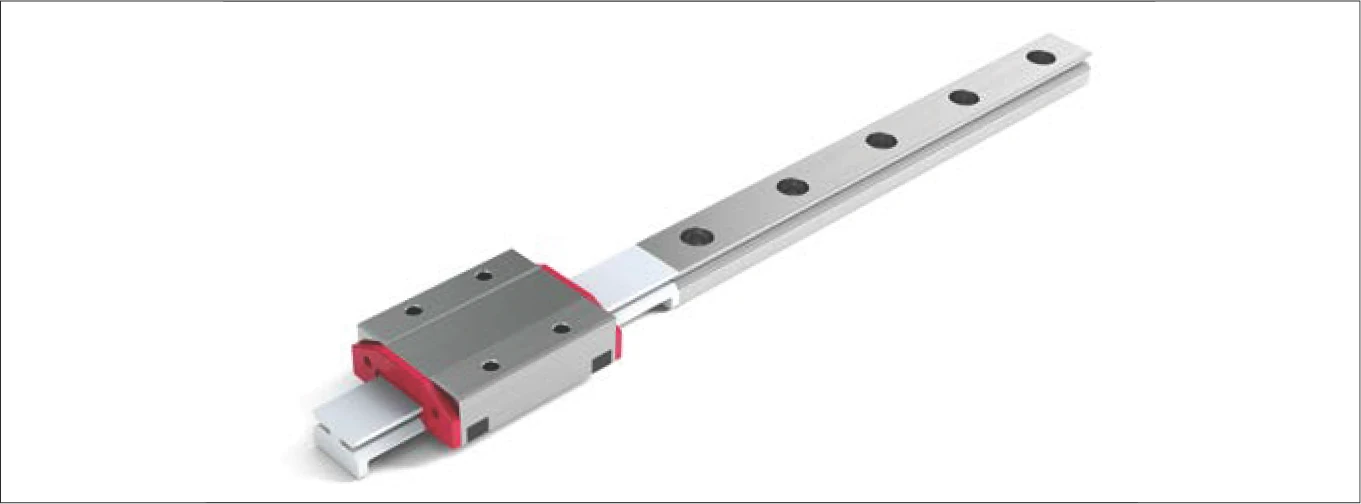
16.4.3 MINIRAIL
交付时包含保护性塑料导轨(匹配交付除外)。滑块应直接从保护性塑料导轨转移到钢导轨上。这可以防止污垢进入滑块或滑块倾斜,从而导致球轴承损失。
转移到钢导轨之前,滑块位于保护性塑料导轨上
滑块从保护性塑料导轨转移到钢导轨的过程
16.5 固定螺钉的拥紧扭矩
建议的扭矩值可在下表中找到。这些值适用于摩擦系数为 0.12 的涂油螺钉。
对于润滑螺钉,摩擦系数可低至 0.07。相应的扭矩值应减半。
下表显示了性能等级 12.9(摩擦系数 0.125)和性能等级 A2-70(摩擦系数 0.2)的固定螺钉的扭矩值(符合 DIN 912):
| 螺纹规格 | 最大拥紧扭矩 (Ncm) | |
|---|---|---|
| 性能等级 12.9 | 性能等级 A2-70 | |
| M1.6 | 28 | 20 |
| M2 | 60 | 30 |
| M3 | 210 | 110 |
| M4 | 500 | 260 |
16.6 MINISLIDE MSQscale 安装指南
有关 MINISLIDE MSQscale 量测线性模组的安装和调试资讯,请参阅 MSQscale 安装指南。