7. 润滑
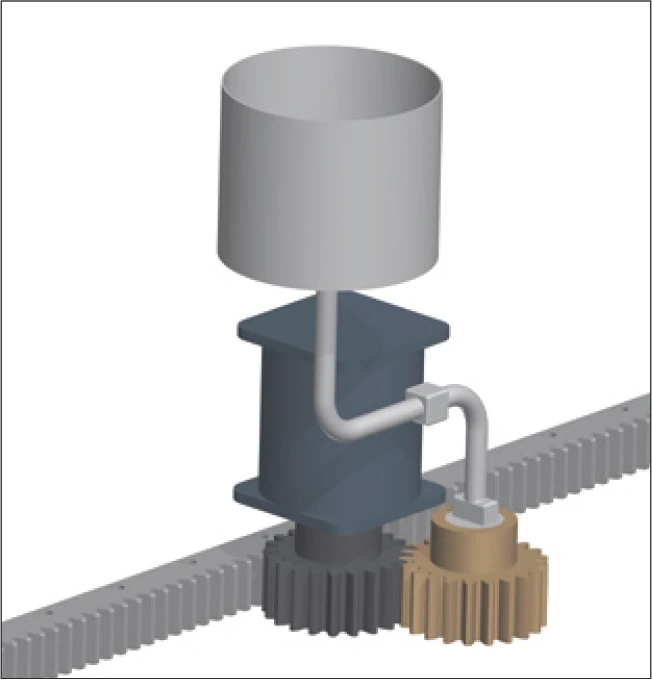
使用毛毡齿轮进行润滑的装置示意图
为确保齿条传动持续正常运作,必须使用适合操作条件的润滑剂进行充分润滑。 润滑可防止磨损和腐蚀,并减少摩擦。
除了安装时的初始润滑外,机器运行期间必须定期再润滑。
通常使用电动润滑油壶进行润滑。使用 NLGI 00 至 NLGI 0 等级的润滑脂,透过毛毡齿轮涂抹在驱动齿轮或齿条上。 请注意毛毡齿轮会随时间磨损,因此必须定期检查并视需要更换。
典型润滑剂:Klüber Microlube GB 0
8. 齿轮/齿条操作条件
您必须确保齿轮与齿条之间的啮合正确。
空载运行时,导块应在整个行程长度上均匀移动 (确保安装过程中未发生变形)。 对于垂直轴,机台必须依说明进行固定。
如果出现卡滞现象,应使用千分表重新量测齿条与导轨之间的距离。
9. 维护
9.1 停机准备
安装驱动系统的机器在维护期间必须停机。 维护作业前,机器必须与电源断开。 对于垂直轴,滑座必须依说明进行固定。
9.2 目视检查
- 透过彻底目视检查,检查整个驱动系统是否有外观损坏和泄漏的润滑剂
- 齿轮和齿条必须保持清洁
- 整个驱动系统必须经过外观损坏和泄漏检查(彻底目视检查)
- 缺陷或泄漏的零件必须立即更换
10. 拆卸
10.1 准备措施
在拆卸安装驱动系统的机器之前,必须先关闭电源。 开始作业前请确认可以安全地拆除齿条系统,不会对机器上的人员造成风险。
齿条和齿轮单元只能由具备必要知识的受过培训的专业人员进行拆卸。 对于 Z 轴,机台必须妥善固定,以免因自重掉落造成人员受伤或设备损坏。
拆卸时必须中断机台上的正锁定装置。在拆卸齿条和齿轮单元时, 必须注意正锁定的断开。
固定螺钉必须从压合件上拆下。然后即可将齿条从压合件上小心取下, 并使用合适的工具取出。
10.2 取出齿条
- 小心取出齿条,注意不要损坏齿条系统及相邻零件
10.3 更换备品
- 安装新齿条时,使用新螺钉(参见第 5.2 节),并将其安装到位
- 重新将备品齿条安装到齿条组中(参见第 5.2 节),仅使用标准尺寸 (参见第 5.2 节)
- 将所有孔铰至正确的公差尺寸
- 使用定位销固定齿条
11. 废弃处理
| 材料类别 | 处理方式 |
|---|---|
| 密封垫 | 作为复合材料(金属/塑料)处理 |
| 金属 |
尽可能分类为:
|
| 软管 | 比照塑料方式处理 |
| 毛毡齿轮 | 比照含油残余废弃物方式处理 |
12. 拧紧扭矩
以下为 DIN EN ISO 898-1 标准中无头螺钉的拧紧扭矩规格值, 为算术值,不适用于摩擦系数 μ=0.125 的情况。
| 性能等级 | 拧紧扭矩(Nm) | ||||||
|---|---|---|---|---|---|---|---|
| M6 | M8 | M12 | M16 | M20 | M30 | M36 | |
| 10.9 | 13 | 31 | 108 | 265 | 540 | 1970 | 3600 |
| 12.9 | 16 | 40 | 135 | 330 | 660 | 2300 | 4100 |
性能等级 10.9 的螺钉用于软质或感应淬火齿条, 性能等级 12.9 的螺钉用于渗碳硬化和整体硬化齿条。
使用含 MoS2 的润滑脂润滑螺钉并以扭矩扳手锁紧, 可获得更均匀的预紧力。