Chapter 7 安装后步骤
Post-Installation
7.1 检查平行度和旋转精度
安装后,按以下方式检查导轨的功能和精度:
平行度
使用千分表和两个连接的滑块检查平行度公差的符合性。
使用平行导轨上的垂直侧向承靠面作为参考表面。检查 AMS 导轨时可使用特殊适配板。
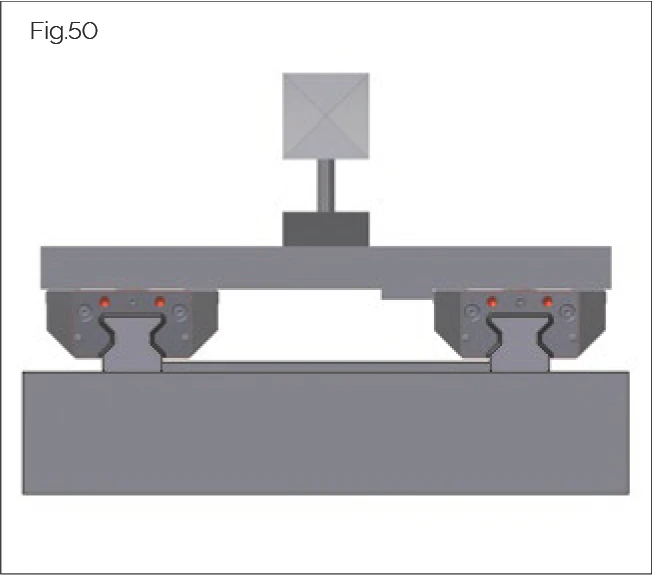
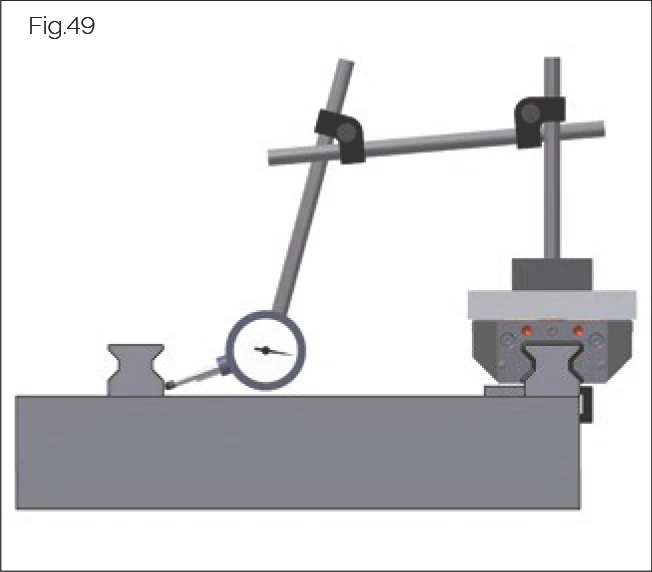
旋转精度
使用激光、自准直仪或千分表检查旋转精度。为获得正确结果,测量应始终在机器滑道上进行,而不是在单个滑块上。
使用两个测量传感器进行垂直运行测量
建议使用两个测量传感器,通过差分测量来识别滑块沿纵向导轨轴线的角度偏差。使用侧向位置的测量传感器时,确保其尽可能靠近导轨。
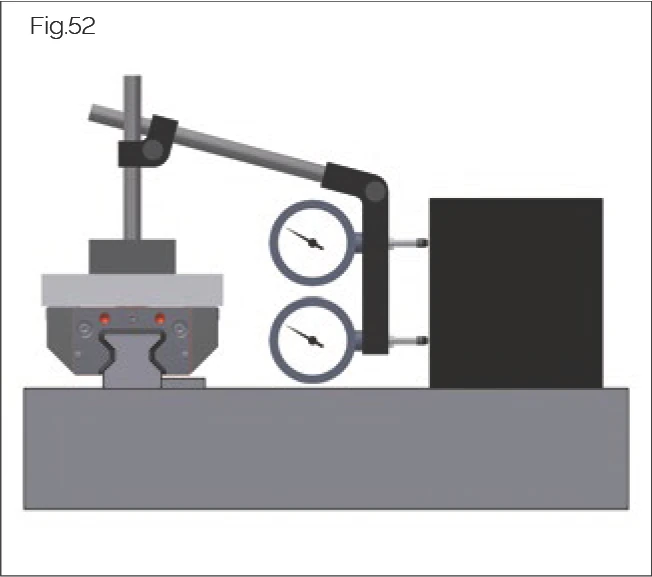
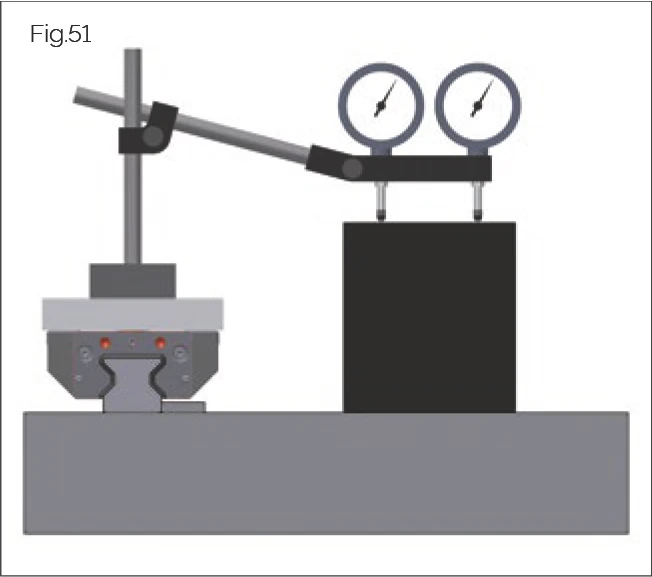
使用两个测量探头进行水平运行测量
建议使用两个测量传感器,通过差分测量来识别滑块沿纵向导轨轴线的角度偏差。使用深位置的测量探头时,确保其尽可能靠近导轨中心。
7.2 安装螺钉盖
CAUTION! / 小心!
锋利边缘造成的人身伤害风险!
可能导致割伤。
- 佩戴手套。
- 当滑块通过未密封的导轨固定孔时,用组装保护条保护密封件。
以下螺钉盖可供选择:
- MRK 塑料塞子 — 用于 MR 滚子导轨
- BRK 塑料塞子 — 用于 BM 钢球导轨
- MRS 黄铜塞子 — 用于 MR 滚子导轨
- BRS 黄铜塞子 — 用于 BM 钢球导轨
- MRZ 不锈钢塞子 — 用于 MR 滚子导轨
7.2.1 MRK/BRK 塑料塞子
本节描述 MRK 塑料塞子在 MONORAIL MR 导轨固定孔覆盖的安装,以及 BRK 在 MONORAIL BM 导轨上的安装。
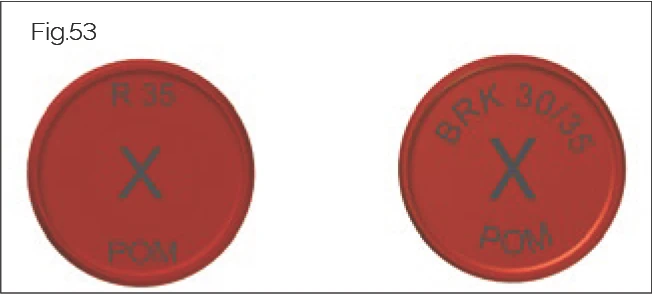
识别
塑料塞子背面的标记可用于识别它们是用于 MONORAIL MR 的 MRK 塑料塞子(图右)还是用于 MONORAIL BM 的 BRK 塑料塞子(图左)。
塑料塞子尺寸请见第 72 页「附录」。
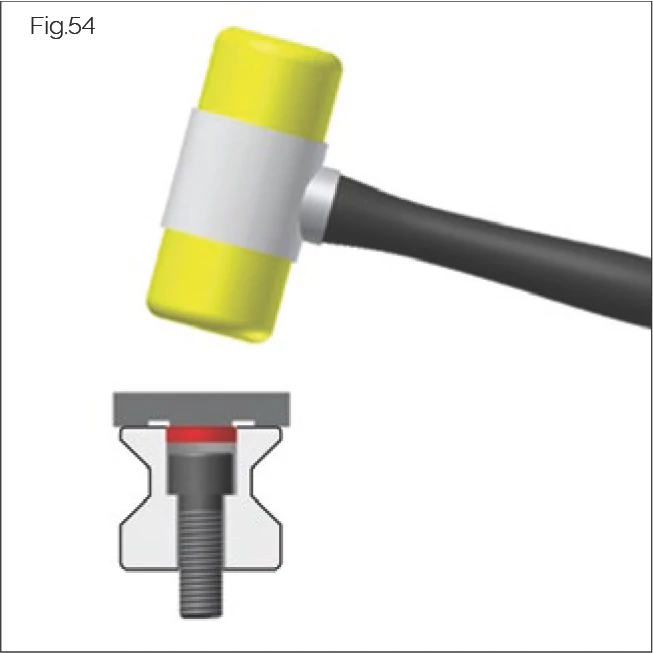
所需工具
使用塑胶锤和垫片(如有机玻璃块或组装导轨)进行安装。
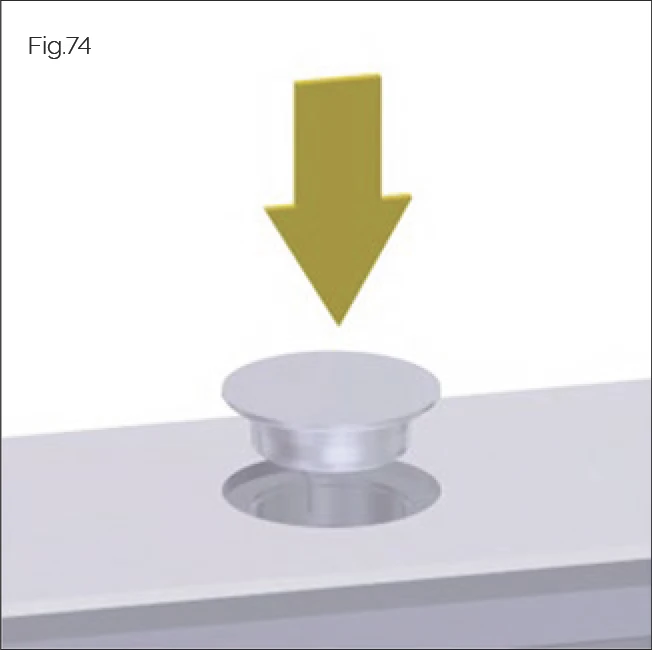
组装过程
- 清洁导轨固定孔。
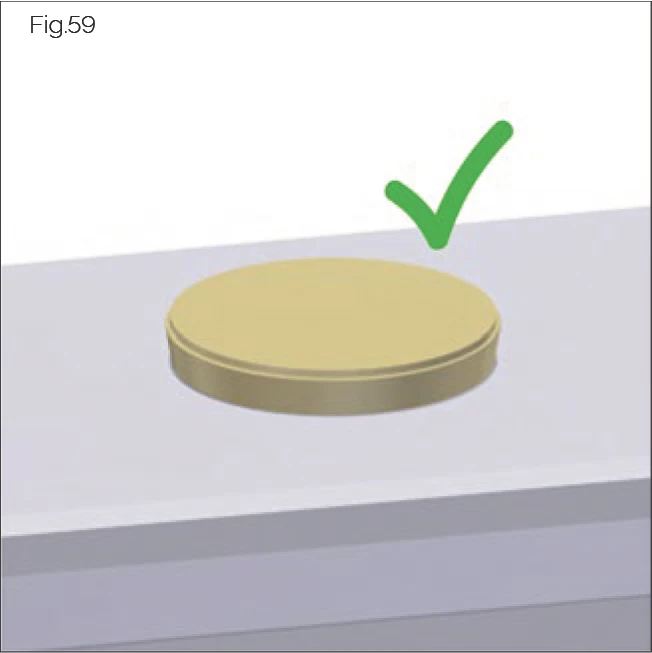
- 将塞子放入导轨固定孔中。确保塞子与导轨表面平行放置。
- 轻轻锤入塞子。
- 检查它们是否正确就位。
- 去除任何碎屑。
- 将塞子锤入直到与表面齐平。
塑料塞子安装教学影片
塑料塞子 MRK/BRK 安装
导轨固定孔专用塑料塞子的安装方式。MRK 用于 MONORAIL MR 系列,BRK 用于 MONORAIL BM 系列,可防止异物进入螺钉孔。| 片长:约 1 分钟
7.2.2 MRS/BRS 黄铜塞子
CAUTION! / 小心!
锋利边缘导轨固定孔和剪切或飞溅黄铜碎屑造成的人身伤害风险!
可能导致割伤。
- 佩戴手套。
- 使用压缩空气时佩戴护目镜。
CAUTION! / 小心!
不遵守制造商指引造成的人身伤害风险!
液压元件可能损坏和故障,导致伤害。
- 遵循制造商的安装、操作和维护说明。
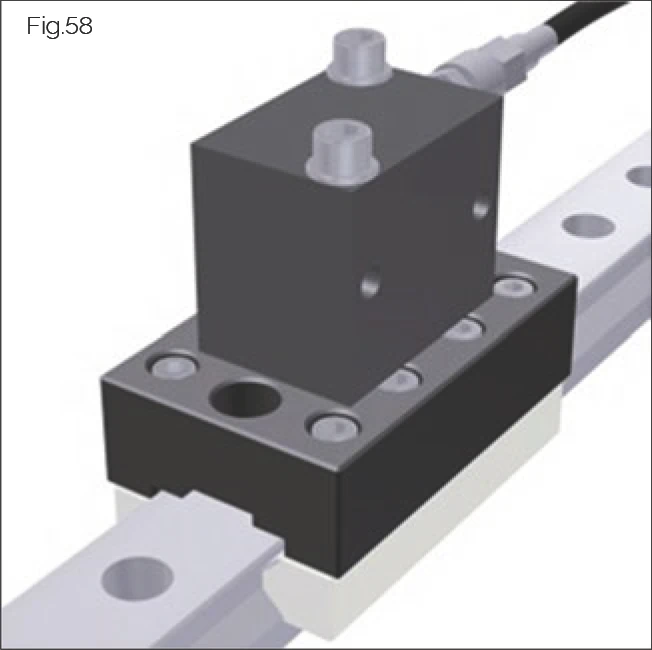
本节描述使用 MWH 或 BWH 液压组装工具和 MZH 液压缸,在 MONORAIL MR 导轨上安装 MRS 塞子,以及在 MONORAIL BM 导轨上安装 BRS 黄铜塞子。

识别
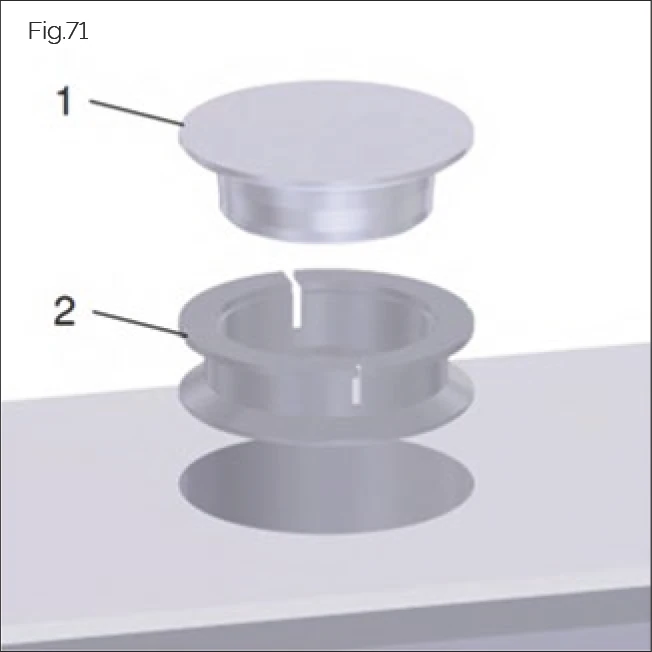
MRS 和 BRS 黄铜塞子通常具有不同的结构。以下显示了不同塞子的几何特性,可用于识别黄铜塞子。
MRS 黄铜塞子具有锥形外轮廓 (1)。塞子顶面 (2) 有环形凹陷。
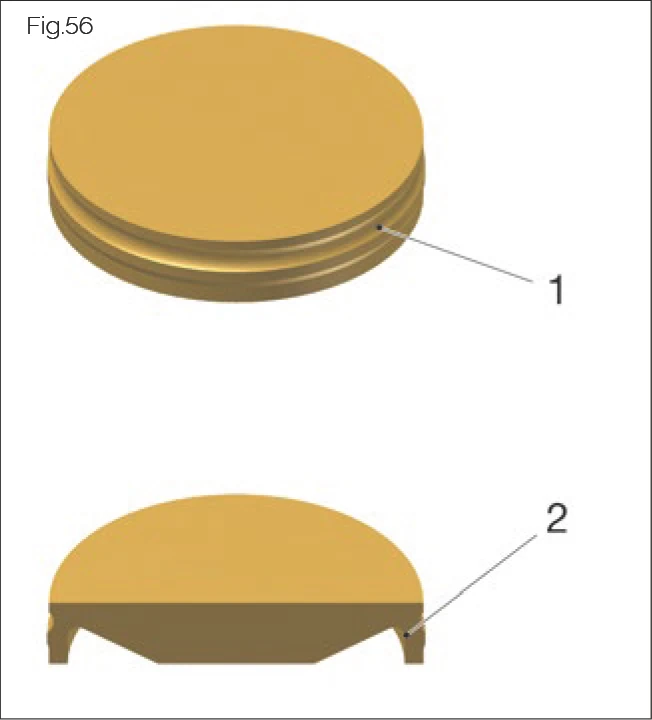
BRS 黄铜塞子具有环形槽 (1)。黄铜塞子底面有凹槽 (2)。
BRS 塞子需要带有非倒角安装孔的特殊 BM 导轨。
液压装置
推荐性能规格:
- 标称工作压力 200 至最大 350 bar
- 容量 > 5.8 l/min @ 190 bar
MWH/BWH* 组装工具
SCHNEEBERGER 建议使用 MWH/BWH 液压组装工具正确安装黄铜塞子。该工具由尺寸相关的滑动鞋和 MWH/BWH 压制冲头以及通用的 MZH 液压缸组成,必须单独订购。液压缸是带弹簧回复的简单操作块式液压缸。所需的快速连接器不包含在交付中。
虽然 MWH/BWH 组装工具原则上免维护,但压制冲头在长期使用后可能会显示磨损迹象。这可能影响塞子可达到的位置公差,并导致超出允许值。因此,必须定期检查压制冲头,必要时更换。冲头可从 SCHNEEBERGER 作为替换零件获得。
对于 MZH 液压缸,应遵循制造商操作说明中规定的维护规程。
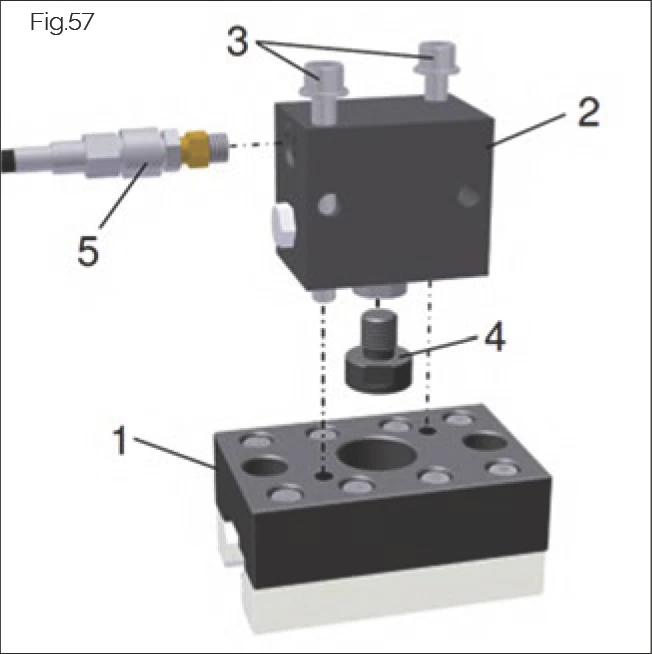
组装:
- 用手将压制冲头 (4) 拧入液压缸 (2) 直到停止,并轻轻拧紧。
- 使用附带的螺钉 (3) 将 MZH 液压缸 (2) 和滑动鞋 (1) 连接。
- 使用快速连接器 (5) 将液压装置连接到液压缸的 1/4" 液压螺纹。
- 组装工具尺寸请见第 71 页「附件尺寸」。
组装过程
- 将 MWH/BWH 组装工具安装到导轨上。建议为此使用 MRM/BRM 组装导轨。
*图示为 MWH。BWH 的滑动鞋不同。
- 将 MRS 黄铜塞子(锥形)的较小直径端朝下插入。将 BRS 黄铜塞子的凹槽面朝下插入。

确保塞子在固定孔中与顶面平行放置。
- 将组装工具滑过塞子并将其置中定位。
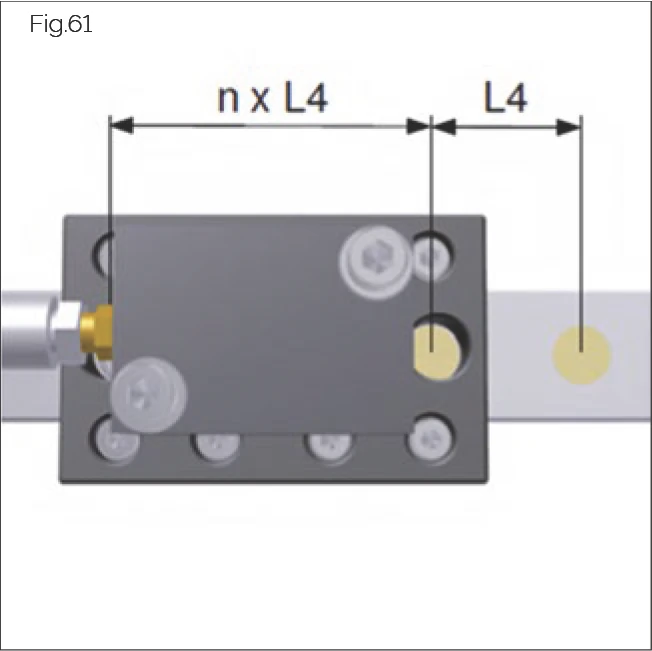
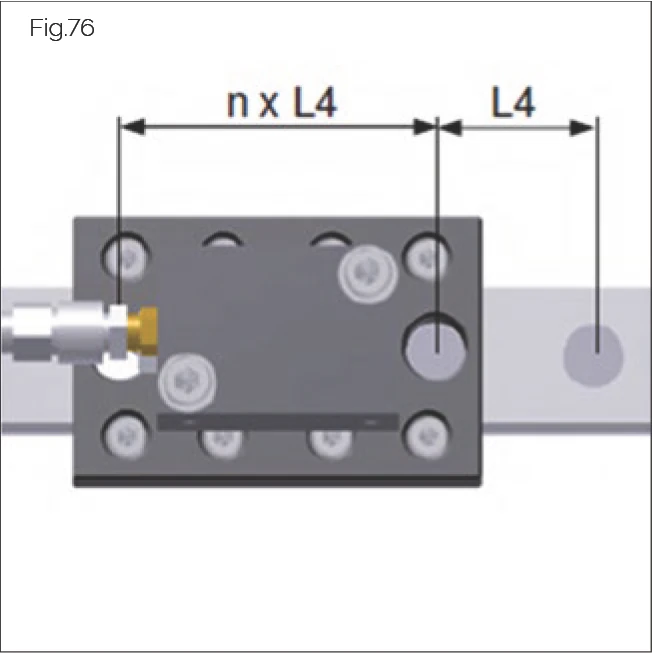
- 滑动组装工具直到两个外部控制孔或凹槽正好位于导轨固定孔上方。(根据尺寸,控制孔距安装位置为一个或两个 L4 孔间距。)
→ 已达到冲压位置。
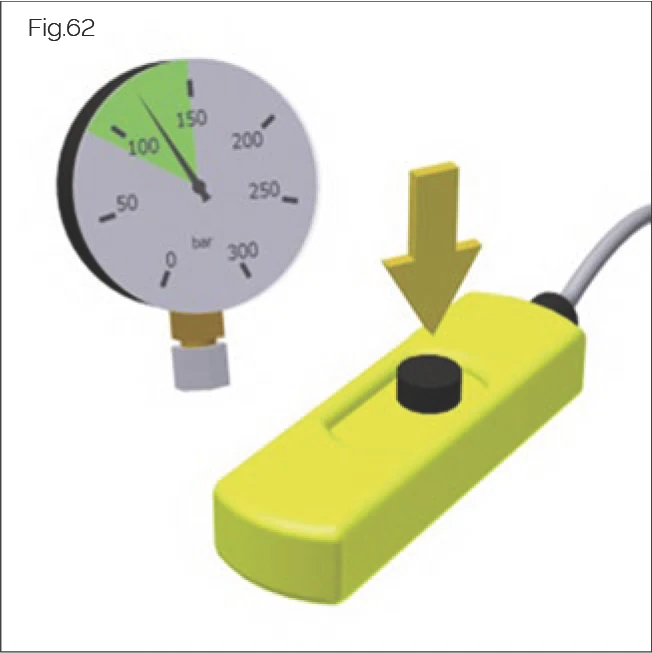
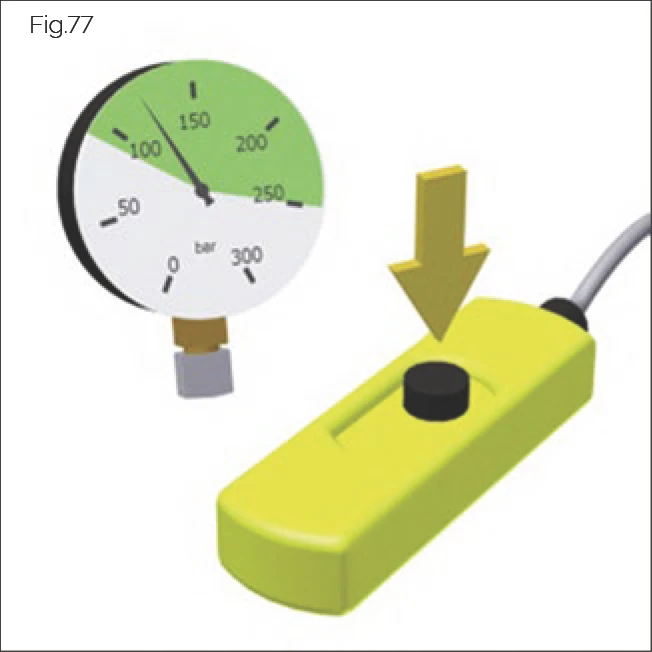
- 开启液压装置,使用压力控制阀设定所需压力。
推荐压力:
- MRS:80 至 120 bar(MR 100 为 250 bar)
- BRS:80 至 120 bar
注意:所需的冲压压力取决于尺寸和制造公差。个别情况可能需要使用更高压力。
ATTENTION! / 注意!
超出允许操作压力造成的材料损坏风险!
塞子/工具可能损坏。
- 切勿超过液压缸的允许操作压力 350 bar。
- 短暂操作单手控制面板以激活液压缸。
→ 您会听到清脆的喀哒声。
- 立即释放液压缸的电源开关。
→ 液压缸将返回其初始位置。
- 将组装工具滑到一侧。
→ 塞子已预紧入,突出导轨表面约 0.2 - 0.3 mm。
- 去除压制过程产生的碎屑,或使用合适的工具(手术刀、锋利刀片等)清除。确保塞子和导轨不被划伤。
- 使用压缩空气从导轨表面吹走松散碎屑。必要时使用黄铜刷清除残留碎屑。检查是否已清除所有碎屑。
- 用压缩空气吹走滑动鞋与导轨上表面之间间隙中的碎屑,以清除黏附在压制冲头上的碎屑。
- 再次将组装工具滑到正在压制的塞子上方并定位。重复压制过程。
→ 塞子已完全压入,现在与导轨表面齐平。
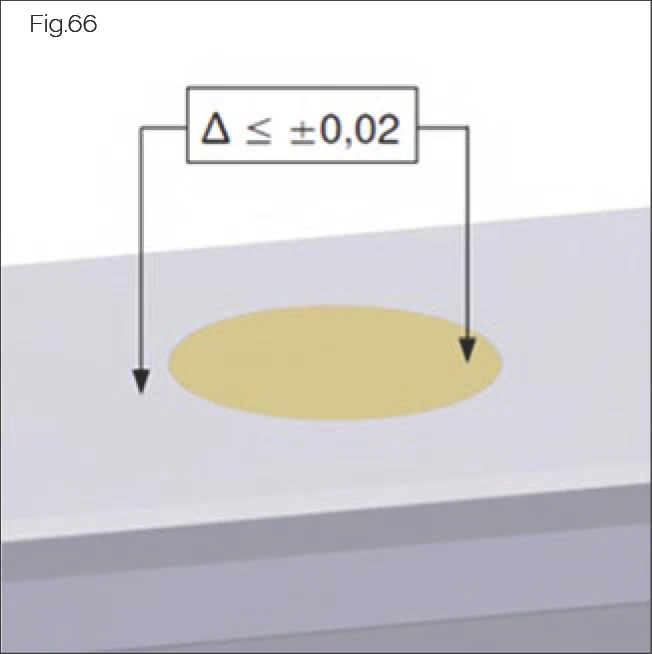
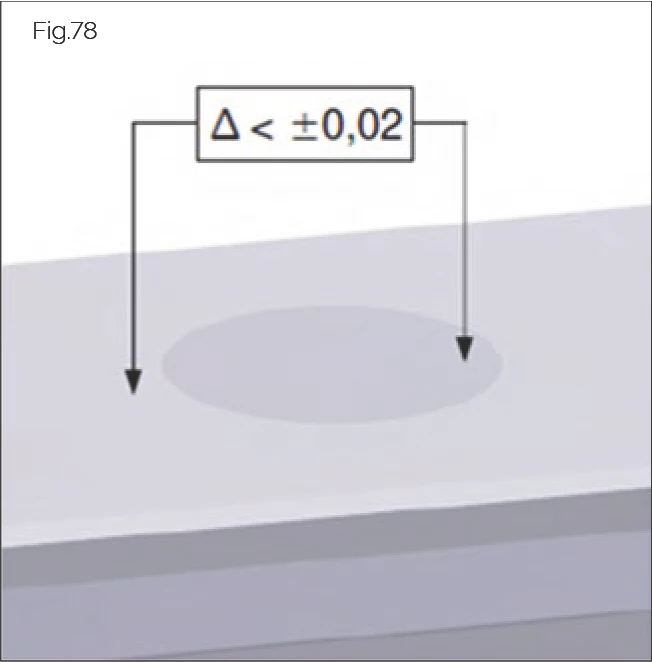
- 检查导轨与塞子上表面之间的高度差是否允许(在塞子或固定孔边缘测量为 +/- 0.02 mm)。
- 必要时使用更高压力重复压制过程,直到达到正确位置。
- 确保没有残留碎屑或毛刺。必要时使用抛光海绵修整塞子和导轨表面。
- 确保塞子位置正确。
拆卸
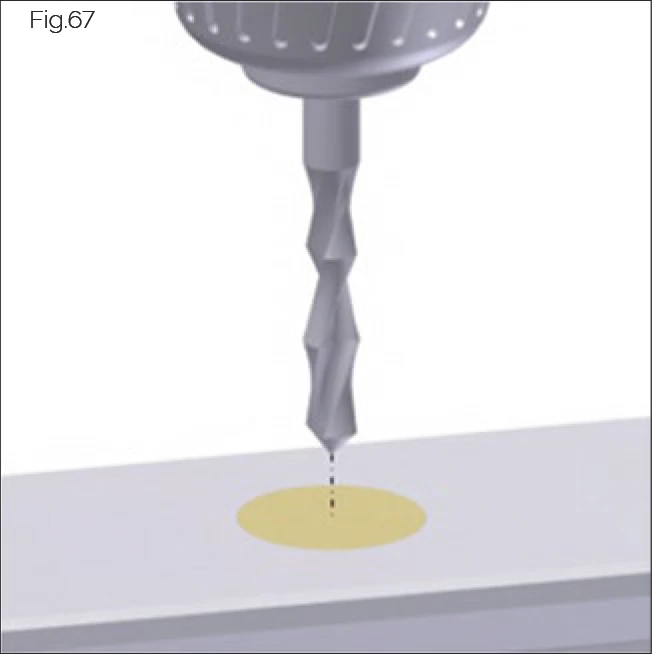
正确安装后,黄铜塞子会非常牢固地固定在导轨固定孔中。因此我们建议使用适当的拔取装置进行拆卸。标准内六角螺钉适用于此目的。推荐的螺钉和芯孔直径见第 75 页「螺钉拧紧扭矩」。
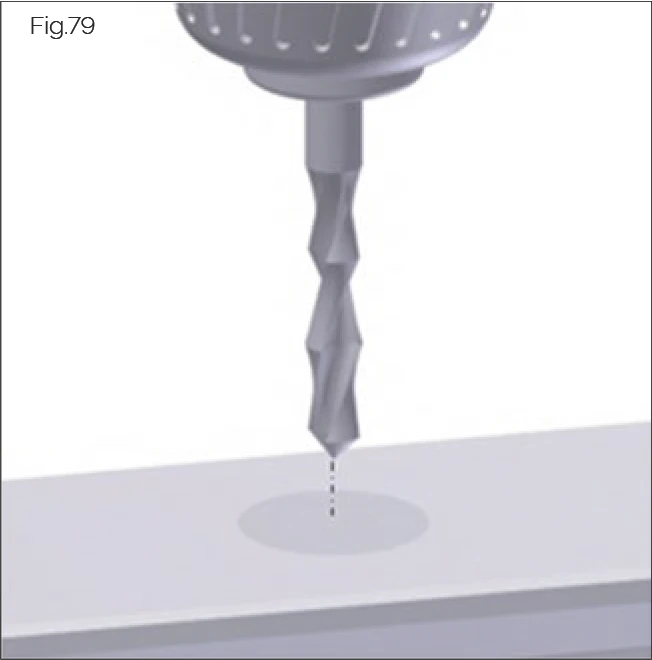
- 在塞子中心做一个冲孔标记,然后使用手持电钻在此点钻透塞子。注意不要损坏导轨紧固螺钉。钻头直径应根据使用的内六角螺钉选择。
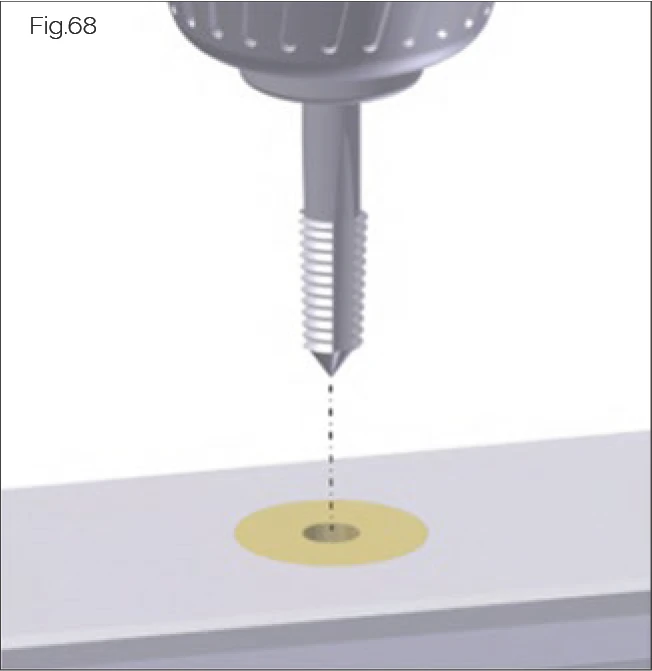
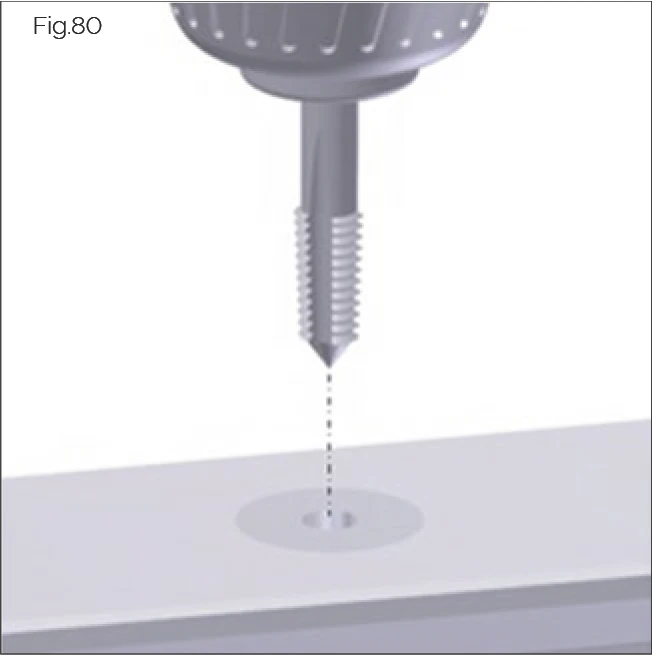
- 使用攻丝器在塞子中攻螺纹。去除螺纹中的碎屑。
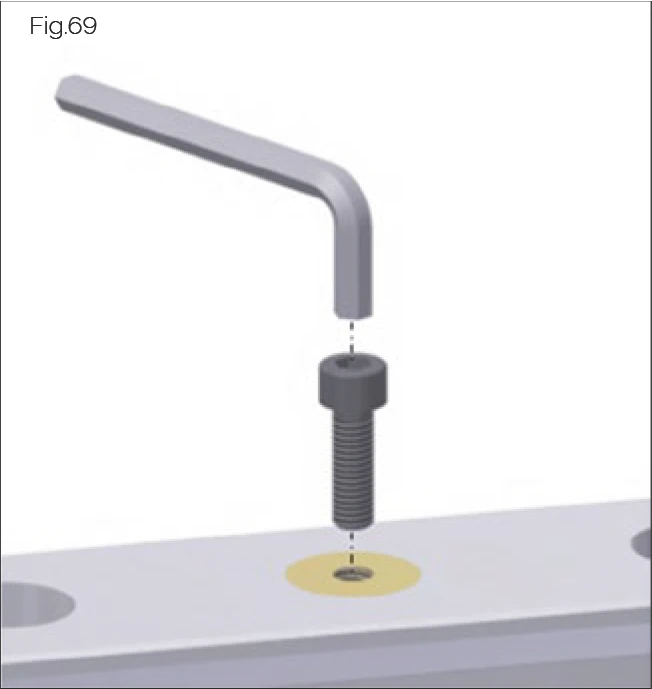
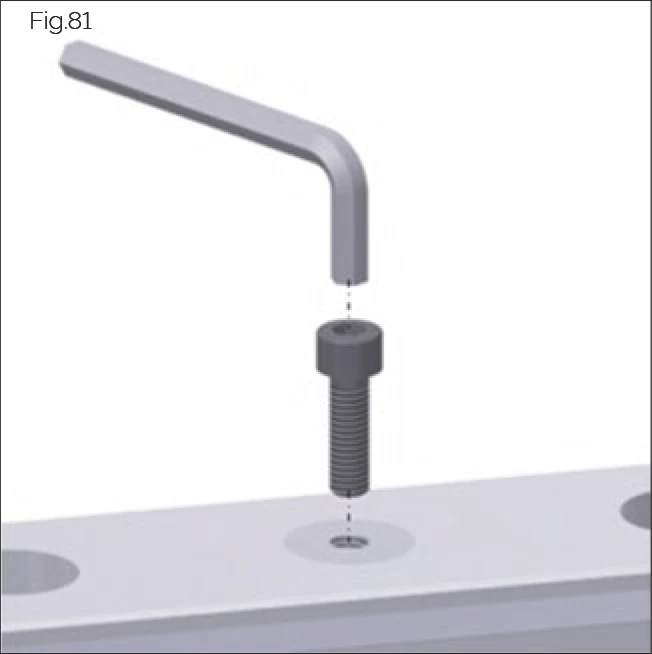
- 用手将内六角螺钉拧入塞子,直到螺钉尖端接触导轨紧固螺钉头部。
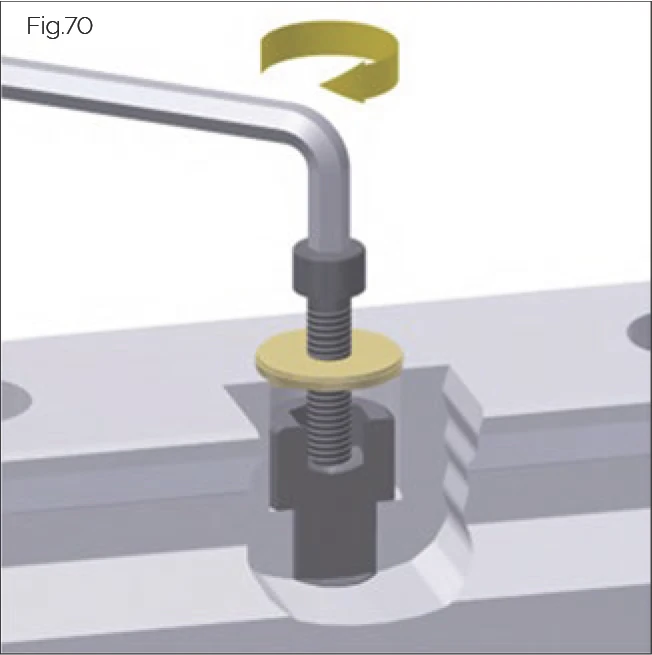
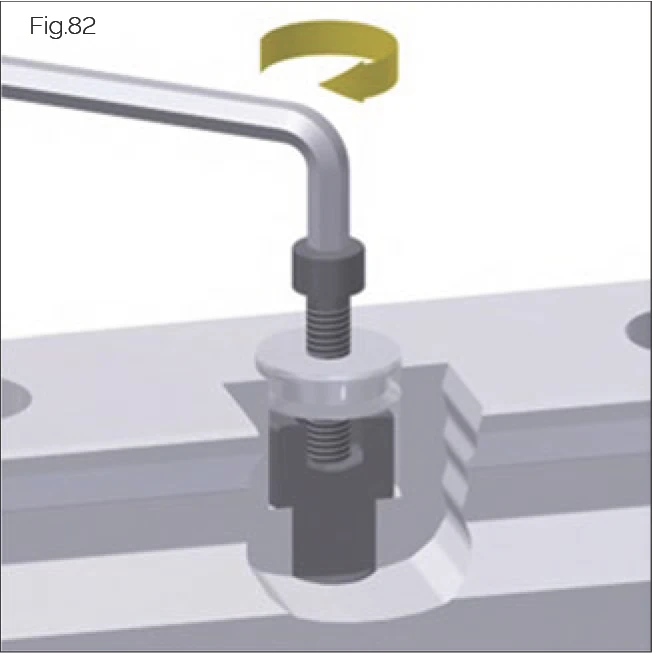
- 使用合适的内六角扳手拧紧螺钉。
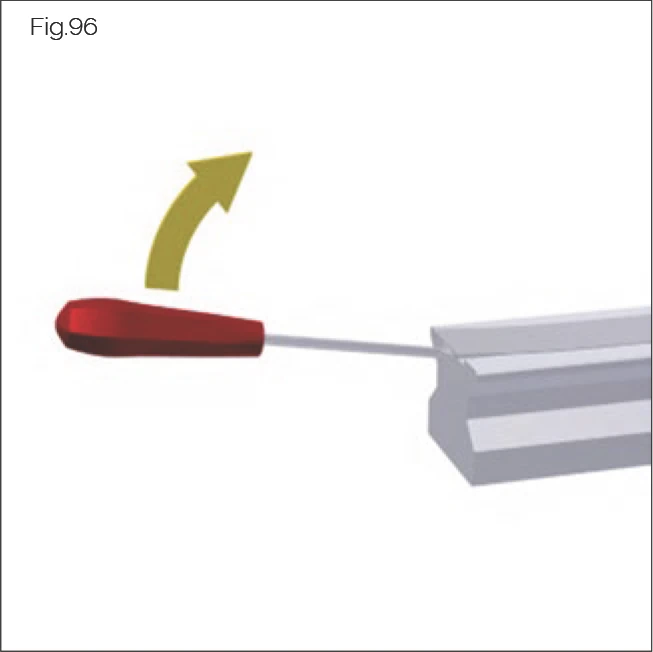
→ 塞子会向上被顶出(见图)。
- 继续拧紧螺钉直到塞子完全拔出。
- 用手取出塞子。
- 检查导轨固定孔和紧固螺钉是否有损坏。必要时使用磨削工具修整固定孔并更换紧固螺钉。
金属塞子安装教学影片
以下影片同时适用于 MRS/BRS 黄铜塞子及 MRZ 钢制塞子的安装程序。
金属塞子 MRS/MRZ 安装
MRS 为黄铜材质、MRZ 为钢制,适用于高污染或需要更高防护等级的环境。需使用 MWH 液压工具安装。| 片长:约 4 分钟
7.2.3 MRZ 钢制塞子
CAUTION! / 小心!
锋利边缘造成人身伤害风险!
可能导致割伤。
- 佩戴手套。
- 当滑块通过未密封的导轨固定孔时,用组装保护条保护刮油器。
CAUTION! / 小心!
不遵守制造商指南造成人身伤害风险!
液压元件可能损坏并发生故障,导致受伤。
- 遵守制造商的安装、操作和维护说明。
本节描述使用 MWH 液压组装工具在 MONORAIL MR 导轨上安装 MRZ 钢制塞子以覆盖导轨固定孔。
功能原理
由防锈不锈钢制成的两件式 MRZ 钢制塞子由实际塞子 (1) 和夹紧环 (2) 组成。夹紧环有两个环形法兰和一个带有多个槽的上表面。在组装过程中,夹紧环被松散地放置在导轨固定孔中的螺钉头上。略呈锥形的塞子有一个板状的上表面,其直径与导轨固定孔的直径大致相符。
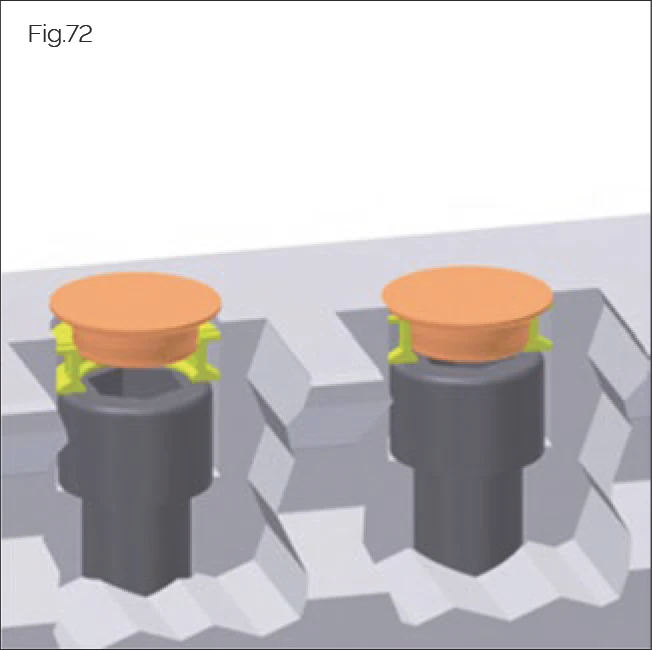
将塞子压入夹紧环会使后者略微膨胀,将环压向固定孔壁并在固定孔和塞子之间产生锁定力。这种功能原理确保了塞子在导轨固定孔中非常牢固的抓握和密封,以及塞子相对于导轨表面的齐平定位,以实现滑块刮油器的最佳功能。
需要的工具
MWH 安装工具
有关 MWH 组装工具及其组装的说明,请参见第 34 页「MRS/BRS 黄铜塞子」。
组装过程
- 将 MWH 组装工具滑到导轨上。建议为此目的使用 MRM 组装导轨。
- 将夹紧环放入导轨固定孔内,开槽面朝上。
- 将塞子放在夹紧环上,锥形面朝下。
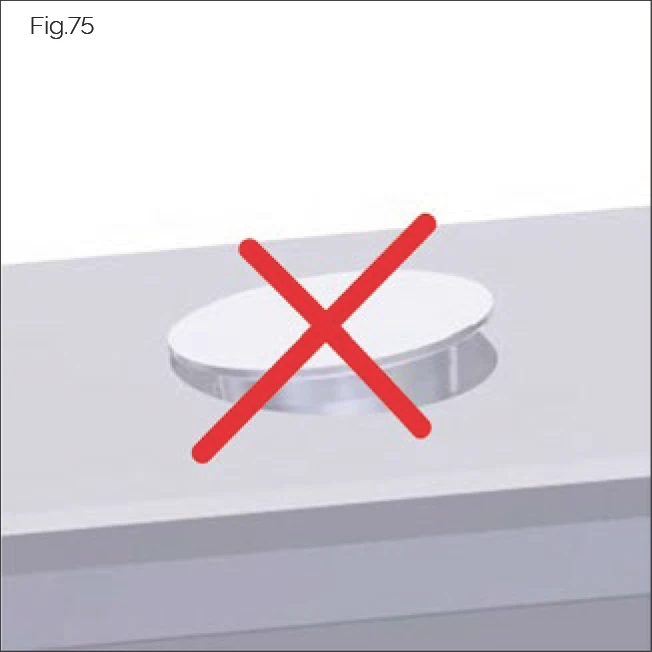
确保塞子在固定孔中与导轨表面保持平面平行。
注意:夹紧环的上部内侧有一个小凹槽,使塞子能够在轻微压力下与其对齐。
- 将组装工具滑到塞子上方并居中定位。
- 滑动组装工具,直到工具(MWH 25 - 100)中的两个外部控制孔或凹槽恰好位于导轨固定孔上方。(根据尺寸,控制孔距安装位置为一个或两个 L4 孔距。)
→ 已到达压制位置。
注意:为了在导轨末端安装塞子,组装工具可以滑过导轨末端。
- 开启液压装置并使用压力控制阀设定所需压力。
建议压力:100 至 200 bar
注意:所需的压制压力取决于尺寸和制造公差。个别情况可能需要更高的压力,最高约 250 bar。
ATTENTION! / 注意!
超出允许操作压力造成的材料损坏风险!
塞子/工具可能损坏。
- 切勿超过液压缸的允许操作压力 350 bar。
- 短暂操作单手控制面板以激活 MZH 液压缸。
→ 您会听到清脆的喀哒声。
- 立即释放液压缸的电源开关。
→ 液压缸将返回其初始位置。
- 将组装工具滑到一侧。
→ 塞子已完全压入,现在与导轨表面齐平。
- 确保塞子位置正确:
- 检查导轨与塞子上表面之间的高度差是否允许(在塞子或固定孔边缘测量为 +/- 0.02 mm)。
- 必要时使用更高压力重复压制过程,直到达到正确位置。
ATTENTION! / 注意!
使用不正确螺钉造成的材料损坏风险!
横向刮油器/滑块可能损坏。
- 钢制塞子的安全功能仅在使用 DIN 912/ISO 4762 高头螺钉固定导轨时才能得到保证。
- 螺钉头上的任何标记不得凸起。
拆卸
正确安装后,钢制塞子会非常牢固地固定在导轨固定孔中。因此我们建议使用适当的拔取装置进行拆卸。标准内六角螺钉适用于此目的。推荐的螺钉和芯孔直径见第 72 页表格「MRZ 钢制塞子尺寸」。
- 在塞子中心做一个冲孔标记,然后使用手持电钻在此点钻透塞子。注意不要损坏导轨紧固螺钉。钻头直径应根据使用的内六角螺钉选择。
- 使用攻丝器在塞子中攻螺纹。去除螺纹中的碎屑。
- 用手将内六角螺钉拧入塞子,直到螺钉尖端接触导轨紧固螺钉头部。
- 使用合适的内六角扳手拧紧螺钉。
→ 塞子连同夹紧环会向上被顶出(见图)。
- 继续拧紧螺钉直到塞子完全拔出。
- 用手取出塞子。
- 检查导轨固定孔和紧固螺钉是否有损坏。必要时使用磨削工具修整固定孔并更换紧固螺钉。
7.2.4 MAC/BAC 盖条
本节描述使用 MWC 组装工具安装 MONORAIL MR 的 MAC/BAC 盖条,以及使用 BWC 组装工具安装 MONORAIL BM 的盖条,以覆盖安装孔。
保护盖条安装教学影片
MAC/BAC 保护盖条安装
导轨顶部防尘保护盖条的安装方式,可有效防止切屑、灰尘进入滚动区域,延长使用寿命。适用 MONORAIL MR 与 BM 系列。| 片长:约 3 分钟
CAUTION! / 小心!
盖条边缘和末端造成人身伤害风险!
可能导致割伤。
- 佩戴手套。
ATTENTION! / 注意!
弯曲盖条造成的材料损坏风险!
盖条在储存和运输过程中可能弯曲,这可能导致滑块刮油器损坏。
- 始终确保盖条在其全长范围内得到支撑。
- 不要使用弯曲的盖条。
识别
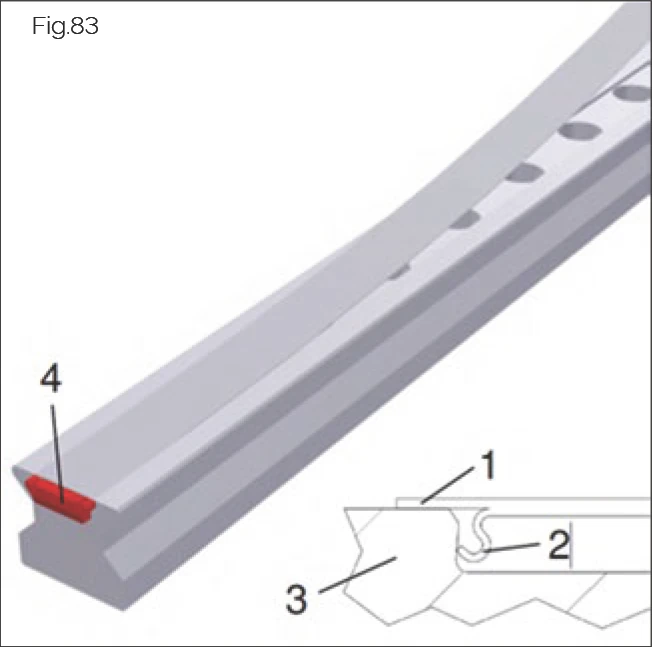
由不锈钢弹簧钢制成的 MAC 盖条由光滑的钢带 (1) 和底面用于固定的 S 形弹簧元件 (2) 组成。安装在带有燕尾槽的特殊盖条导轨 (3) 上进行。安装后,盖条平放在导轨固定孔所在区域的导轨上表面上,呈轻微弧形。导轨上表面的边缘保持未覆盖状态。盖条由钩入导轨槽并因产生的锁定配合而保证牢固抓握的 S 形弹簧元件固定到位。盖条还通过特殊端盖 (4) 固定在其末端,这些端盖防止固定元件弹回以及盖条抬起。端盖同时密封导轨和盖条之间的前端间隙。
- 钢带
- S 形弹簧元件
- 燕尾槽导轨
- 端盖
所需工具
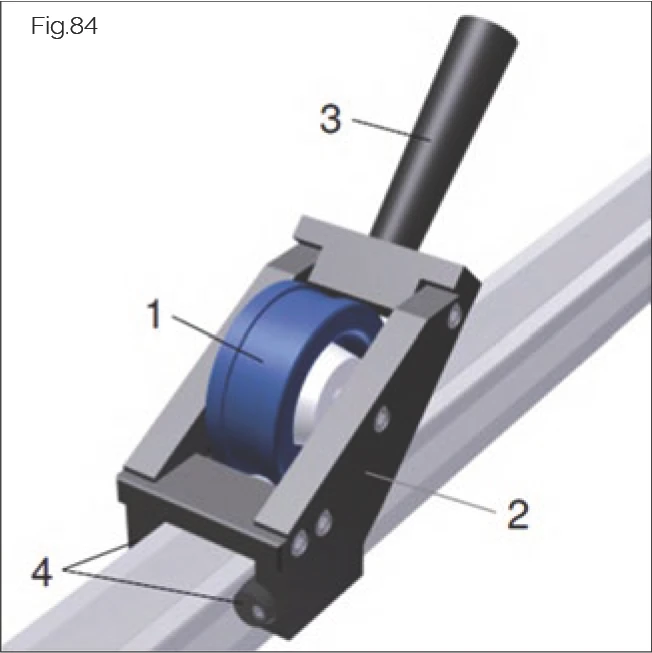
MWC/BWC 组装工具
- 压力滚轮
- 外壳
- 手动操作手柄
- 沿导轨传送工件的滑块
MWC/BWC 组装工具免维护。定期检查组装工具,必要时更换,因为长期使用可能导致滑动部件磨损。
SCHNEEBERGER 推荐使用手动 MWC 组装工具正确安装 MAC 盖条,可从 SCHNEEBERGER 单独获取。
单件盖条安装程序
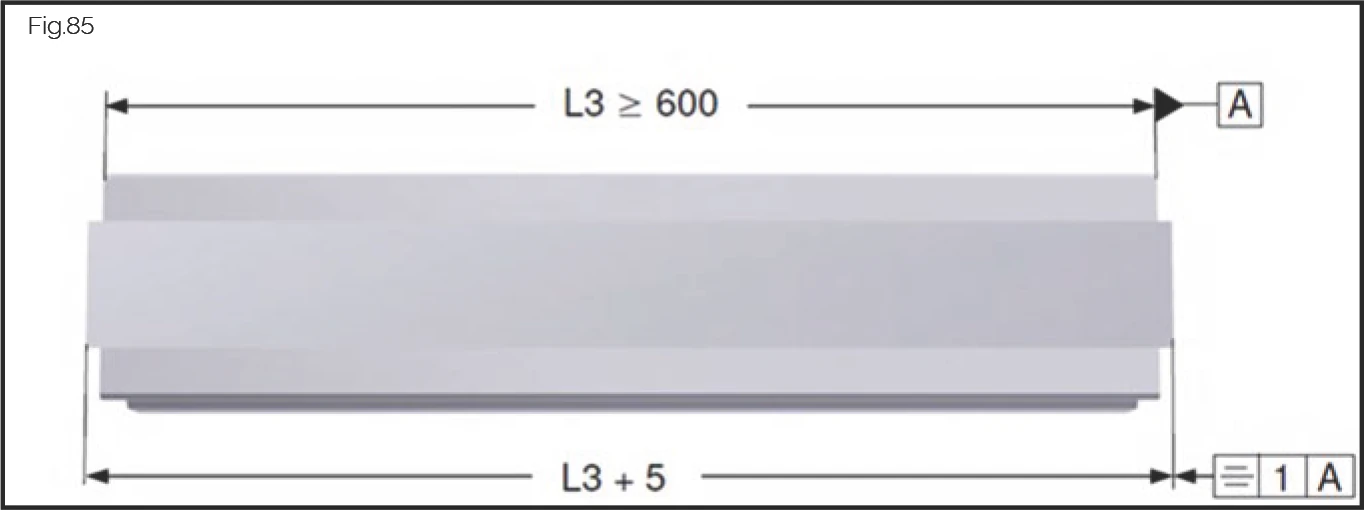
最小长度
- 无固定支架盖条的最小长度:L3 ≥ 600 mm
- 当导轨长度 < 600 mm 时,必须使用固定支架固定盖条末端,防止纵向滑动(请参见第 47 页「单件和多段盖条安装完成」)。
对齐
- 将盖条松散放置在导轨上。
- 调整盖条使其居中定位。
- 当包含用于固定盖条的标准端盖时,盖条会略长于导轨。
- 正确对齐的盖条在每个导轨端应有 2 - 3.5 mm 的悬伸量。
注意:确保遵守此数值以保证端盖的正常功能。
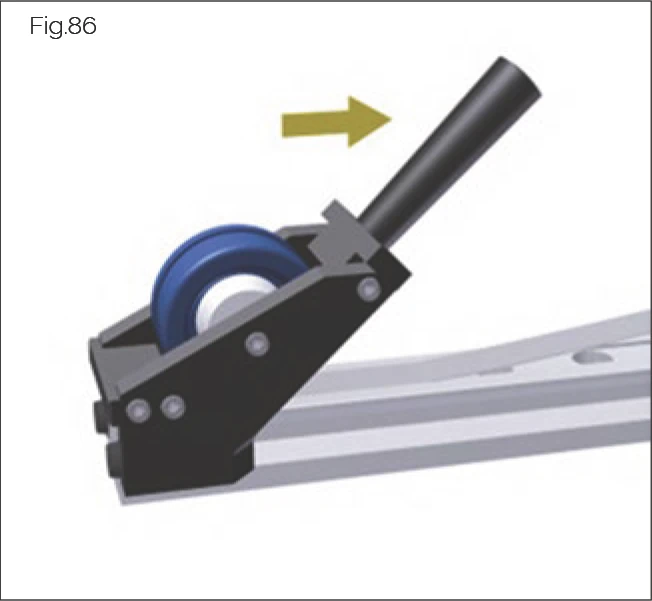
安装
- 将 MWC/BWC 组装工具安装到导轨的一端。
→ 手柄将指向导轨末端。
- 将盖条压入导轨槽中:
- 从导轨末端约 100 - 200 mm 处开始。
- 同时倾斜工具并向前移动。
→ 盖条会可听见地卡入槽中。
注意:不要在导轨末端弯曲自由盖条末端。只将组装工具移动到导轨末端。施加压力时不要将压力滚轮移过导轨末端。
- 将组装工具的手柄转向安装方向。
- 将组装工具滑回导轨上方。
- 将盖条沿导轨全长压入槽中。向前倾斜工具同时移动。
长度 > 6000 mm 盖条安装程序
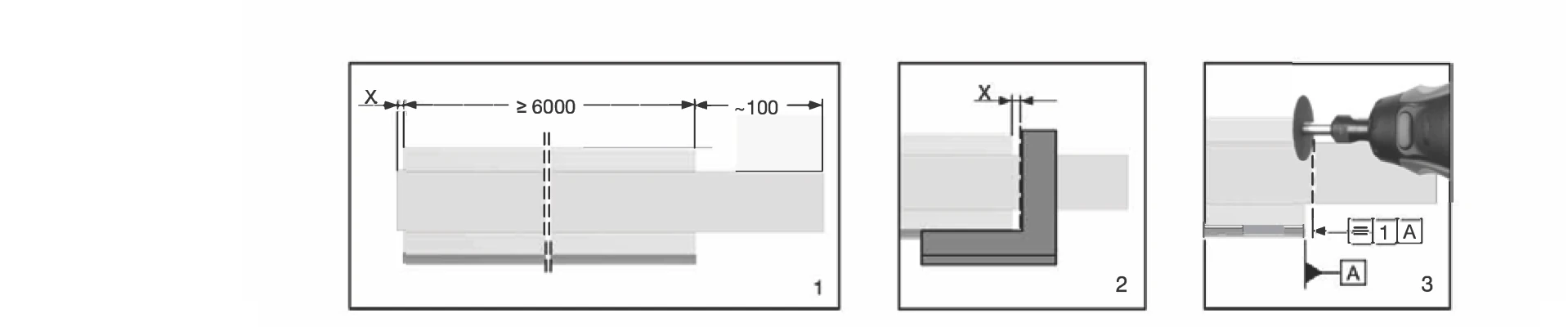
1. 对齐(X = 2-3.5 mm, ≥6000 mm, ~100 mm) 2. 标记切割位置(X = 2.5 ± 0.5 mm) 3. 使用切割机裁切
出厂状态:长度 > 6000 mm 的盖条交货时为加长尺寸,安装后必须由客户在一侧切断。
对齐:安装前,将盖条松散放置在导轨上并对齐,使盖条在导轨一端伸出 X = 2 - 3.5 mm。必须遵守此数值以确保固定盖条的端盖安全功能。盖条将在对面的导轨末端伸出约 100 mm(见上图 Fig.1)。
安装:按照盖条 MAC/BAC 安装说明,从短悬伸端的导轨末端开始,将盖条安装在整个导轨长度上。
切断:安装后,切除长盖条末端:
- 借助角尺标记切割边缘(见上图 Fig.2,悬伸量 X = 2.5 ± 0.5 mm)。
- 使用切割机或钢锯将盖条垂直切断(见上图 Fig.3)。
- 去除切割边缘顶部和底部的毛刺,例如使用油石。
完成安装:检查盖条是否正确定位,并按照 MAC/BAC 安装说明在两侧安装端盖。
多段盖条安装程序
一般
多段盖条仅应在例如由于轴长度较长而铺设多段导轨且安装情况需要时使用。对接接合处始终是滑块刮油器的潜在问题点,应尽量避免。
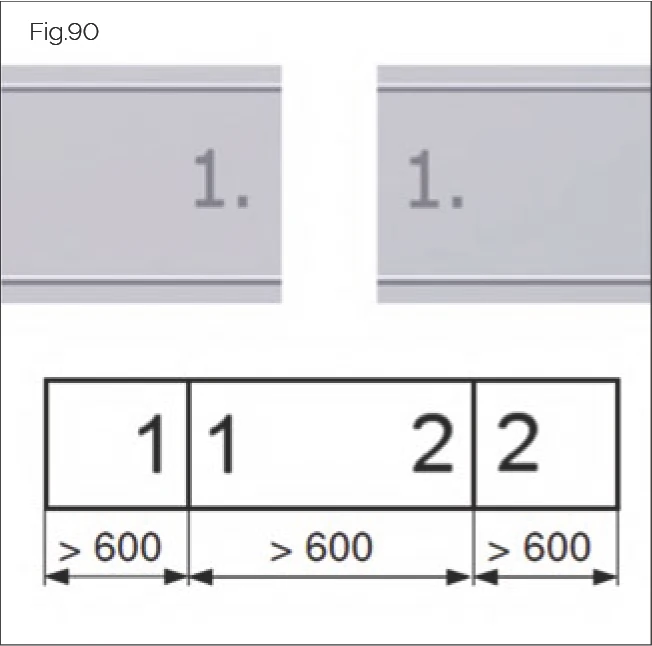
最小长度
最小段长度:600 mm
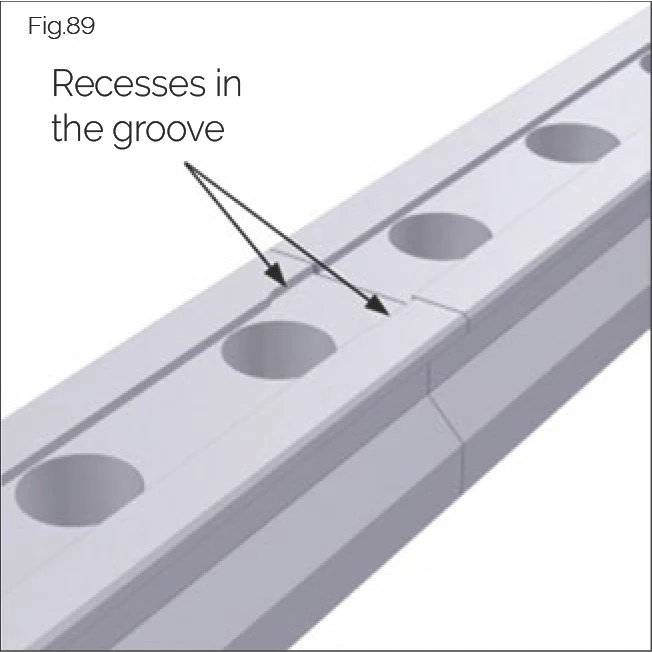
导轨安装
按照第 21 页「导轨处理」安装用于盖条的多段导轨。安装导轨段,使每个对接接合处的盖条槽由后续导轨段延续(见图)。
安装
多段盖条应按照单件盖条相同的程序安装(请参见「单件盖条安装程序」)。遵循盖条的编号。与多段导轨一样,各个盖条组件在其底面的接合区域标有对接接合处编号。
将来,盖带 MAC 和 BAC 将在保护膜上附加标签:
- SCHNEEBERGER + 类型 + 尺寸
- 方向箭头
在切割和安装时(无论导轨的止动侧如何),箭头必须指向 R1 侧。
- 安装第一段盖条。
- 安装所有后续盖条,使它们在每个接合处无缝(间隙 < 0.2 mm)。
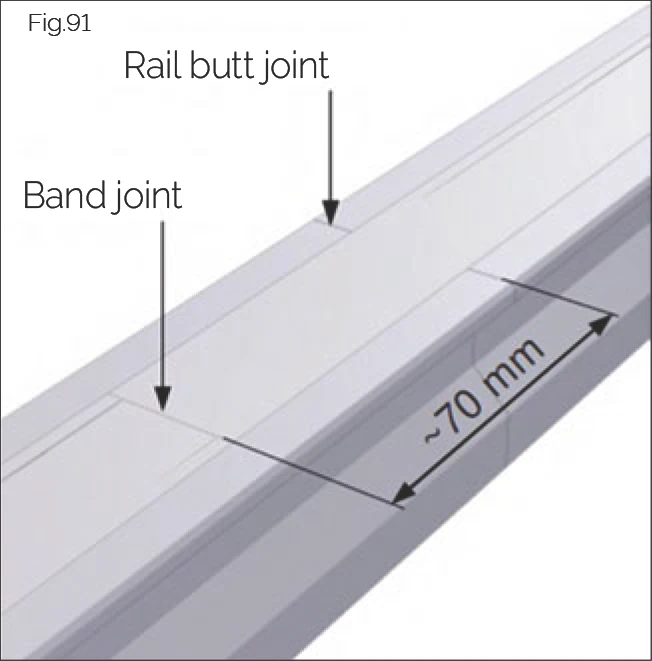
对齐
盖条和导轨在多段导轨情况下长度不同。始终将盖条和导轨接合处偏移约 70 mm 安装。
单件和多段盖条安装完成
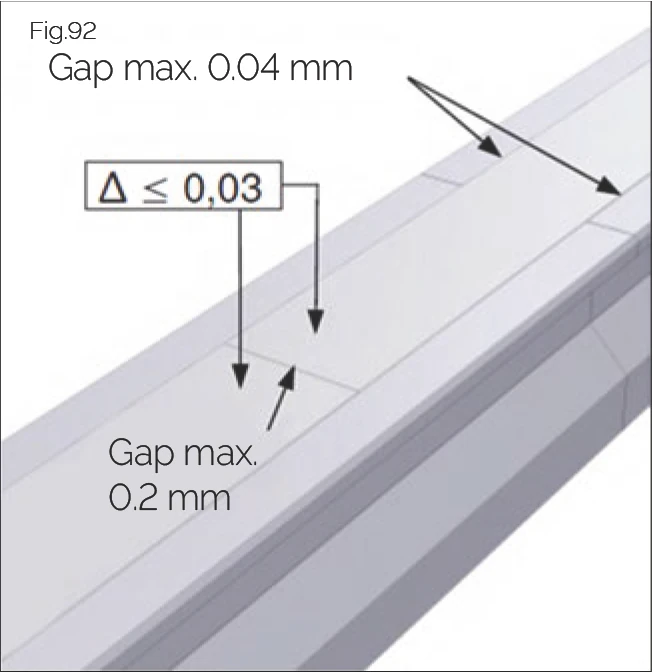
- 检查盖条是否正确定位并与导轨齐平:
- 盖条有轻微向上的弧度,其边缘接触导轨表面。
- 导轨和盖条之间的允许间隙为 0.04 mm。
- 包括弧度在内的盖条高度最大为 0.6 mm。
- 对接接合处盖条之间的高度差最大为 0.03 mm。
- 将端盖滑入导轨两端盖条和导轨槽之间的间隙,直到停止。
- 用 MONORAIL 导轨润滑剂轻微润湿整个导轨表面。
注意:对于长度 < 600 mm 的盖条,使用钢制支架而非端盖固定盖条末端(请参见下一节「钢制固定带」)。
钢制固定带
在机械应力增加的情况下,例如在开放切屑区域,可以使用钢制支架代替红色塑胶端盖固定盖条末端。在这种情况下,必须将伸出的盖条末端切断并去除毛刺,并在导轨前端引入螺纹固定孔。仅当导轨已进行感应淬火时才建议加装钢制固定带。有关固定带尺寸和螺纹固定孔,请参见第 72 页「附录」。
钢制固定带不属于标准盖条交货范围,必须单独订购。
拆卸
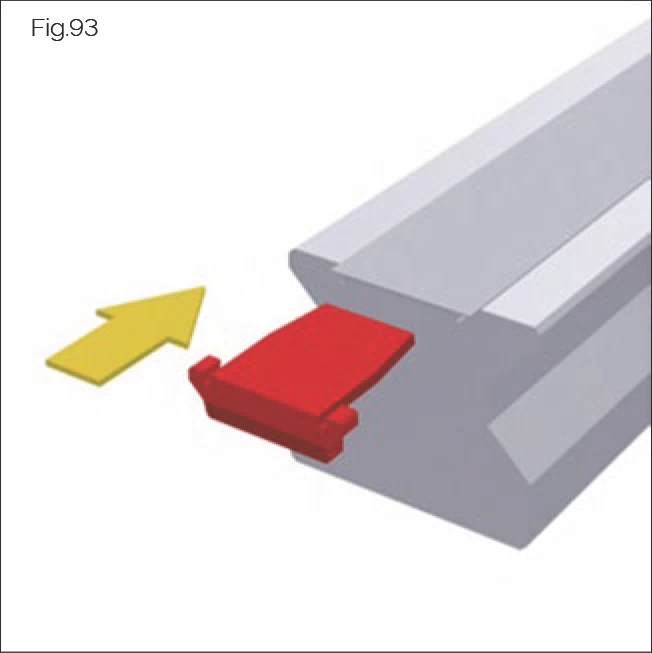
- 移除端盖:
- 将内六角扳手钩入端盖底部。
- 平行于导轨将端盖从槽中拉出。
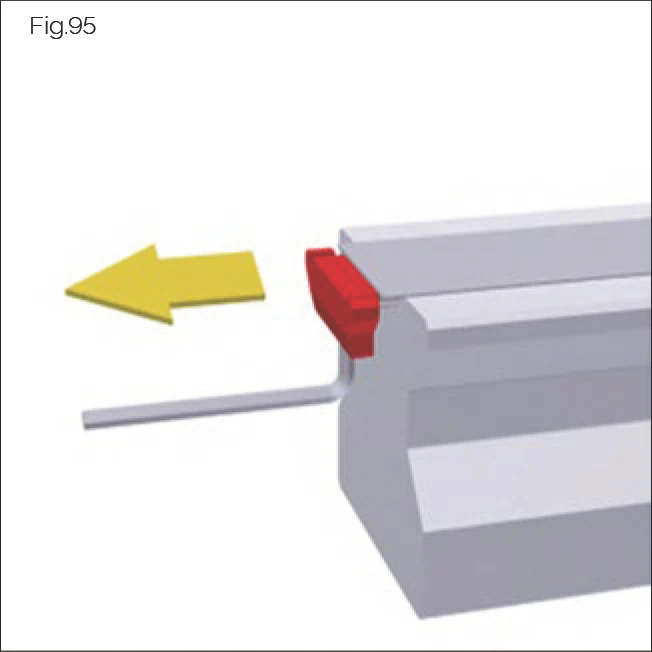
- 使用螺钉刀在导轨一端将盖条从槽中抬起几毫米。
- 用手抓住盖条末端并抬起。
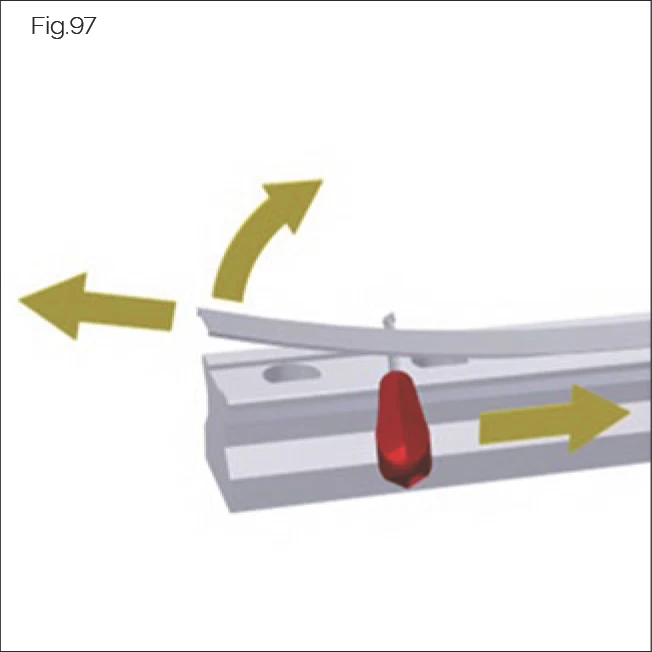
- 将螺钉刀横向插入导轨和盖条之间。
- 沿导轨长度滑动螺钉刀,抬起盖条。注意不要弯曲或扭曲盖条。不要让盖条或导轨被刮伤。
→ 盖条从槽中释放。
- 从导轨全长上拆下盖条。
- 检查盖条是否有损坏:
- 轻微弯曲的盖条可矫直。
- 更换严重弯曲、扭曲、刮伤或其他损坏的盖条。
- 始终更换端盖。端盖在拆卸过程中可能损坏或失去固定力。
7.3 去除附加密封件的保护安装膜(可选)

Fig.98
带有 ZBV/ZCV 附加密封件的滑块,如果导轨从上方用螺钉固定且固定孔用塞子覆盖,则会附带安装保护膜。安装保护膜在安装过程中保护密封唇,只有在导轨固定孔密封后才能去除。
ATTENTION! / 注意!
滑块滑过开放导轨固定孔边缘造成的材料损坏风险!
附加密封件可能损坏。
- 仅在固定孔密封后才能去除保护安装膜。
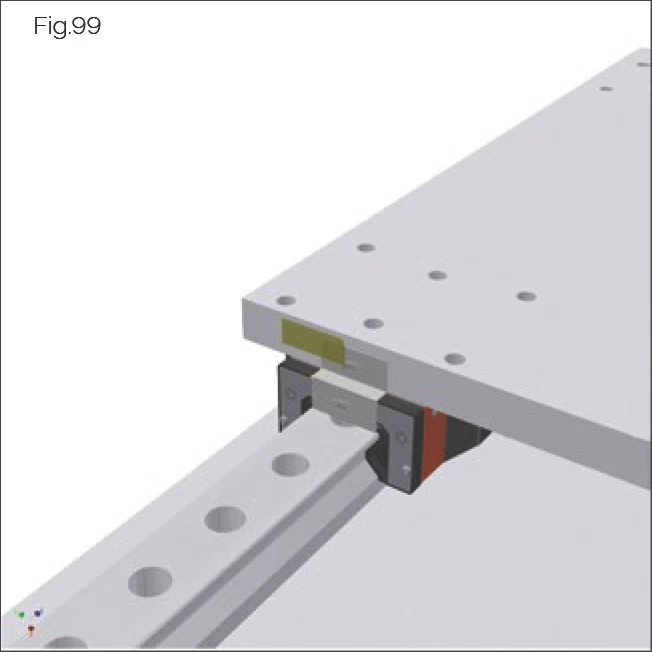
Fig.99
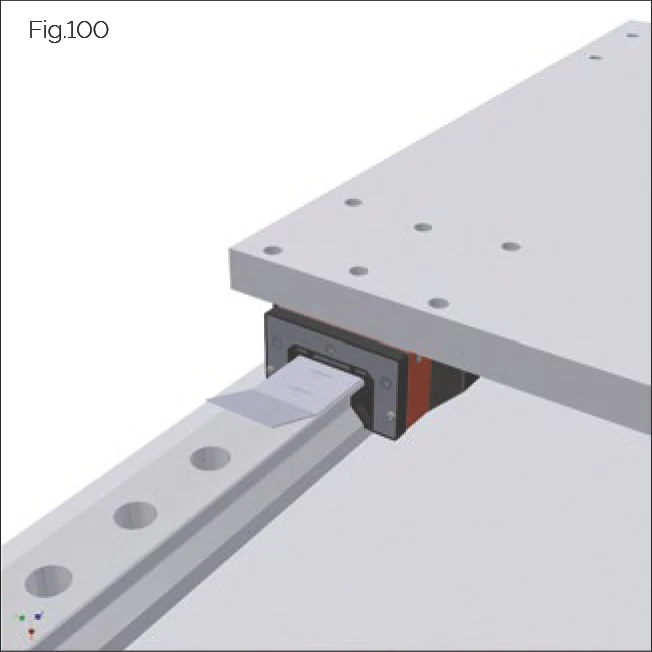
Fig.100
沿导轨方向将保护安装膜从滑块上拉开。
7.4 润滑
润滑连接器
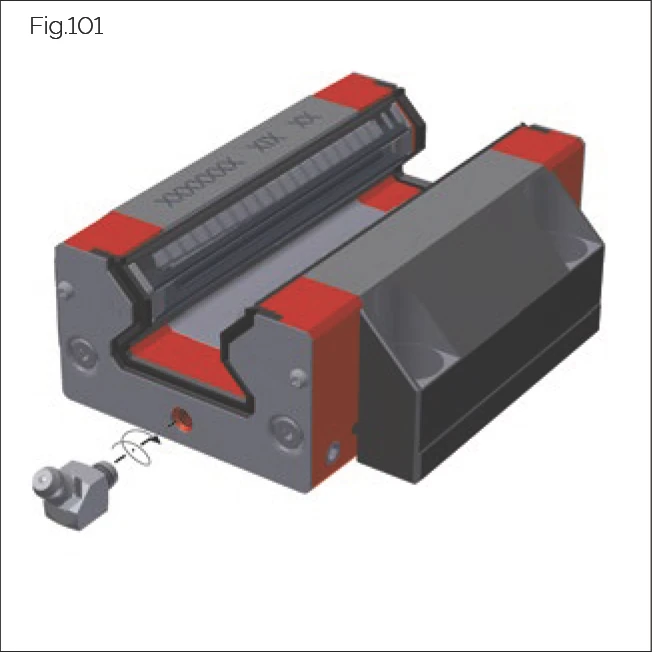
Fig.101
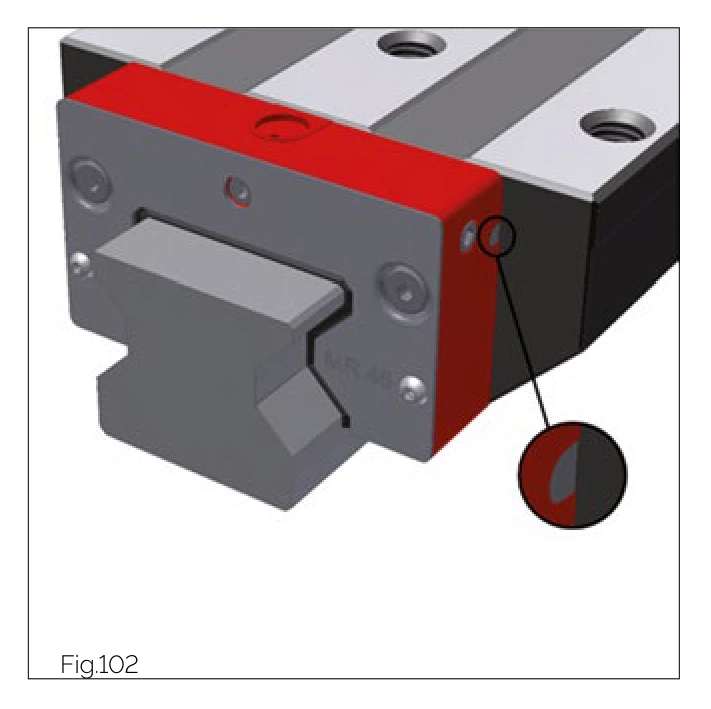
Fig.102
一般
- 润滑连接器为塑胶螺纹。插入润滑连接器时请小心操作。
- 最大拧紧扭矩 = 0.5 Nm。
- 建议旋入端盖深度 = 4 mm。
- 锥形螺纹的润滑连接器:最大旋入深度与螺纹长度一致。
润滑剂分配
滑块可配备标准润滑剂分配或分离式润滑剂分配。
在标准润滑剂分配的情况下,所有四个滚动面通过单一润滑连接器供给。润滑剂分配到端盖和回流单元中的所有轨道。
在分离式润滑剂分配的情况下,两个润滑连接器分别供给左右轨道。
MONORAIL MR 包含一个指示销,用于指示端盖是为标准或分离式润滑剂分配而建构:
- 黑色销 - 标准润滑剂分配。
- 灰色销 - 分离式润滑剂分配。
如需将 MONORAIL MR 滑块从标准转换为分离式润滑剂分配,必须完全更换端盖。
安装润滑连接器
- 确保端盖中的润滑连接器孔是开放的。
- 将润滑连接器旋入滑块。
- 从上方润滑时,将密封环置入端盖的凹槽中,必要时涂抹少量润滑油以增强其抓握力。
- 如有集中润滑系统可用,请将滑块连接到集中润滑系统。
初始润滑(由客户执行)
初始润滑为滚动元件提供润滑剂。同时为滑块的密封件提供保护和防腐蚀保护。导轨上的一层薄润滑油膜可减少开始运行时的润滑剂消耗,因为导轨表面的任何粗糙度都会预先填充润滑剂。
关于润滑剂用量,请见第 77 页「润滑剂用量」。
按照以下程序对滑块进行初始润滑:
- 用导轨润滑剂轻轻润湿导轨。
- 将滑块来回滑动超过其长度的三倍以上数次。
- 将所需量的润滑剂注入滑块。
SPL 润滑板
ATTENTION! / 注意!
接触元件处理不当造成的材料损坏风险!
供油接触元件轻度预应力,处理不当可能损坏。
- 小心地将润滑板滑过导轨末端。
- 仅在滑块位于导轨上时安装润滑板。
一般
- 润滑板以可安装状态交付,即已填充油。
- 在滑块上使用润滑板时,需额外填充油脂。关于建议的润滑剂用量,请见第 51 页「润滑剂用量」。
- 仅成对使用润滑板。
- 如果导轨直接接触冷却液,请勿使用润滑板。
- 必要时使用盖板保护导轨免受灰尘、切屑和冷却液的影响,并使用附加密封件。
- 在轴的整个行程距离上进行定期润滑行程。
- 将润滑板纳入机器维护计划:
- 定期检查密封件磨损情况。
- 检查导轨轨道上的油膜。
- 进行润滑行程。
- 补充 SPL。
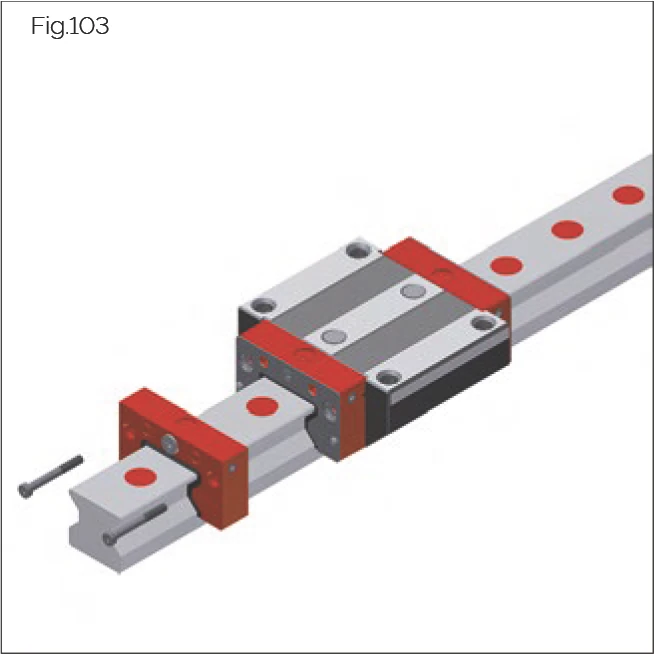
Fig.103
安装
- 松开并拆下标准端盖上的上方螺钉(对于 MONORAIL MR,下方螺钉保持旋入滑块中;而对于 MONORAIL BM,必须握住端盖)。
- 如果端盖中的中央润滑油孔被塑胶保护塞封闭,请拆下塑胶保护塞并用螺塞替换。
- 小心地将润滑板滑过导轨末端到滑块上。
- 使用 SPL 交付中包含的长螺钉固定润滑板。
更换
- 从润滑板上松开并拆下螺钉。对于 BM,请小心握住端盖,以免滚动元件掉落。
- 从导轨末端拆下润滑板。
- 小心地将新润滑板滑过导轨末端到滑块上。
- 固定新润滑板。
安装 ZCV/ZBV 附加密封件或 ASM/ABM 金属密封件
- 从前中央润滑油孔拆下螺塞。关于附加密封件的安装,请见第 66 页「ZCV/ZBV 附加密封件」。关于金属密封件的安装,请见第 67 页「更换 ASM/ABM 金属密封件」。
- 使用附带的螺钉将附加密封件和/或金属密封件安装到润滑板上。
- 用拆下的螺塞或润滑油嘴重新密封前中央润滑油孔。
重新填充

Fig.104
润滑板可通过前、中或侧向润滑油孔重新填充(尺寸 MR 25 仅从前方)。关于订购资讯和尺寸,请见 MONORAIL 目录的技术数据章节。为此,使用内六角扳手拆下相应的螺塞,并用润滑油嘴替换。锥形润滑油嘴可作为附件订购。
例如,使用压油机通过旋入前、中或侧向预制润滑油孔之一的锥形或平口润滑油嘴进行重新填充。SCHNEEBERGER 提供的特殊油瓶也可作为附件使用。在这种情况下,重新填充直接进入 SPL 润滑油孔,无需润滑油嘴。
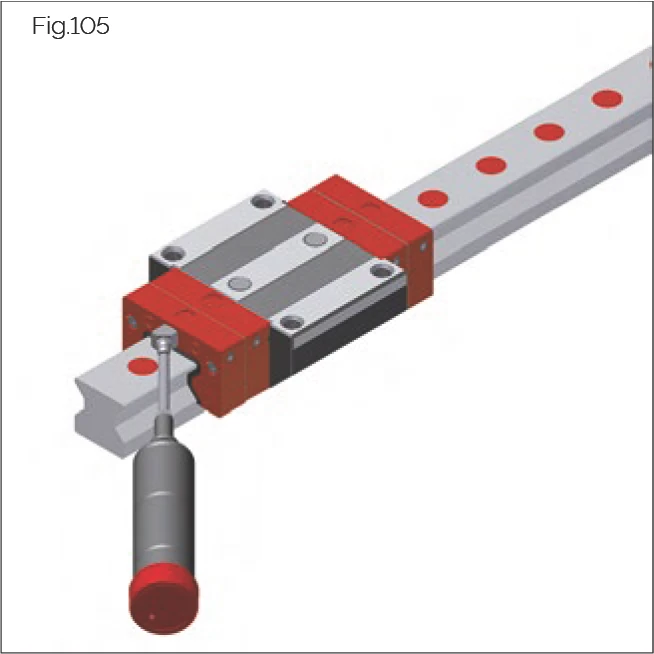
Fig.105
润滑板使用表中的油量重新填充(请见第 77 页「润滑剂用量」),根据使用的润滑连接器的尺寸和状况,分约 4 到 5 个阶段进行。
为达到最佳重新填充效果,建议使用两个侧向润滑连接器。
每次填充阶段之间应间隔约 5 分钟。
应在毡接触点与导轨处检查油是否释放。
填充量通常取决于润滑板的排放速率。
重新填充 SPL-MR
请见第 78 页「SPL 重新填充润滑量」。
重新填充 SPL-BM
请见第 78 页「SPL 重新填充润滑量」。
润滑板应根据适用的操作条件重新填充。作为指导,可假设以下重新填充间隔:
- BM 15 - BM/MR 35:2,500 km
- MR/BM 45 - MR 65:5,000 km
只有在实际操作条件下才能准确确定间隔。在不利条件下或不利的气候或工作环境中,需要更频繁地重新填充。无论行驶距离如何,最长运行 12 个月后必须重新填充。
7.5 布设电子外壳和电缆
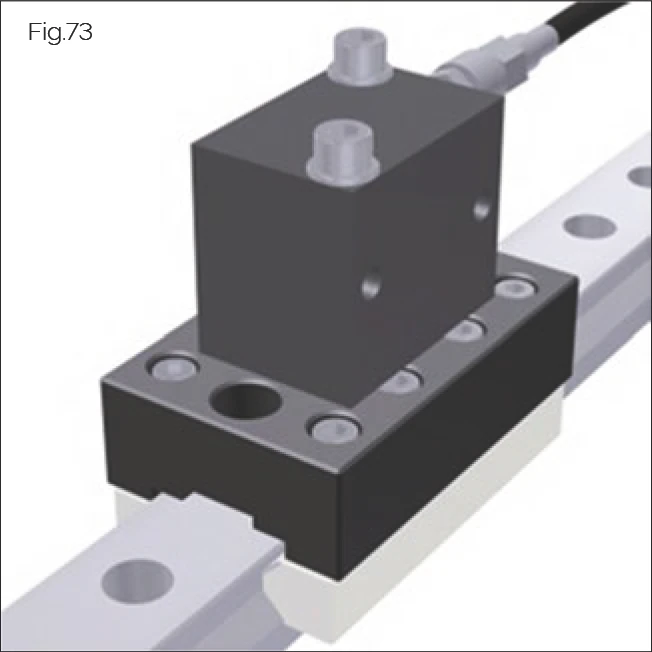
电子外壳
量测系统的传感器单元(AMSA 3L 除外)有一个独立的电子外壳。电子外壳安装在机器滑台上靠近读头的位置,前面有一个 LED 显示灯用于指示各种操作状态。
安装电子外壳时应遵守以下要点:
- 安装电子外壳时,确保外壳前方和诊断 LED(对于 AMSD 3B/4B、AMSABS 3B)便于维修。
- 不要在外壳上施加张力布设电缆。
- 不要低于最小弯曲半径(请见第 78 页「电缆弯曲半径」)。
电缆
屏蔽电缆用作量测系统和控制器之间的 KAO 延长和连接电缆。
布设量测系统电缆时,必须遵守以下要点:
注意:不要将电缆布设在干扰源旁边,例如来自电压电源的磁场、电力线、马达、阀门、继电器及其馈线。
- 对于电缆导管,确保安装底座的尺寸符合目录或连接器直径。
- 确保与携带干扰源的电缆保持足够距离:0.1 m。
- 如果使用金属电缆导管,采用接地隔离屏蔽。
- 确保与开关模式电源中的储能电感保持最小距离 0.2 m。
- 分开液压软管和电缆。
- 尽可能静态布设读头电缆 (4),例如不要放在电缆拖链 (6) 中。
- 使用延长电缆 (5) 作为电缆拖链 (6)。
- 不要使用锐边导管。
- 布设电缆时不要施加任何拉力。
- 不要低于最小弯曲半径(请见第 78 页「电缆弯曲半径」)。
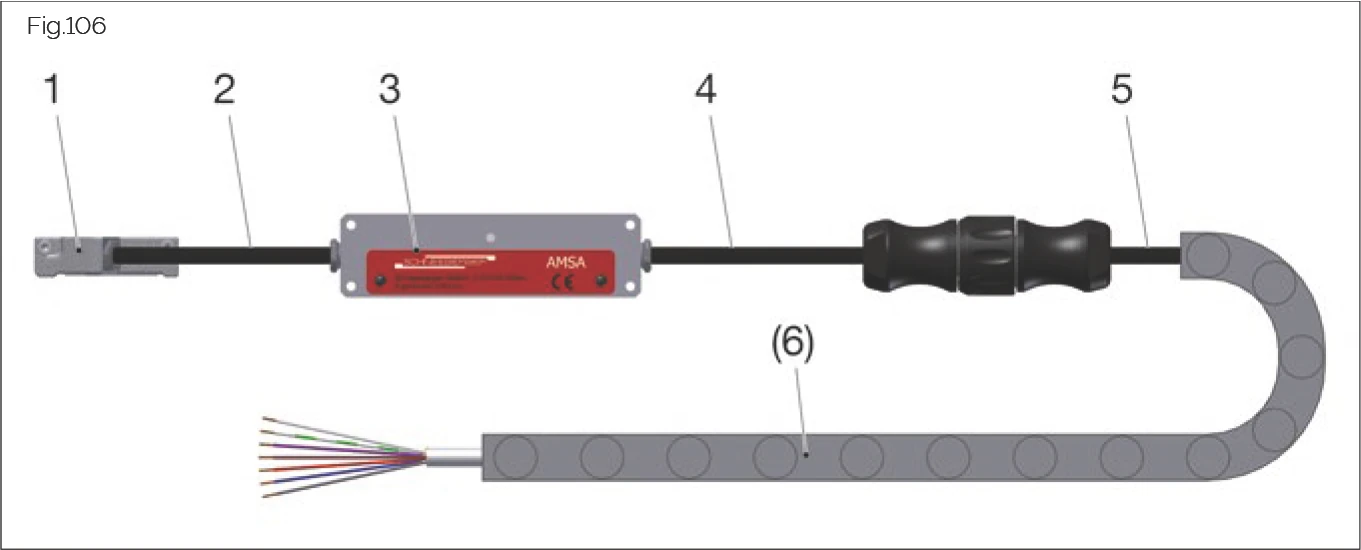
Fig.106
电缆拖链 (6) 不包含在交付范围内。
连接量测系统和合适的延长电缆长度
MONORAIL AMS 直接连接到轴的驱动控制器。根据传感器单元和控制器的型号,可使用长度达 50 m 的延长电缆。
7.6 安装 FBM/FBB 波纹管 - 可选
波纹管主要用作滑块的额外保护形式,防止灰尘和水溅。
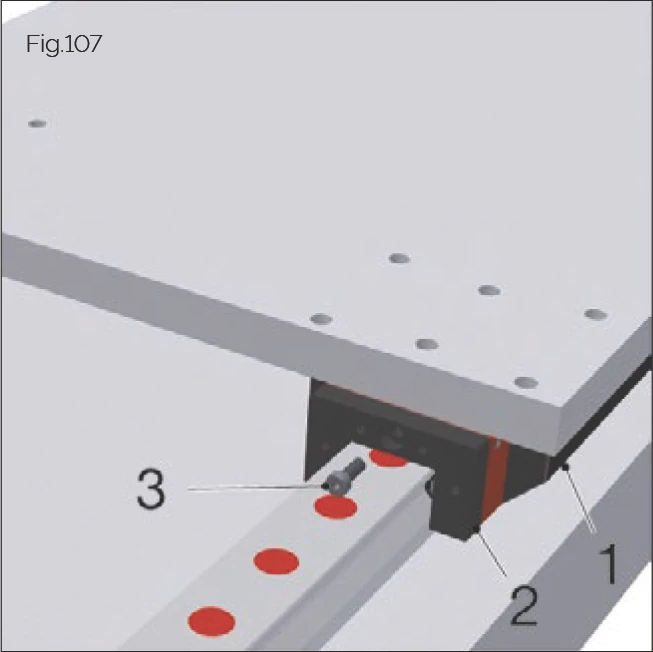
Fig.107
- 在安装波纹管之前,确保导轨固定孔已用塞子和盖条密封。
- 将机器滑台滑动到大约行程中心的位置。
- 在第一个滑块 (1) 前面插入转接板 (2)。确保沉孔朝向远离滑块的一侧。
- 使用中央螺钉 (3) 将转接板固定到端盖的中间润滑连接器螺纹上(最大拧紧扭矩 0.5 Nm)。
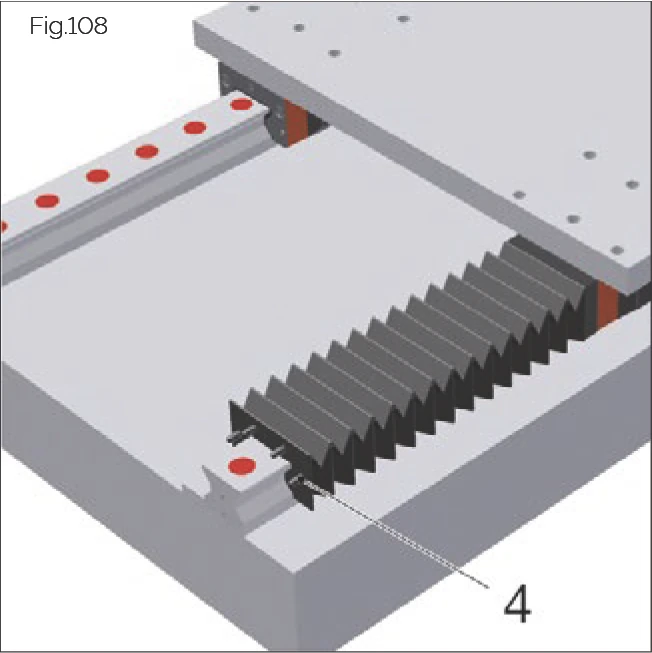
Fig.108
- 将预组装的波纹管(带支撑框架和铆钉)安装到导轨上。
- 将波纹管末端的铆钉 (4,7) 卡入转接板上对应的孔中。
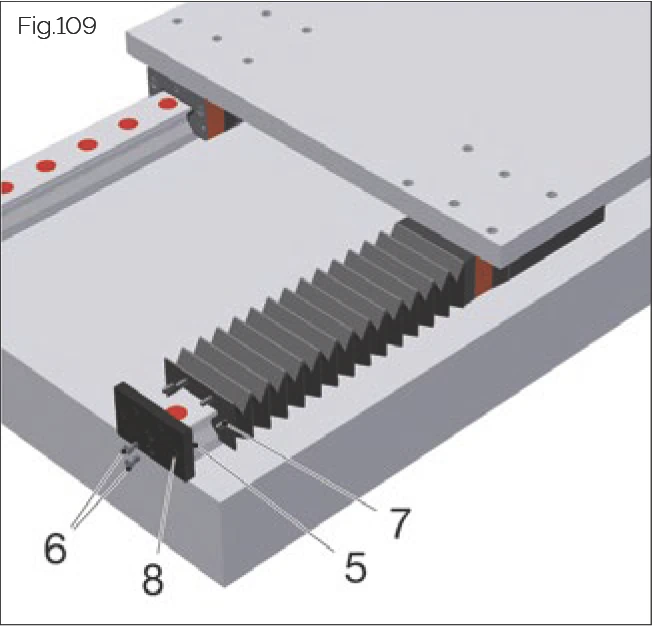
Fig.109
- 在导轨末端插入端盖 (5)。确保沉孔朝向远离滑块的一侧。
- 使用附带的螺钉 (6) 固定端盖。
- 将波纹管末端的铆钉 (4,7) 卡入转接板上对应的孔 (8) 中。
- 检查波纹管在导轨上滑动是否顺畅,以及在滑台端位置时褶皱是否过度压缩或拉伸。
7.7 检查安装结果
安装完成后,检查导轨和附件是否已正确安装并正常运作:
推力
用手在全行程范围内移动机器滑块,确保推力保持恒定且运动无顿挫。
润滑
确保润滑管路正确连接并已排气,且滑块充分供应润滑剂。
为测试润滑剂循环,在导轨上移动滑块的同时启动润滑剂供应。导轨上将出现一层薄薄的润滑膜。
确保润滑管路、润滑连接器部件或端盖与滑块本体之间没有润滑剂泄漏。
盖条和塞子
NOTE:密封元件的毛刺和突出部分可能在运行过程中损坏滑块的密封唇。
确保盖条和塞子定位一致且与导轨齐平。
- 盖条必须干净平整地贴合在导轨表面上,没有间隙且不得弯曲。末端必须用支架或端盖固定。
- 塞子必须与导轨表面齐平且平行安装;不得突出或安装过深。对于塑料塞子和黄铜塞子,确保所有残留切屑或毛刺已被清除。
端盖和附加密封件
检查滑块端盖和附件部件以及附加密封件是否定位正确且功能正常。
检查涂抹在导轨上的润滑剂是否已被干净地擦除。确保经过的导轨表面上的润滑剂不会形成条纹。
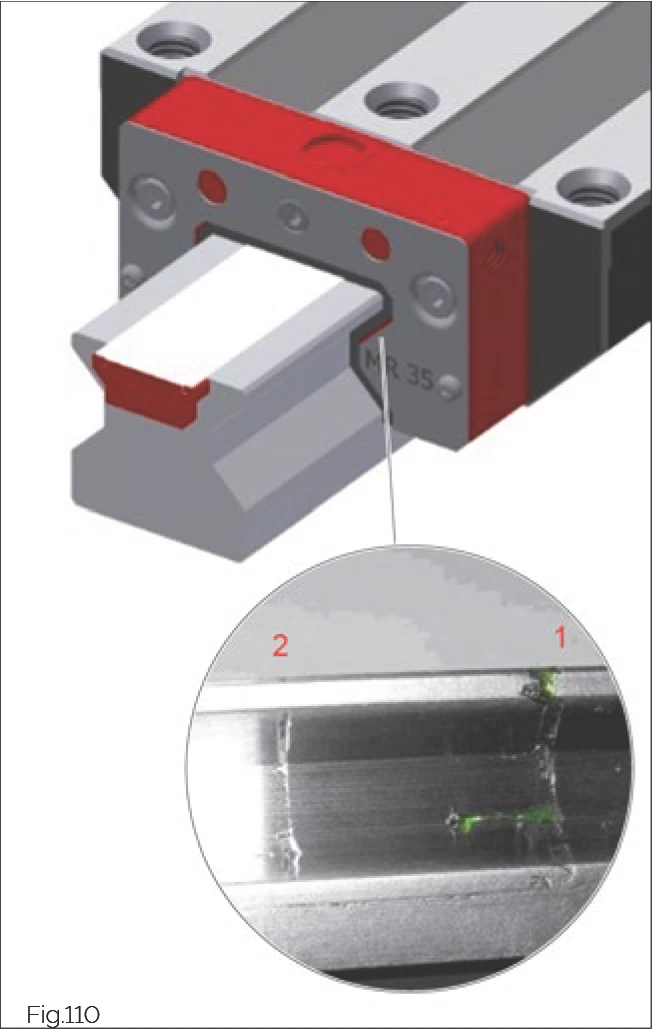
Fig.110
检查密封件
- 清洁导轨和密封唇上的润滑剂和灰尘颗粒。
- 在导轨滚道上涂抹(最好是有颜色的)润滑脂或润滑油,并用布均匀分布。
- 将带有密封件的滑块在润湿的导轨上移动几厘米。
→ 密封件的效果清晰可见 (1),多余的润滑剂被擦除到前方。
- 将滑块移回起始位置。
→ 密封唇上的润滑剂被向后拉。
- 再次向前移动滑块(移动距离比第一次小)。
→ 导轨滚道上可见一条细而连续的润滑剂线 (2)。
NOTE:润滑剂线缺失或中断表示密封件安装不当。
如遇此情况,必须更换密封件。
金属密封件
密封件必须在导轨轮廓周围形成均匀间隙,且不应在任何点与导轨接触。AMS 系统请使用专用金属密封件。
使用塞规并移动机器滑块来检查密封件是否正确定位。
波纹管
检查波纹管是否正确安装到转接板和端盖。
确保波纹管能够自由移动。
沿机器轴移动,检查波纹管是否沿导轨顺畅滑动。
检查在滑块端点位置时,波纹管褶皱是否过度压缩或拉伸。