Chapter 6 安装
Installation
6.1 MWM 安装滑块
安装滑块可用于执行以下安装工作:
- 将滑块定位在接合处上方,使导轨的两个外部固定孔之一可见。
- 将滑块定位在另一导轨的固定孔上方,插入并拧紧螺钉。
- 将安装滑块逐渐通过导轨。
- 使用激光或千分表测量侧向位置。
- 将滑块放置在中央导轨固定孔上方。
- 将导轨压入所需位置。
- 从上方通过中央固定孔将导轨紧固螺钉引入导轨并拧紧。
安装滑块可作为 SCHNEEBERGER 附件购买。
多段导轨的对接接合处对齐
在多段导轨的情况下,必须正确对齐对接接合处以确保滑块平稳运行。
无侧向参考的导轨调整
当没有侧向参考时,使用安装滑块和测量仪器来调整导轨的侧向位置。
6.2 滑块处理
Danger! / 危险!
机器元件掉落造成的生命危险!
可能的后果包括死亡和严重伤害。
- 确保提供额外的防坠落保护。
- 切勿从 MONORAIL BM 上拆除端盖。
- 滚动体在任何情况下都不得从滑块中掉出。
- 为防止滚动体丢失,始终将滑块存放在运输/组装导轨上运输。
- 始终将滑块保持在导轨上。使用组装导轨将滑块从运输导轨上安装和拆卸。
- 如果选择配对系统,确保不同导轨的滑块不会互换。
- 对于带读头的滑块,在将滑块安装到组装导轨上之前始终取下读头。
- 保护单个滑块免受灰尘和滚动体丢失。
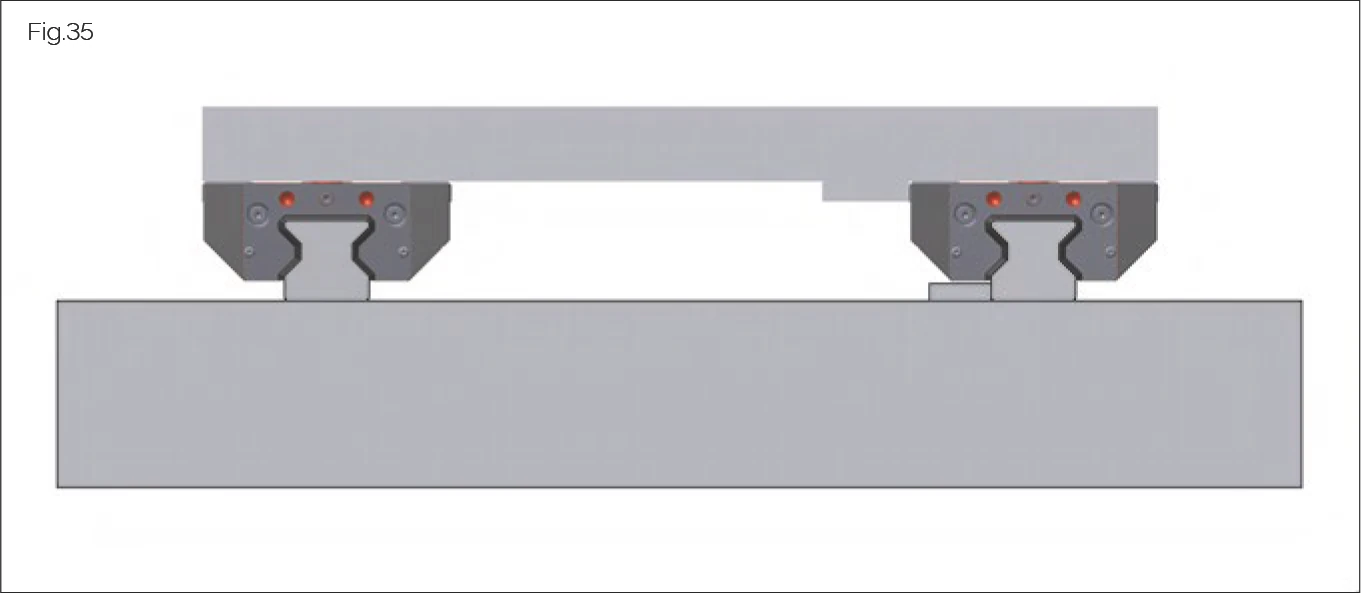
- 始终将滑块的承靠面与安装板的承靠面对齐。滑块的承靠面是已磨削的一侧。
- 通过 SCHNEEBERGER 安排更改润滑连接器的端盖返工。
- 在将滑块安装到导轨上之前,去除工厂涂抹的保护涂层。在导轨上反复移动滑块时,保护密封件免受锋利边缘导轨固定孔的损坏。
- 始终使用扭矩扳手拧紧紧固螺钉(扭矩请见第 75 页「螺钉拧紧扭矩」)。
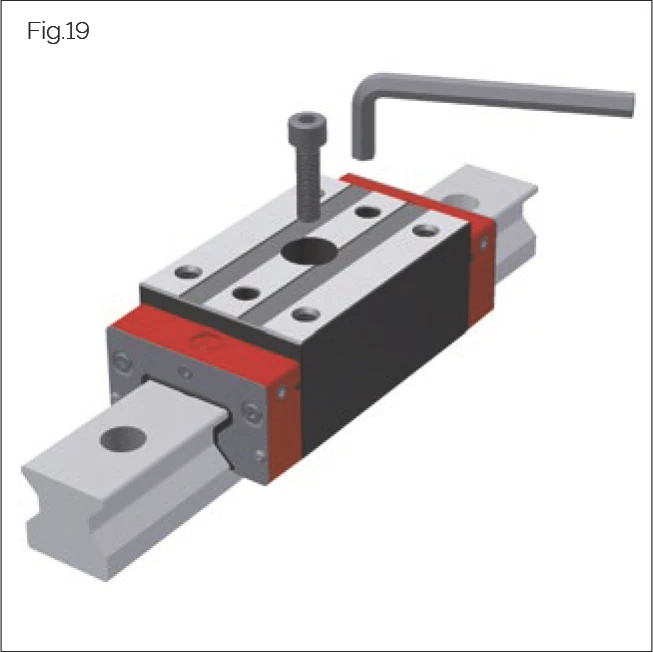
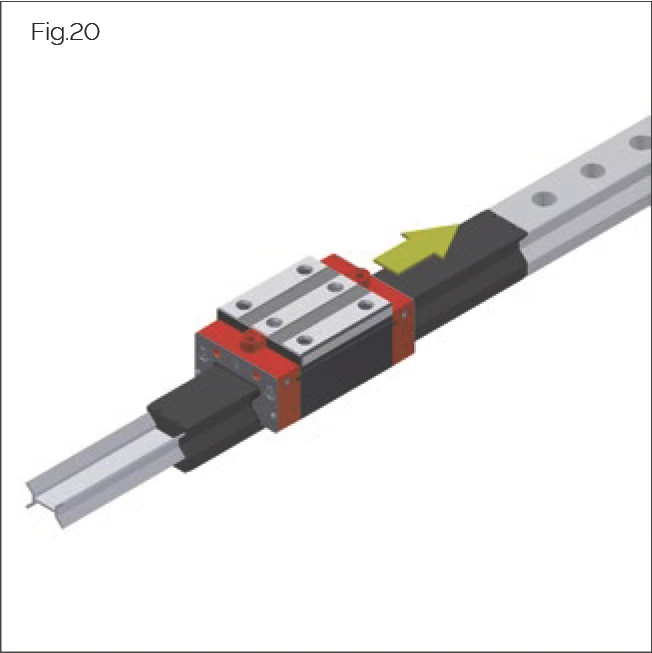
对于 Monorail MR 100,使用金属运输导轨。在安装前,必须按照以下程序使用组装导轨将其更换:
- 必须使用组装导轨将运输导轨从滑块中推出。
- 在没有组装导轨更换的情况下拆除运输导轨可能导致滚动体丢失。
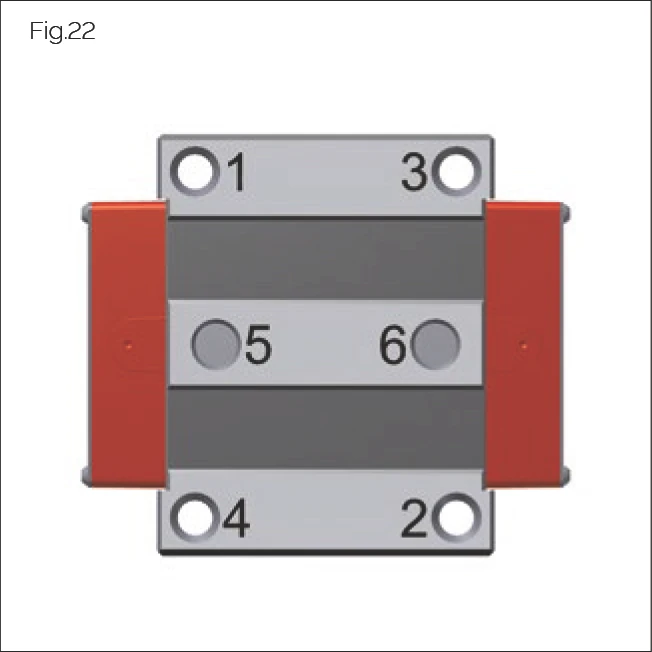
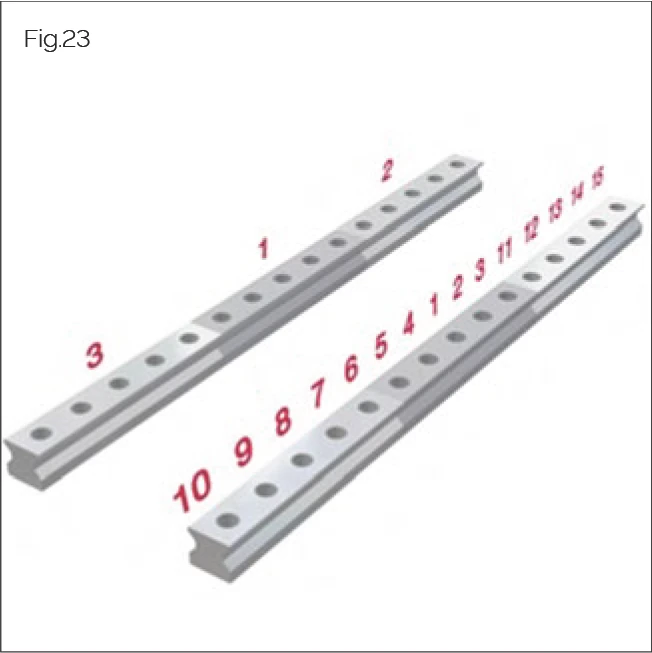
将连接结构紧固到滑块上时,按照以下步骤拧紧螺钉:
- 以额定扭矩的 50% 拧紧螺钉。按照编号顺序操作。
- 以额定扭矩的 100% 拧紧螺钉。按照编号顺序操作。
滑块安装教学影片
MONORAIL 滑块安装
示范如何将滑块正确安装至导轨上,包含对位技巧与注意事项。适用 MR、BM 系列滑块。| 片长:约 1 分钟
6.3 导轨处理
安装前确保导轨、机床床身、安装板和紧固螺钉的温度相同。
始终将导轨的承靠面与机床床身的承靠面对齐。导轨的承靠面是 SCHNEEBERGER 标志和零件编号相对的一侧。
为获得最佳的螺钉紧固力,请按以下步骤操作:
- 使用含 MoS2 的油脂润滑紧固螺钉的螺钉头座和螺纹。
- 按照左侧图示的顺序拧紧紧固螺钉。
- 始终使用扭矩扳手拧紧紧固螺钉(扭矩请见第 75 页「螺钉拧紧扭矩」)。
6.4 多段导轨处理

多段导轨在接合处标有编号。对于配对设计,导轨在导轨起点处也标有组号。组号索引为 1 或对接接合处编号为 1 的导轨被指定为参考导轨。
安装程序:
- 从线中心向外交替或连续安装各导轨段。
- 安装导轨时确保对接接合处编号匹配。

根据导轨系统按以下步骤操作:
- 对于机床床身上没有承靠面的多段导轨,使用固定桥或 MWM 安装滑块对齐对接接合处。
- 对于机床侧有承靠面的导轨,将导轨的定位侧靠在承靠面上。
- 对于 MONORAIL AMS,将带有磁栅尺的导轨作为参考导轨安装。MONORAIL AMS 导轨系统在导轨和带读头的滑块上有标识。
ATTENTION! / 注意!
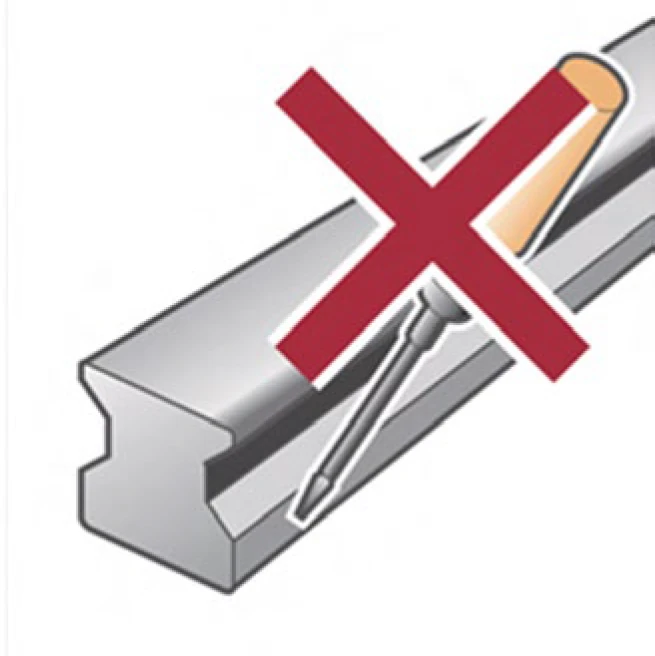
锋利边缘造成的材料损坏风险!
滑块横向密封件在运行期间可能被锋利边缘的导轨固定孔损坏。
- 确保导轨固定孔被覆盖。

在安装滑块之前,用合适的胶带覆盖导轨上表面的安装孔。胶带可保护滑块的横向密封件免受锋利边缘固定孔的损坏。
6.5 量测系统处理
6.5.1 磁场处理
不遵守本节所述要点可能导致材料损坏。
ATTENTION! / 注意!
磁场造成的材料损坏风险!
AMS 导轨与磁场相关的不正确处理可能导致材料损坏。
- 遵守以下章节中的要点。
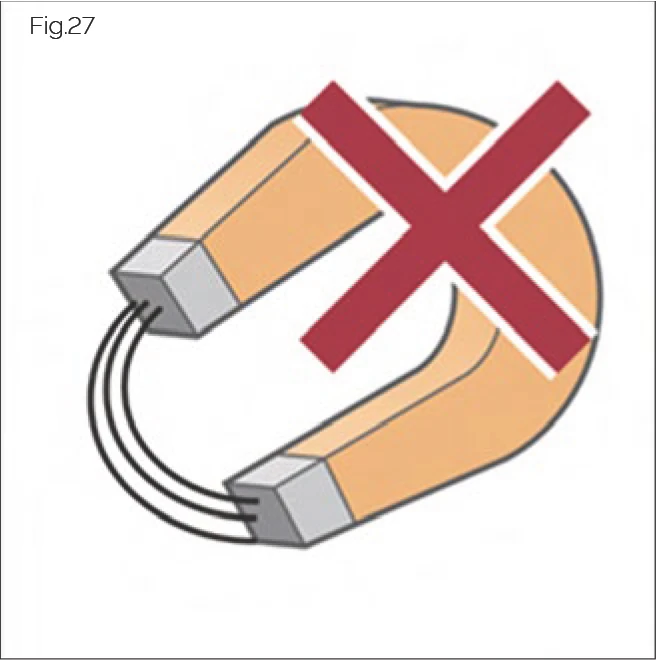
只有非磁性材料才能在磁栅尺和读头附近使用。
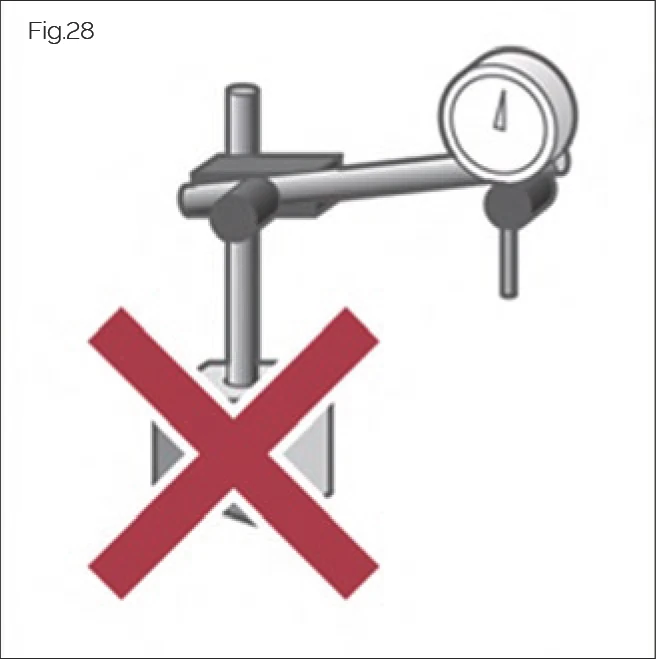
只使用非磁性辅助设备来运输和对齐 AMS 导轨。
避免工具与磁栅尺直接接触。
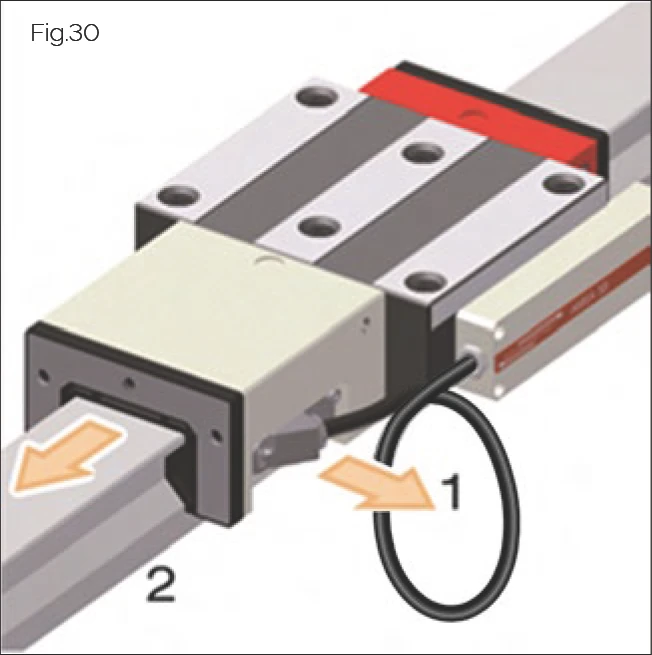
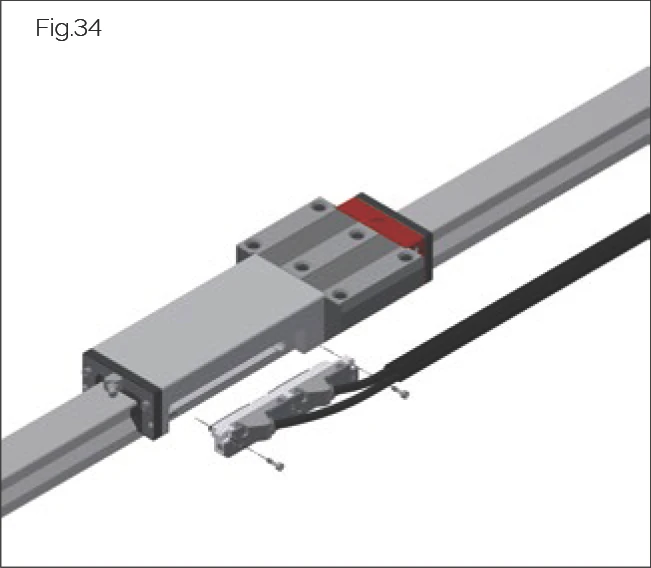
在将 MONORAIL 滑块安装到导轨上或从导轨上拆卸之前,先拆下 AMS 读头 (1)。
- 读头
- 导轨
6.5.2 安装和连接读头
ATTENTION! / 注意!
读头不正确插入造成的材料损坏风险!
可能导致滑动零件损坏。
- 不要让任何微粒夹在传感器滑块和磁栅尺之间。
- 不要让滑动零件接触读头。
- 不要损坏滑动零件。
安装读头
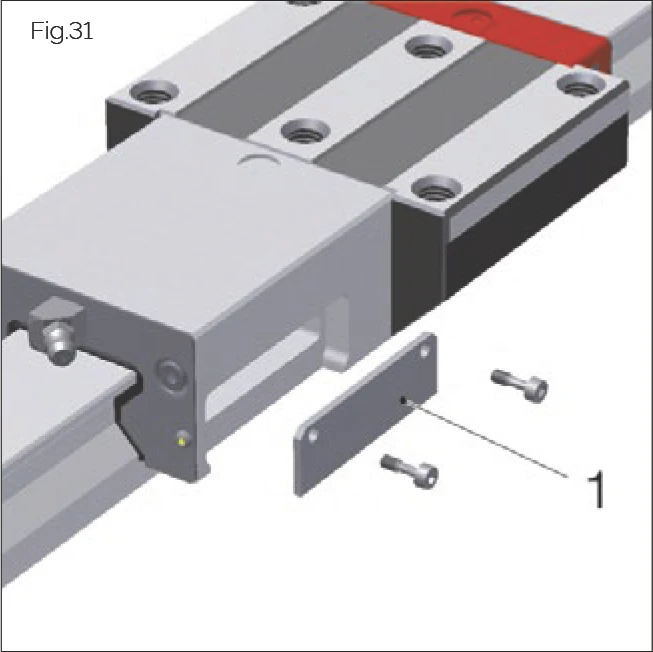
对于交付时未安装读头的 MONORAIL AMS 系统,外壳用盖板 (1) 密封。在安装读头之前必须先取下盖板。
| 类型 | AMS 3B | AMS 4B | AMSA 3L | AMSABS 3B/4B | AMSABS 3L |
|---|---|---|---|---|---|
| 螺钉 | 2x ISO 4762 M3x10 - A2 (自锁) | 2x ISO 4762 M2.5x10 - A2 (自锁) | 2x ISO 4762 M4x20-A2 | 2x ISO 4762 M3x10 - A2 (自锁) 1x ISO 4762 M3x4 - A2 (自锁) | 2x ISO 4762 M3 x 10 - A2 (固定) |
| 拧紧扭矩 | 1.1 Nm | 1.1 Nm | 1.1 Nm | 1.1 Nm | 1.1 Nm |
读头安装教学影片
AMS 读头安装
展示 AMS 整合量测系统读头的安装流程,确保讯号稳定与精准定位。适用所有 AMS 系列。| 片长:约 2 分钟
连接读头
ATTENTION! / 注意!
短路电流造成的材料损坏风险!
读头中的电子元件容易因短路电流而损坏。
- 连接电缆前,先断开电源,并确保未经授权无法恢复电源。
直接连接到驱动控制器:
将读头插头连接到驱动控制器,并用手拧紧旋转螺母。
6.5.3 安装 AMS 3B、AMS 4B 和 AMSA 3L 产品版本
- 如有必要,从外壳上取下盖板。
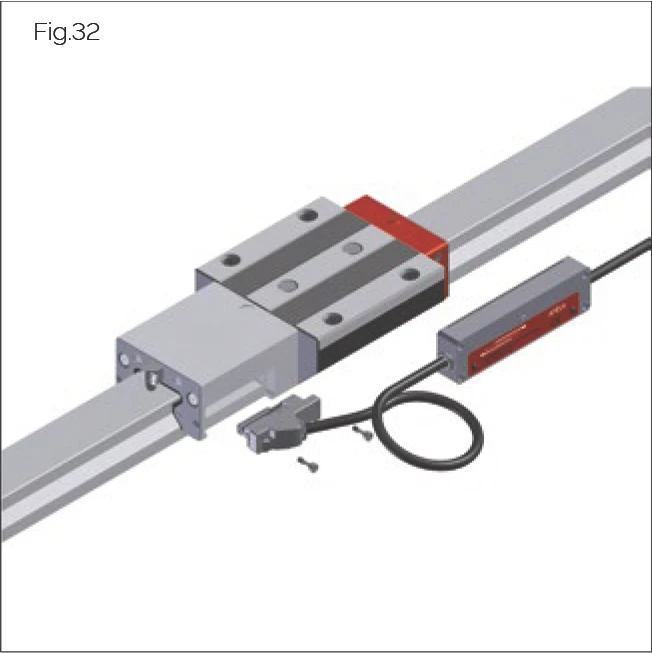
- 小心地将读头插入外壳的侧向凹槽中。
- 插入并拧紧紧固螺钉。无需额外调整。在这种情况下,拧紧顺序无关紧要。
6.5.4 安装 AMSABS 3B、AMSABS 4B 产品版本
- 如有必要,从外壳上取下盖板。
- 激活电池,见 5.7「准备量测系统安装」第 17 页。
- 使用旋转动作小心地将读头插入外壳的凹槽中。
- 转动距离参考盖板 (1) 进行安装。
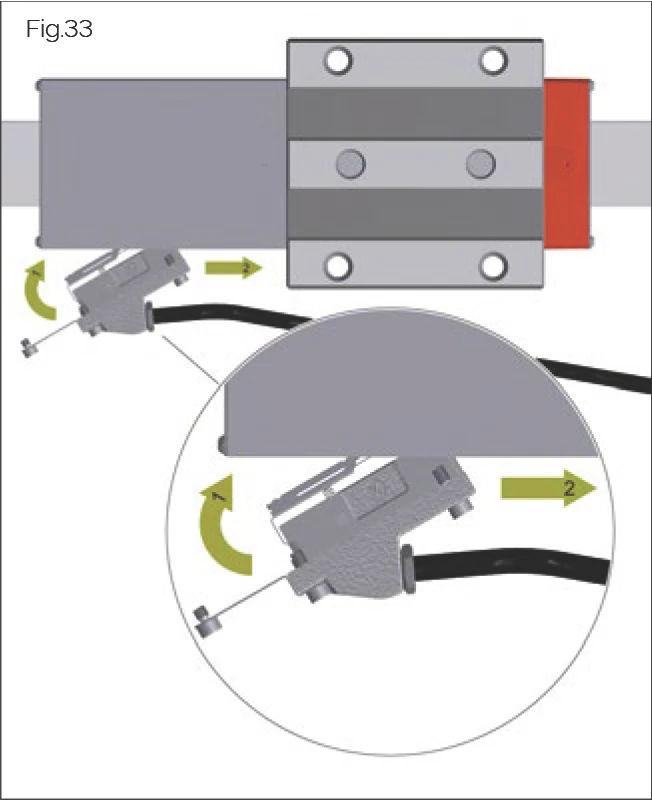
- 将读头 (2) 向滑块方向滑动,直到停止,并将其按下(见图)。这确保量测系统在安装期间自动识别其绝对位置,并在安装后立即可用。一旦控制器开启,LED 将亮起绿色。
- 将距离参考盖板 (1) 转到指定位置并按下。
- 传感器单元配有自锁螺钉。按照扭矩值拧紧(见「安装和连接读头」第 25 页)。按以下顺序拧紧螺钉:A、B、C(Fig. 33)。
6.5.5 安装 AMSABS 3L 产品版本
- 如有必要,取下附加外壳上的盖板。
- 激活电池(见「5.7 准备量测系统安装」第 17 页)。
- 小心地将读头插入附加外壳侧面的凹槽中。
- 插入并拧紧紧固螺钉。无需额外调整工作。螺钉拧紧的顺序无关紧要。
6.6 安装选项
6.6.1 安装选项 1
安装选项 1 适用于一条导轨和一个滑块具有承靠面的情况。
- 将参考导轨 (1) 靠在机床床身的承靠面上,并用螺钉固定(见第 21 页「导轨处理」)。
- 调整对向导轨 (2) 使其平行,并轻轻拧紧螺钉进行预固定。
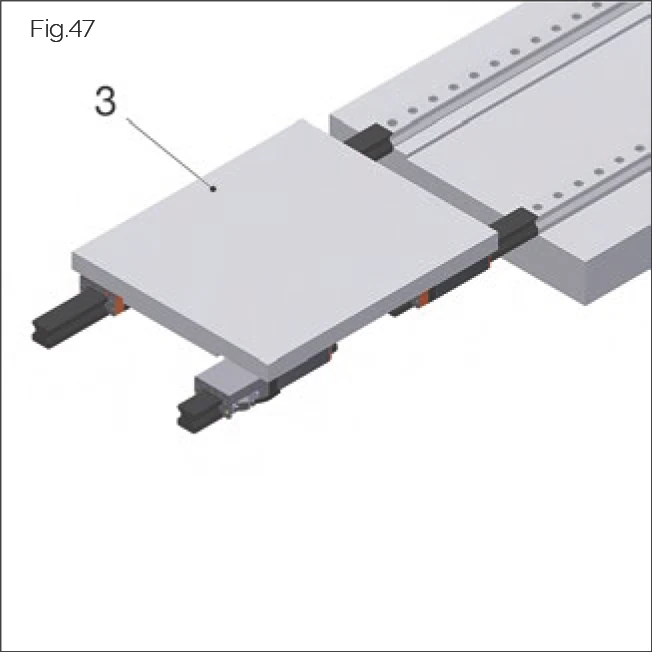
- 将安装板 (3) 放置在滑块上,并轻轻拧紧紧固螺钉。
- 将安装板 (3) 靠在固定参考导轨滑块的承靠面上,并拧紧螺钉。
- 将对向导轨 (2) 靠在安装板的承靠面上,并用规定的扭矩拧紧螺钉。
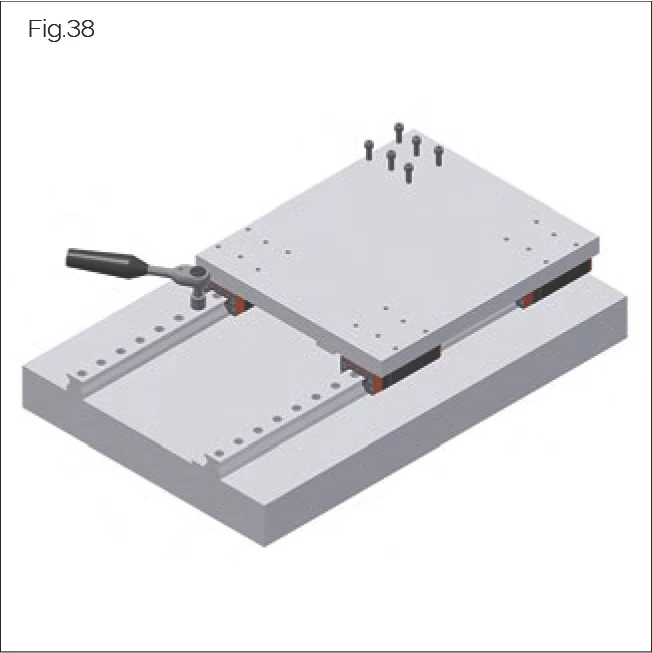
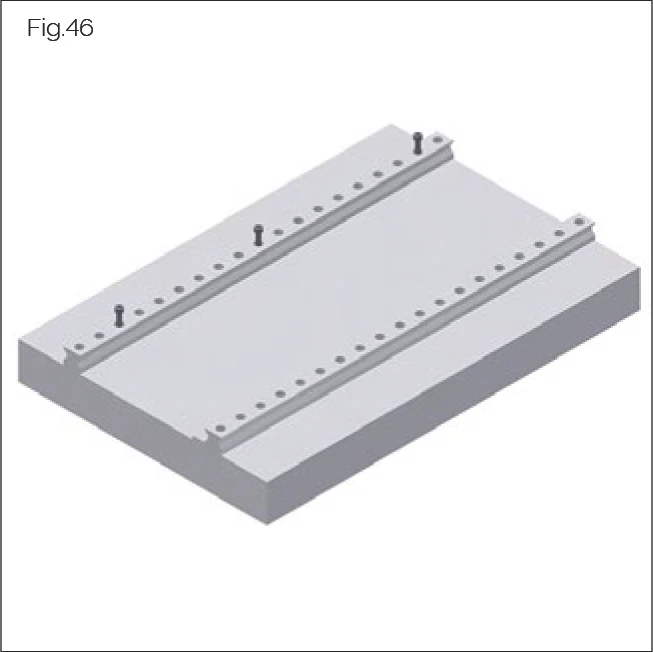
6.6.2 安装选项 2
安装选项 2 适用于两条导轨和一个滑块具有承靠面的情况。
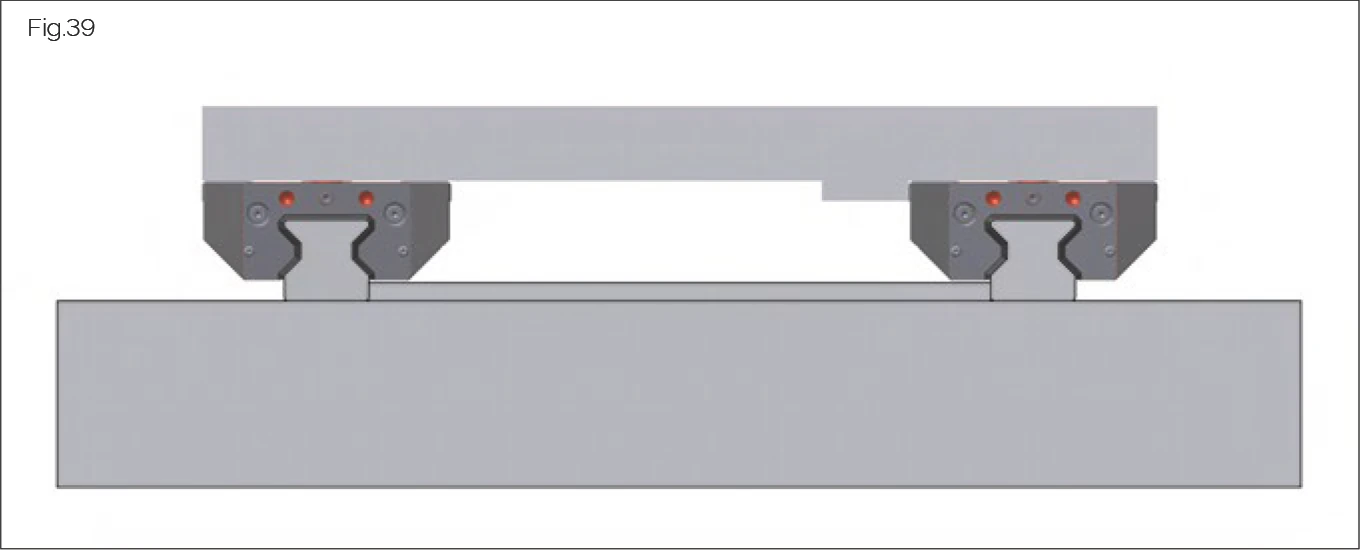
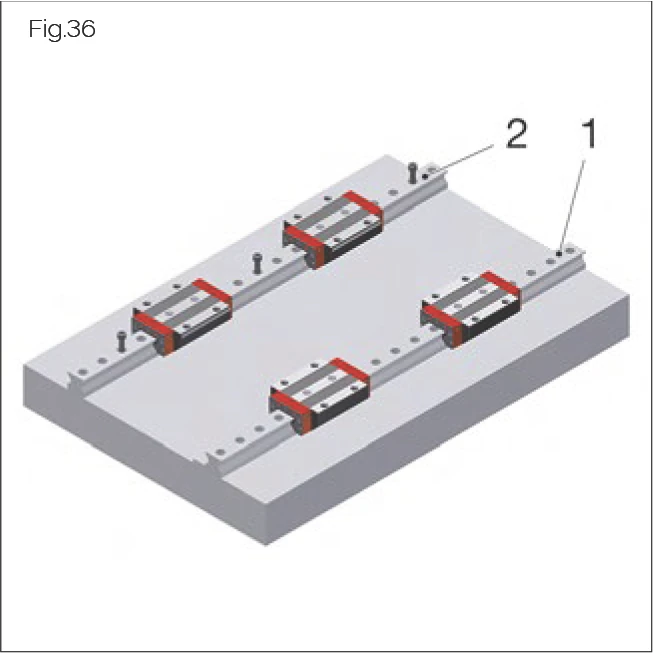
- 将两条导轨 (1)、(2) 靠在承靠面上,并用螺钉固定(见第 21 页「导轨处理」)。
- 如有需要,安装夹紧螺钉或夹紧/楔形条。
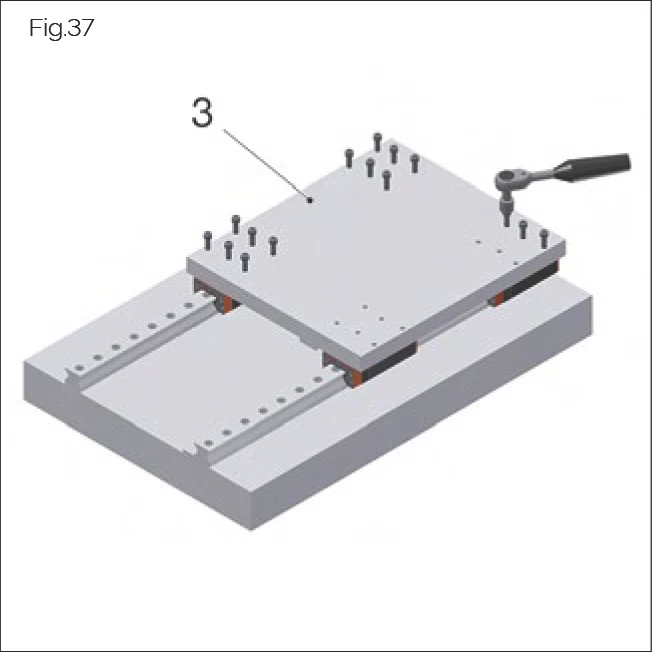
- 将安装板 (3) 放置在滑块上,并轻轻拧紧所有紧固螺钉。
- 将安装板 (3) 靠在参考导轨滑块的承靠面上,并固定到两个滑块上。
- 如果带有附加刮片的滑块受到安装保护膜保护:防止保护膜滑动(见第 50 页「移除附加刮片的保护安装膜(选配)」)。
- 将安装板 (3) 连同滑块在导轨全长上滑动一次。
- 完全固定安装板 (3)。
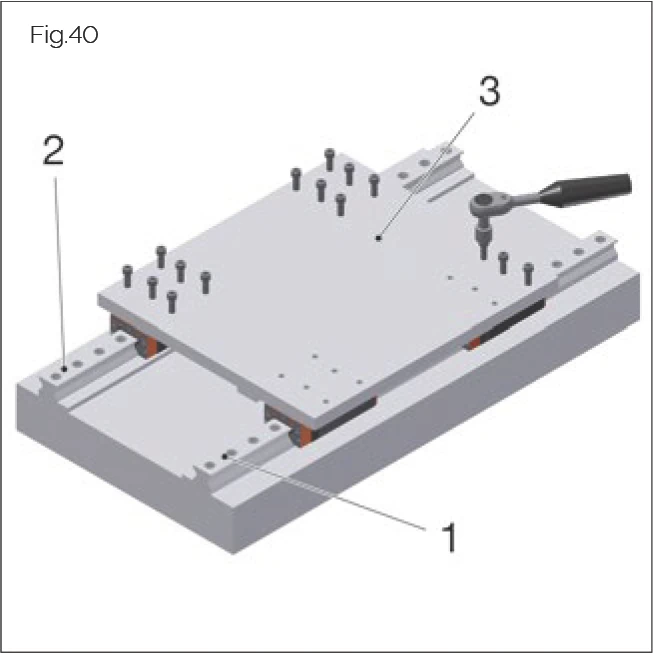
6.6.3 安装选项 3
安装选项 3 适用于一条导轨和两个滑块具有承靠面的情况。
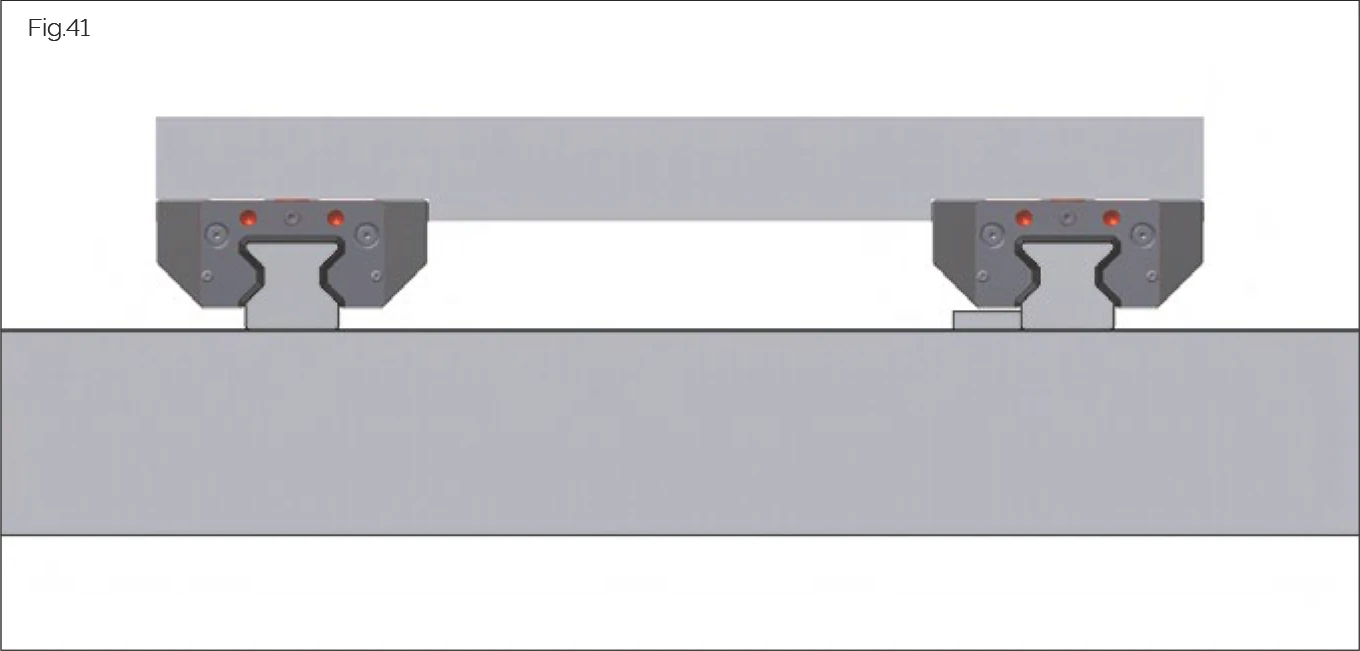
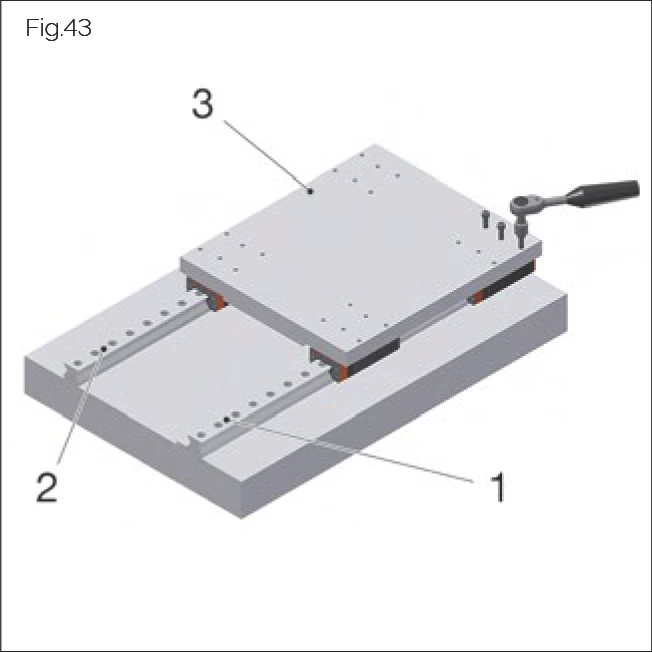
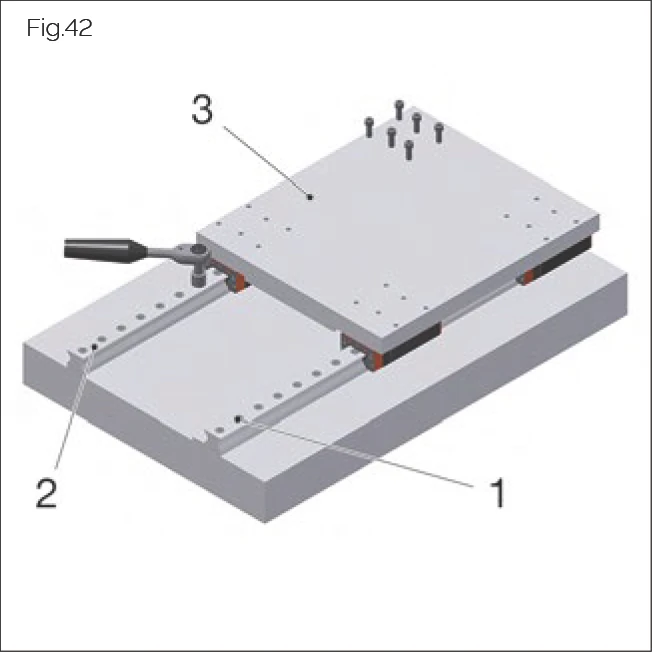
- 将参考导轨 (1) 靠在承靠面上,并用螺钉固定(见第 21 页「导轨处理」)。
- 调整对向导轨 (2) 使其平行,并进行预固定。
- 将安装板 (3) 放置在滑块上,并轻轻拧紧紧固螺钉。
- 将安装板 (3) 靠在两侧导轨滑块的承靠面上,并用螺钉固定。
- 如果带有附加刮片的滑块受到安装保护膜保护:防止保护膜滑动(见第 50 页「移除附加刮片的保护安装膜(选配)」)。
- 如有需要,安装夹紧螺钉或夹紧/楔形条。
- 将安装板 (3) 连同滑块来回滑动,并将未固定导轨的紧固螺钉紧紧拧紧至滑块(见第 21 页「导轨处理」)。
6.6.4 安装选项 4
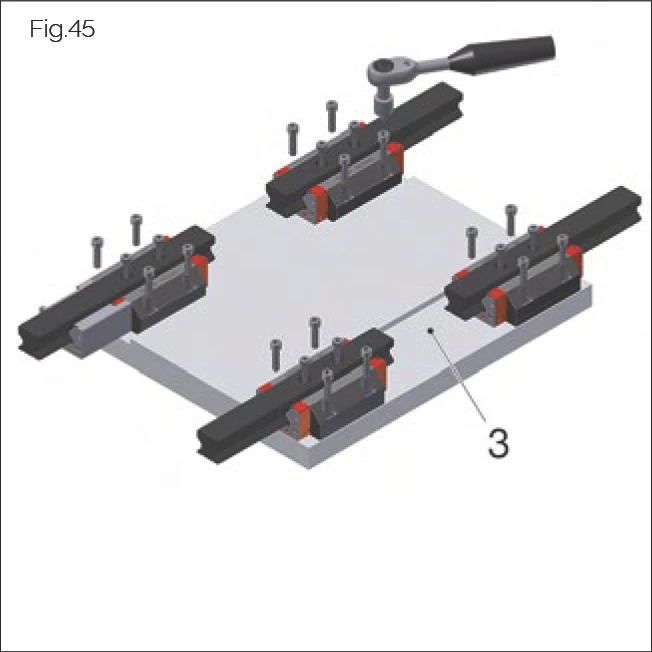
安装选项 4 适用于一条导轨和两个滑块具有承靠面的情况。在此选项中,安装板从下方通过滑块用螺钉固定。
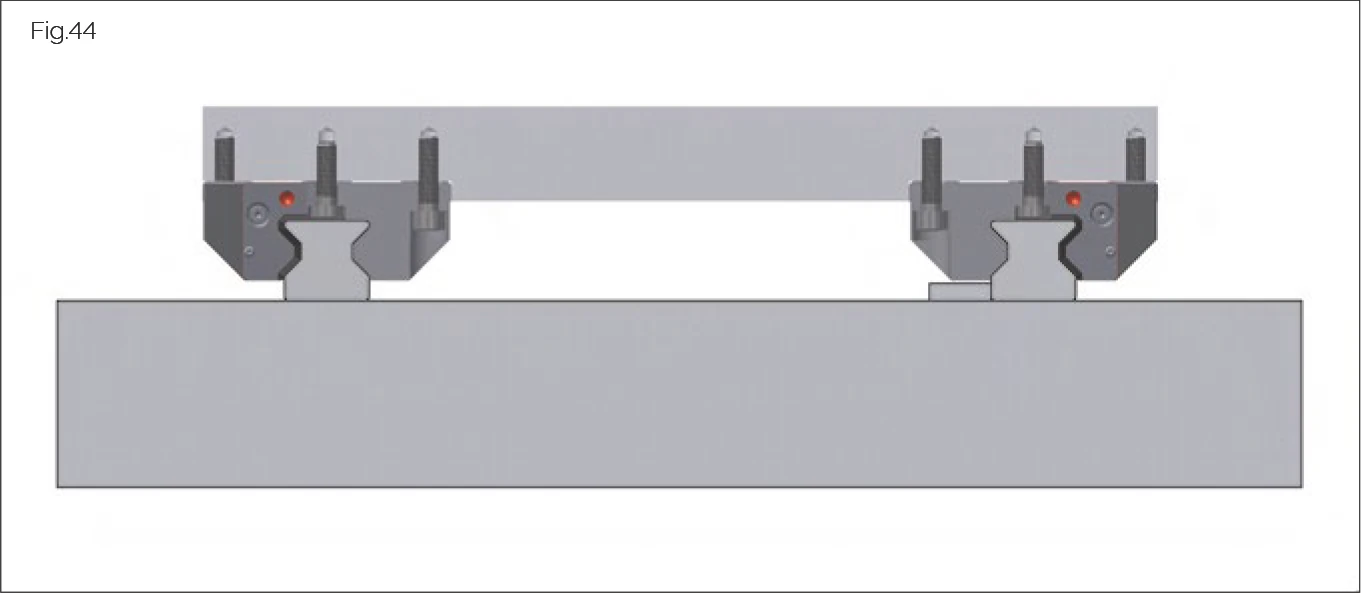
- 从交付的系统中取下读头(见第 61 页「更换读头」)。
- 使用 MRM/MBM 组装导轨将滑块从运输导轨上拆下。确保每个滑块与其对应的导轨相匹配。
- 将滑块的承靠面(磨削面)靠在安装板 (3) 的承靠面上,并用螺钉固定。
- 如果带有 ZCV/ZBV 附加刮片的滑块受到安装保护膜保护:防止保护膜滑动(见第 49 页「移除附加刮片的保护安装膜(选配)」)。
- 将参考导轨 (1) 靠在机床床身的承靠面上,并用螺钉固定(见第 26 页「6.6.1 安装选项 1」)。
- 如有需要,安装夹紧螺钉或夹紧/楔形条。
- 调整对向导轨 (2) 使其平行,并轻轻拧紧螺钉进行固定。
- 将带滑块的安装板安装到导轨上:
- 将组装导轨放置在系统导轨的前端。
- 将滑块从组装导轨滑到系统导轨上。
- 将带滑块的安装板来回滑动,并将未固定导轨的紧固螺钉紧紧拧紧至滑块(见第 21 页「导轨处理」)。
- 安装读头(见第 61 页「更换读头」)。
6.7 安装 MONORAIL BZ
按照以下步骤安装系统:
- 从运输箱中取出松散包装的零件和未安装的盖条。
- 用手或使用客户提供的合适起重设备将 BZ 从运输箱中提起。
- 水平提起 BZ。
- 将 BZ 运送到准备好的安装位置。
- 去除保护膜并清洁定位侧和齿尖。
- 将 BZ 提升到安装位置。
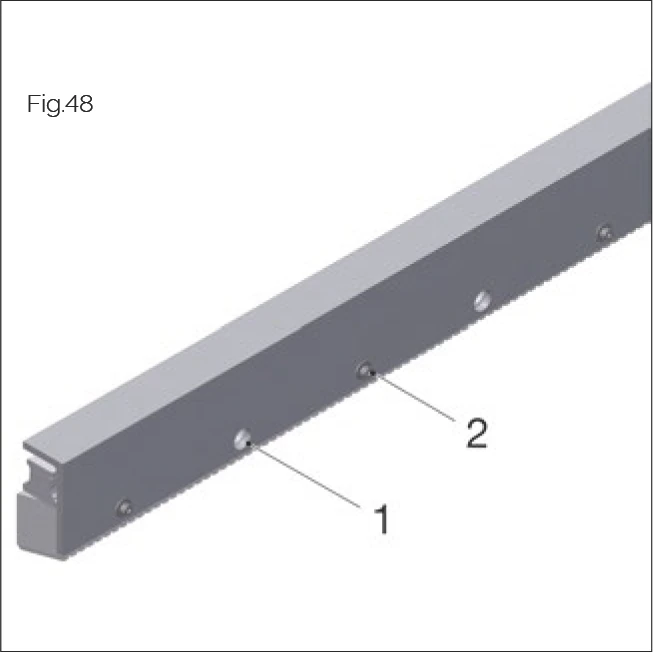
- 用螺钉将 BZ 固定到安装点:
- 将螺钉穿过型材的大孔 (1)。
- 轻轻拧紧螺钉。
- 松开铝型材:
- 松开夹紧元件 (2)(不要完全拧开螺钉)。
- 取下带夹紧元件的型材。
- 轻轻拧紧其余螺钉以将 BZ 固定到机器上。
- 对齐 BZ。
- 使用规定的扭矩拧紧螺钉(见第 75 页「螺钉拧紧扭矩」)。
- 从一侧或从中间逐步拧紧螺钉。
- 如有需要,用 BRK 塞子密封螺钉沉孔(见第 33 页「MRK/BRK 塑料塞子」)。