Chapter 9-11 维护、报废处理与故障排除
Maintenance, Disposal & Troubleshooting
9.1 目视检查清单
在导轨维护期间,通过目视检查确保以下情况不存在受损且可防止损坏对它们来说至关重要:
- 检查导轨表面是否有损坏。
- 检查密封件,见第 58 页「检查安装结果」。
- 检查附加密封件(如有安装)是否有损坏/磨损。
- 检查滑块是否有足够润滑(是否有脱离滑块排出的润滑剂)。
- 取出滑块并检查是否有灰尘(见「处理滑块」第 20 页)。
- 取出滑块并检查塑胶零件是否有损坏(见「处理滑块」第 20 页)。
- 从导轨附近移除残留切屑。
9.2 清洁
ATTENTION! / 注意!
不当清洁造成的材料损坏风险!
可能导致塑胶和导轨损坏。
- 所有零件只能用清洁剂擦拭,使用清洁酒精或白电油。不要使用任何能够损坏塑胶的清洁剂或溶剂。
- 用软的、无绒布清洁导轨。不要使用压缩空气。
- 避免工具与导轨磁栅尺直接接触。
9.3 更换故障元件
ATTENTION! / 注意!
弯曲传感器滑动弹簧造成的材料损坏风险!
当转移带有内建读头的 AMS 量测系统外壳的滑块进出导轨时,传感器滑动弹簧可能会弯曲。
- 在转移滑块进出导轨之前,先拆卸读头。
ATTENTION! / 注意!
刮伤磁栅尺造成的材料损坏风险!
卡在金属密封件下方的切屑可能会刮伤磁性磁栅尺。
- 仅在带有磁性磁栅尺的导轨上使用专为 AMS 量测系统设计的金属密封件。
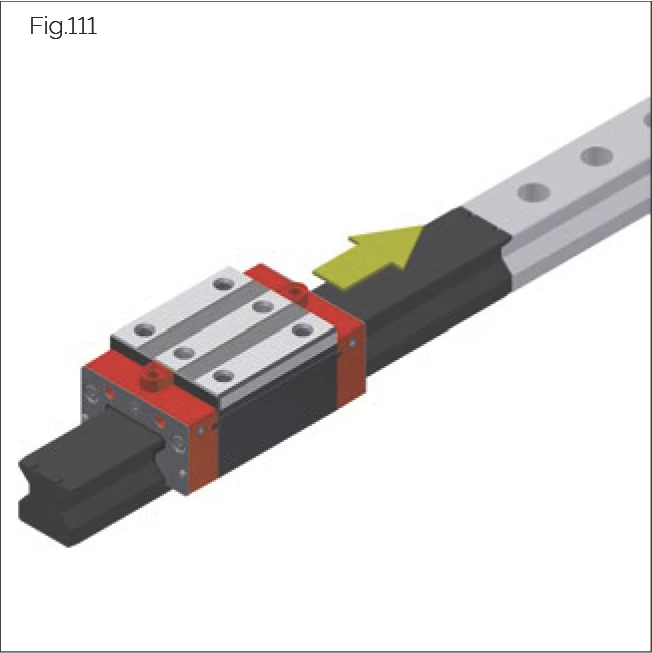
Fig.111
- 滑块和导轨构成一个单元。在配对设计的情况下,确保不同导轨的滑块不会互换。
- 为防止滚动体从滑块中脱落,在将滑块转移到导轨或从导轨转移下来时,请使用 MRM/MBM 组装导轨。MRM/MBM 组装导轨不包含在标准交付中。
- 如果一个滑块损坏,请更换所有滑块。如果不清楚安装了哪种精度等级,可以安装 G0 系统。这可确保达到原始精度等级。
滑块更换程序
识别要订购的滑块备件:
- 相关滑块可通过其标签识别,见第 3.3 节「导轨和滑块的标记」第 9 页。
备件
- STP 端盖
- QAS 交叉密封件,用于 MONORAIL MR/BM
- FRB 端盖,用于 MONORAIL MR
- ZCV 附加密封件用于 MONORAIL MR,ZBV 用于 MONORAIL BM
- ASM 金属密封件用于 MONORAIL MR,ABM 用于 MONORAIL BM
- SPL 润滑板
- 螺钉
导轨更换程序
识别要订购的导轨备件:
- 相关导轨可通过其标签识别,见第 3.3 节「导轨和滑块的标记」第 9 页。
备件
- 螺钉盖
- 螺钉
- 将滑块转移到 MRM/MBM 组装导轨上。
- 运输或存放期间将滑块留在组装导轨上。确保滑块和相关导轨不会互换。
- 将滑块从组装导轨单独转移回各自关联的导轨上。
9.4 更换读头
CAUTION! / 小心!
移动轴造成的挤压风险!
可能导致人身伤害。
- 更换读头前,关闭主开关并确保无法重新开启。如有必要,固定轴。
ATTENTION! / 注意!
短路电流造成的材料损坏风险!
读头中的电子元件容易被短路电流损坏。
- 更换读头前,断开电源并确保未经授权无法恢复。
拆卸读头
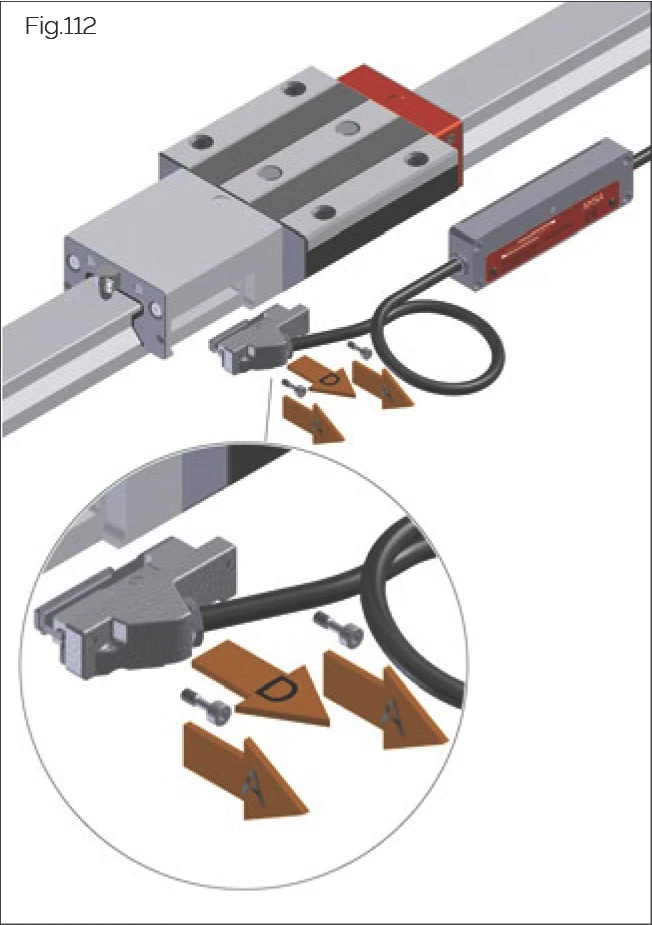
Fig.112
- 关闭主开关并确保无法重新开启。
- 如需要,拆卸保护盖。
- 确保正确处理报废轴。
- 拔下读头连接电缆。
- 从电子外壳(如适用)拔下传感器电缆。
- 松开将读头固定到外壳的紧固螺钉。
- 取下 AMSABS 4B 的盖板螺钉。
- 从 AMSABS 3B 安装的读头侧向滑出导轨,直到完全自由旋转,使其以正确角度从安装表面移开。
- 小心地以正确角度从安装表面移除读头。
- 记录故障和序号并包装读头。
安装读头
- 检查读头安装表面(外壳)是否有污染物。
- 清洁磁栅尺。
- 小心地打开新读头包装。
- 如需要,安装电池托盘(AMSABS)。
- 小心地将读头插入外壳中正确角度的凹槽中,确保位置正确。
- 对于 AMSABS 3B 和 4B:将读头与导轨平行滑动直到停止。
- 量测系统将自动识别其绝对位置(调试期间)。
- 控制器通电后,LED 将亮起绿灯。
- 拧紧将读头外壳固定的紧固螺钉(见第 74 页「螺钉拧紧扭矩」)。
- 将电缆连接到分离式电子外壳。对此,请使用第 52 页「布设电子外壳和电缆」中的接线图。
- 接通电源。
- 对于带分离式电子外壳的 AMS:确保 LED 亮起绿灯。
- 检查机器零点并在需要时重新校准。如需要,执行参考运行。
- 将轴移动到行程限位器。
ATTENTION! / 注意!
碰撞造成的材料损坏风险!
未能检查和调整(如需要)机器零点可能导致机器元件与其他元件碰撞。
注意:等效参考标记之间的位置识别可能因不同读头而异 ± 0.5 mm。
9.5 AMSABS / AMSABS 3L 电池
电池:Lithium Type AA- LS 14500- 3.6V 2450 mAh- SAFT
电池状态显示
对于 AMSABS,弱电池状态由操作状态 LED 指示,并在需要时由机器控制器指示。
运行
电子外壳(传感器单元)包含一个累加器和缓冲电池,即使在机器关闭时也能确保系统功能正常。短期内机器关闭时,会由累加器为 4 周内覆盖。当机器定期运行时,缓冲电池可保证传感器单元功能多年。这意味著在机器定期运行的典型使用情况下,累加器和缓冲电池受到保护,不会过早放电。这确保了原始精度等级得以实现。
如果外部电源系统在延长期间关闭,位置测量系统保持功能。电池长达 5 年的系统位置测量维持期,尽管需要读头的定期角度运动。这一过程在第 27 页「调试说明」中有描述。
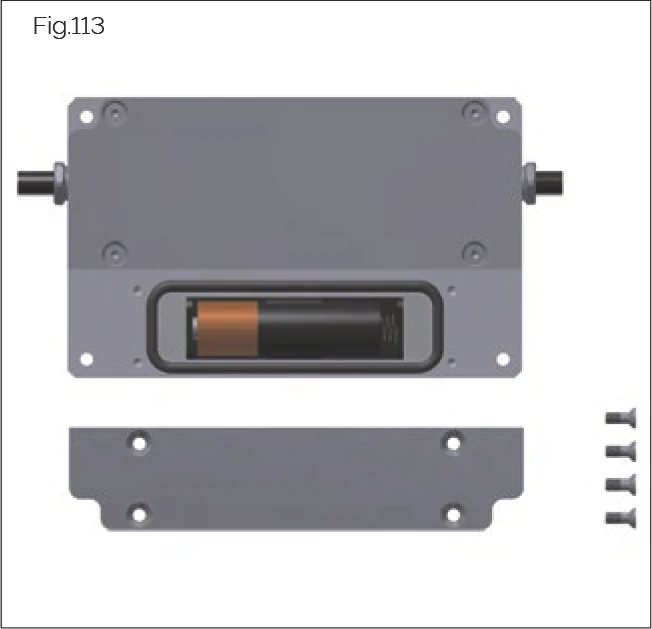
Fig.113
- 松开电子外壳背面的电池仓。
- 取出旧电池。
- 插入新电池,确保方向正确。
- 检查 O 型圈是否正确安装在槽中,并确保 O 型圈、槽和支撑面已清洁。
- 重新安装电池仓并用螺钉拧紧。
- 按照国家适用法规正确处理旧电池。
仅使用出厂日期不超过一年的电池。更换前,检查电池上标记的制造日期。
| 国家 | 德国 | 美国 | 法国 |
|---|---|---|---|
| 描述 | 年/月/日 | 年/日 | 年/日/代码 |
| 范例 | 18.02.23A | 18.054 | 18.054.A123 |
| 意义 | 2023 年 2 月 18 日后的 14 个月内 | 2018 年第 54 天后的 14 个月内 | 2018 年第 54 天后的 14 个月内,法国 A123 |
9.6 检查和更换附件及磨损件
9.6.1 端盖和附加密封件
确保滑块功能正常是确保导轨提供无杂质润滑和防止杂质进入的前提。一般来说,密封件设计为免维护。应按规定间隔定期检查损坏和磨损。
端盖和附加密封件上的密封件应定期检查损坏,至少每 6 个月一次,并在需要时更换。
更换交叉密封件和附加密封件
DANGER! / 危险!
滚动体丢失造成的生命危险!
对于 MONORAIL BM,端盖是滚动体再循环单元的一部分。端盖拔出会导致滚动体丢失。可能的后果包括死亡和严重伤害。
- 在 MONORAIL BM 的情况下,在任何情况下都不应拆除滑块的端盖。
更换交叉密封件和附加密封件时,从端盖上拆下紧固螺钉。
执行此操作时应遵守以下事项:
- 对于 MONORAIL BM,在任何情况下都不应拆除端盖。
- 对于 MONORAIL MR,端盖不需要拆除即可更换交叉密封件。
- 始终使用组装导轨将滑块转移到导轨上和从导轨上转移下来。
- 对于带量测系统的滑块,在将滑块转移到导轨上和从导轨上转移下来之前,始终从外壳上拆下读头。
交叉密封件
检查交叉密封件
定期检查交叉密封件是否有磨损,并在需要时更换。
更换 MONORAIL MR 的交叉密封件
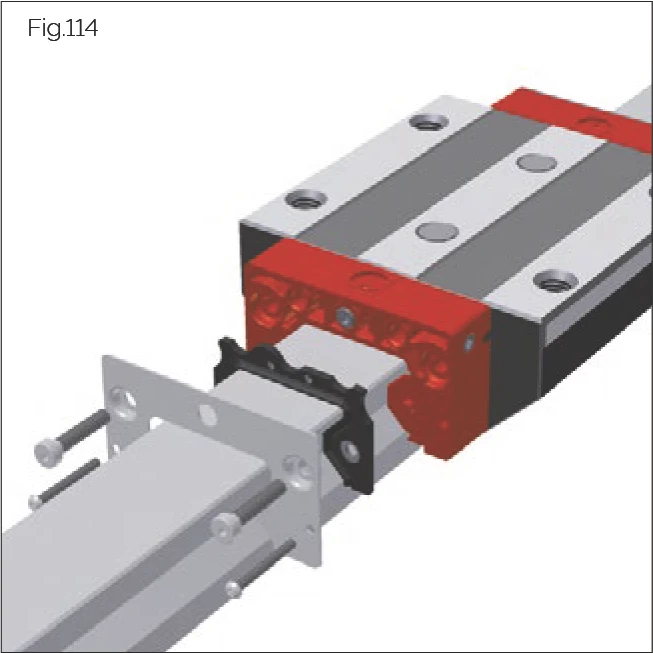
Fig.114
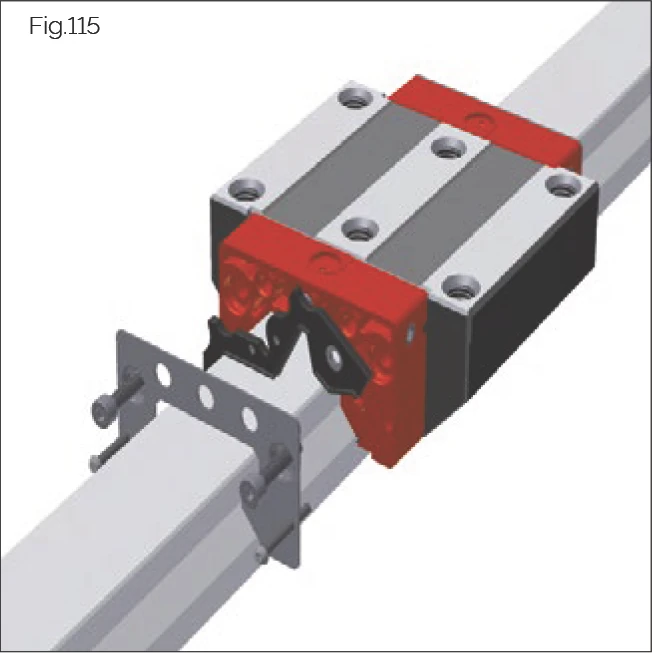
Fig.115
- 将滑块留在导轨上。
- 拆下上部和下部螺钉。
- 从端盖拆下端盖和附件(如适用)(可留在导轨上)。
- 从端盖上松开交叉密封件,要取出它,在握住端盖的同时将其拉过导轨。
- 将新的交叉密封件拉到导轨上并压入端盖(小心旋转锁)。
- 将附件和端盖滑回端盖上。
- 拧紧螺钉。见第 12.2 节「螺钉拧紧扭矩」第 74 页。
更换 MONORAIL BM 端盖的交叉密封件
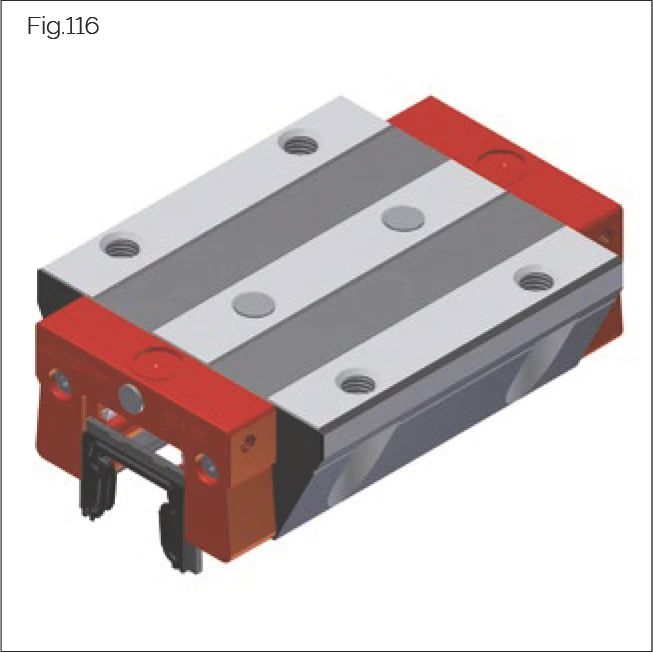
Fig.116
对于 MONORAIL BM,只能更换端盖上的交叉密封件。
在此过程中不得松开端盖的螺钉。
- 使用组装导轨将滑块从导轨上转移下来。
- 将有缺陷的交叉密封件向下拉出端盖外壳。
- 将交叉密封件完全滑入端盖的导轨槽中。
→ 交叉密封件会发出可听见的卡入声。
- 将滑块重新安装到导轨上。
ZCV/ZBV 附加密封件
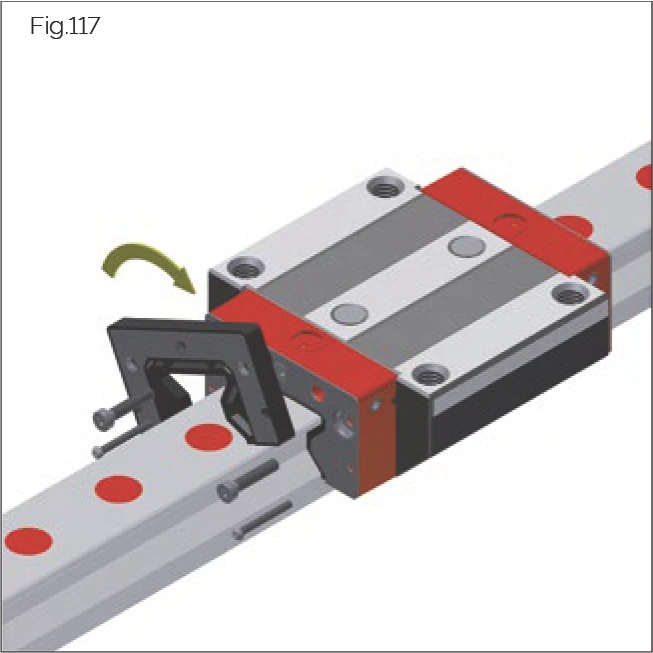
Fig.117
其灵活性使附加密封件可以直接在导轨上更换。它们也可以在无法从导轨上取下的滑块端盖上安装或拆卸。
注意:端盖上的润滑连接器用止动螺钉密封。在安装 ZCV/ZBV 附加密封件期间,这些止动螺钉会被覆盖。将润滑嘴拧入附加密封件时,必须取出下面的止动螺钉。
- 松开滑块端盖上的螺钉。
- 将附加密封件距离端盖几毫米,同时握住端盖。
- 从导轨上拉出密封件并更换 4 个金属表面(如需要)。
- 将新附加密封件拉过导轨横截面(或轨道端部)。
- 在端盖上按压密封件,通过定心销对齐在其表面上。
- 确保密封件均匀定位,并拧紧螺钉。最大拧紧扭矩见第 74 页「螺钉拧紧扭矩」。
纵向密封件
纵向密封件牢固地连接到滑块或外壳上。
检查纵向密封件
为识别纵向密封件的损坏,完全拆卸滑块并对密封唇进行光学检查。
更换纵向密封件
对于牢固连接到滑块或外壳上的纵向密封件损坏,必须更换整个滑块。
金属密封件
检查 ASM/ABM 金属密封件
- 检查端盖的机械损坏及其与导轨轮廓的间隙是否均匀定位。
- 根据结果更换或重新调整金属密封件。
更换 ASM/ABM 金属密封件
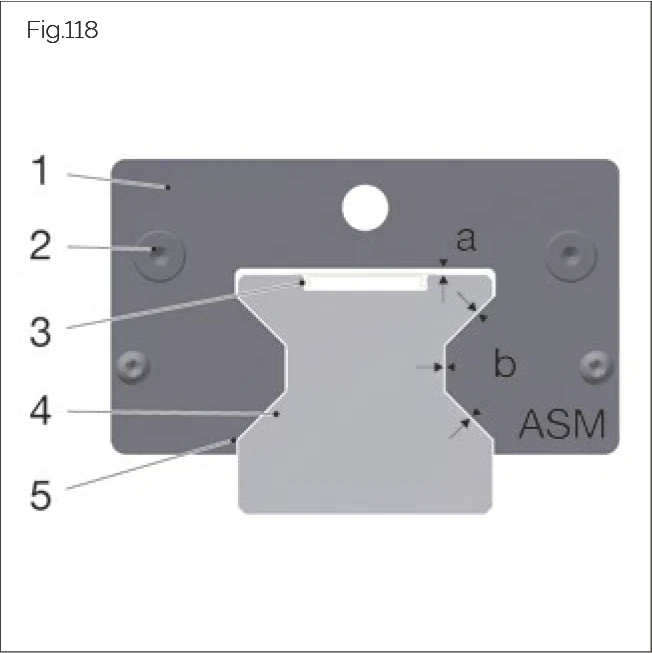
Fig.118
- 松开端盖上的螺钉。
- 将金属密封件从导轨端部拉出。
- 将新金属密封件滑过导轨。
- 拧紧螺钉直到金属密封件不再能用手移动。
- 握住金属密封件并拧紧螺钉。对于拧紧扭矩,见第 74 页「螺钉拧紧扭矩」。
- 拧紧螺钉后检查间隙。
- 当滑块安装在 AMS 导轨上时,必须确保间隙维持在 MRC 盖条或安装的 MAC 盖条上方。此金属密封件可通过端盖识别。
间隙尺寸
- a = 0.15 mm ± 0.05 mm
- b = 0.25 mm ± 0.05 mm
使用 AMS 导轨时,必须使用 ASM-A 金属密封件。这在前臂低侧缩短了 2 mm。金属密封件可通过端盖识别。
9.6.2 导轨盖
导轨盖包括塞子、盖条和波纹管。这些是确保滑块密封系统正常运行的先决条件,以及确保导轨提供延长使用寿命的因素之一。应按规定间隔定期检查导轨盖是否有损坏和磨损,至少每 6 个月一次,并在需要时更换。
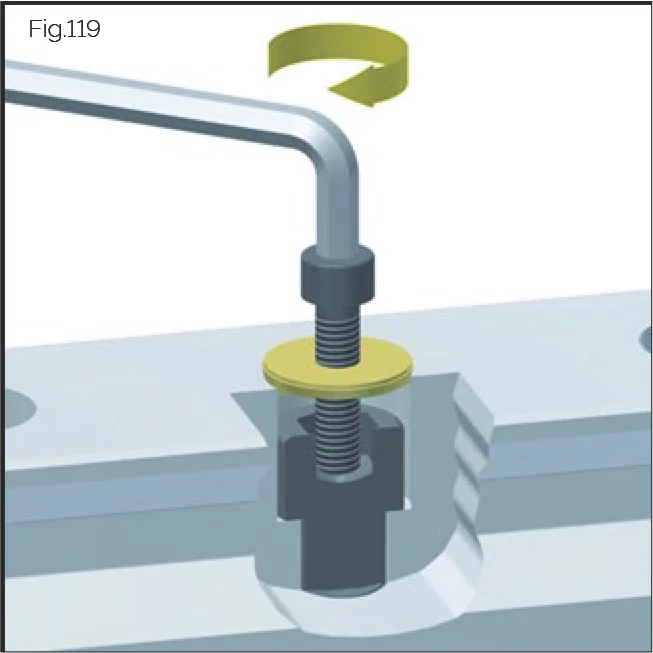
Fig.119
塞子
塞子必须与导轨表面齐平且平行安装。突出或刮伤的塞子可能导致滑块密封件损坏。塞子安装过深可能导致导轨固定孔积聚污垢或固定孔的锋利边缘损坏滑块密封件。
检查塞子
检查固定孔或导轨表面是否有灰尘和切屑。当滑块通过导轨时未被擦掉的灰尘和切屑表示塞子功能不正常。在此情况下应更换塞子并检查滑块密封件。
MAC/BAC 盖条
检查 MAC/BAC 盖条
在以下情况下更换盖条:
- 盖条弯曲或刮伤
- 盖条有纵向偏移
- 盖条槽有松脱端
- 盖条松动
更换 MAC/BAC 盖条
盖条更换见第 44 页「MAC/BAC 盖条」。
FBM/FBB 波纹管
检查波纹管
检查波纹管是否有损坏,如撕裂或破洞。检查波纹管是否平滑滑过导轨。如有损坏,必须更换波纹管;如适用,也需检查 MONORAIL 导轨是否有损坏或污染。
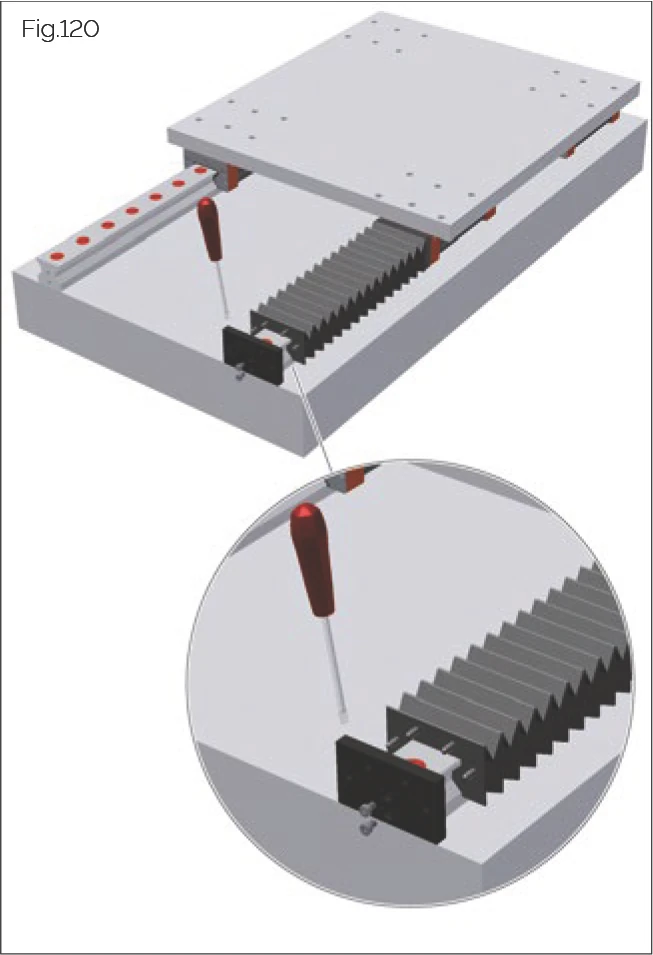
Fig.120
更换波纹管
- 使用平头螺钉刀从紧固板上松开波纹管。
- 松开端盖上的紧固螺钉。
- 取出端盖。
- 清洁导轨。
- 检查导轨塞子和盖条是否有损坏。
- 将新的预组装波纹管(带框架)安装到导轨上。
- 将波纹管端部的铆钉卡入转接板上的相应孔中。
- 安装端盖。
- 将波纹管端部的铆钉卡入转接板上的相应孔中。
- 检查波纹管是否正确定位和移动自由度。
9.7 备件 - 可得性
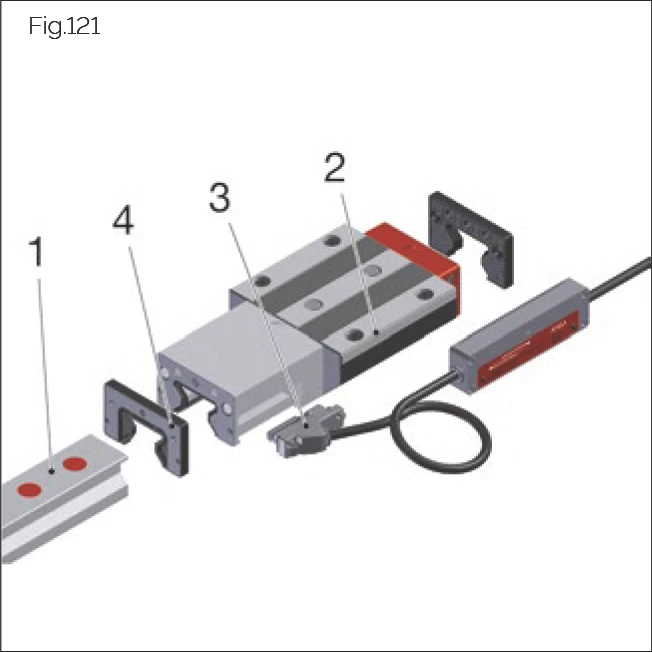
Fig.121
所有经过精密加工的 MONORAIL MR、BM 和 AMS 产品组线的导轨均由四个主要子组件组成:
- 导轨
- 外壳(如适用,带读头外壳)
- AMS 传感器单元
- 附件
这些子组件会因技术改进而导致新结构版本。这意味著子组件的内部构造可能随技术、材料使用、数量和构成零件的交互作用而变化。
SCHNEEBERGER 承诺,在 MONORAIL 系统交付后,提供兼容的完整子组件,并因此保持也是相容的完整子组件可用性。维护为所有产品提供固定的服务可用性而不影响可用性。来自这些子组件的零件仅在引入新子组件前维护和提供长达 1 年。这意味著由新结构版本替换的子组件在到期前 1 年停产。
对于整体子组件,SCHNEEBERGER 提供相容的子组件,这些子组件在机械几何形状上与产品市场停产后长达 10 年的机械几何形状上相同。任何例外情况将单独沟通。
Chapter 10 - 报废处理
NOTE:产品和包装材料,包括塑胶、金属、电池、电子元件、木材和润滑剂,应由操作人员按照当地适用的国家或地区法规进行处理或回收。
Chapter 11 - AMS 量测系统故障排除
运行状态显示
AMSA 3B、AMSA 4B、AMSD 3B/4B 和 AMSABS 量测系统版本在读头的电子外壳中配备了服务 LED,可显示不同的量测系统运行状态。
| LED | 错误 | 维修措施 |
|---|---|---|
| Red continuous | 编码器故障,内部硬件错误 | 更换传感器 |
| Red flickering | 外部电源超出容许范围 | 检查来自控制器的电源电缆 |
| Red/green flickering | 内部传感器信号过低 (< 60%) | 清除污垢:必须清洁读头、接收外壳和磁栅尺。 检查润滑管路连接。更换读头。 |
| Red/green flashing | 内部传感器信号过高 (> 140%) | 检查润滑管路连接。更换读头。 |
| Green flickering | 编码器损坏,内部传感器电压 > 5V | 更换编码器 |
| Green flashing | 编码器损坏,内部传感器电压 < 0.6V | 更换编码器 |
| Red flashing | 未参考,绝对位置不正确 | 重新执行参考 |
| Green + red flashes | 备用电池耗尽 | 更换电池 |
| Red + green flashes | 检测到至少 1 个 CNC 错误 | 根据需要修复控制器错误 |
| Red + green flashes | 正在设定 DRIVE-CLiQ 通讯 | 无需操作 |
| Green continuous | 系统正常运行 | 无需操作 |