壁厚规范
矿物铸件的壁厚通常必须至少为最大骨料粒径的五倍。使用标准骨料粒径 16mm 时,最小壁厚为 80mm。
由于低残余应力,材料允许不同的壁厚变化而不会产生问题。非负载部分可以使用较细的矿物混合物,透过预铸程序实现较薄的壁厚。
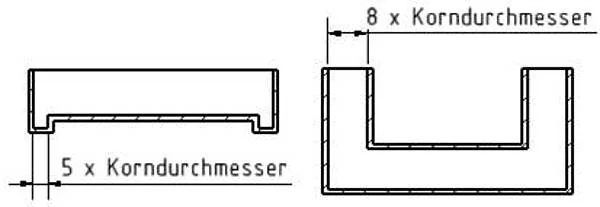
使用标准骨料粒径 16mm 时,标准壁厚为 80mm。
壁厚与材料对应表
| 材料型号 | 最大骨料粒径 | 最小壁厚 |
|---|---|---|
| SCHQ10 | 16 mm | 80 mm |
| SCHQ30 | 12 mm | 60 mm |
| SCHQ40 | 8 mm | 40 mm |
| SCHQ50 | 4 mm | 20 mm |
| SCHQ100 | — | 5-10 mm(涂层) |
| FS80 | 16 mm | 80 mm |
脱模斜度设计
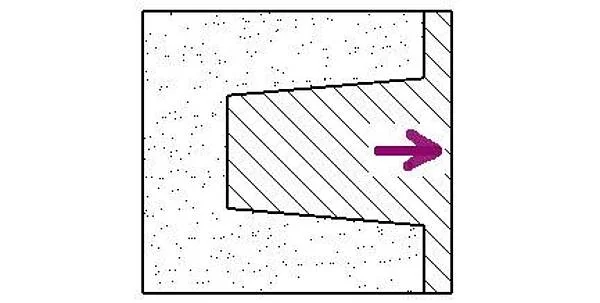
脱模斜度设计与灰铸铁类似,但矿物铸件允许使用比传统铸件标准 5° 更小的角度。
标准脱模斜度
适用于大多数垂直面
矿物铸件优势
相比灰铸铁,可使用较小斜度
通风系统设计
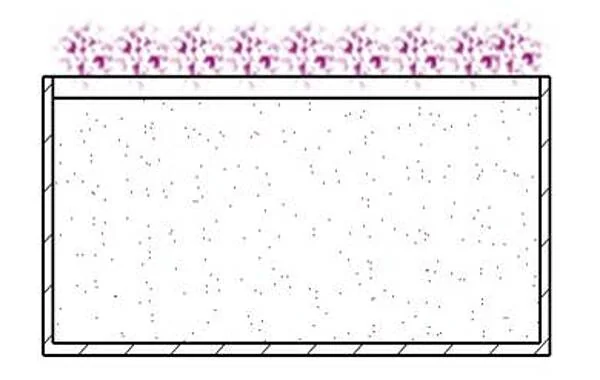
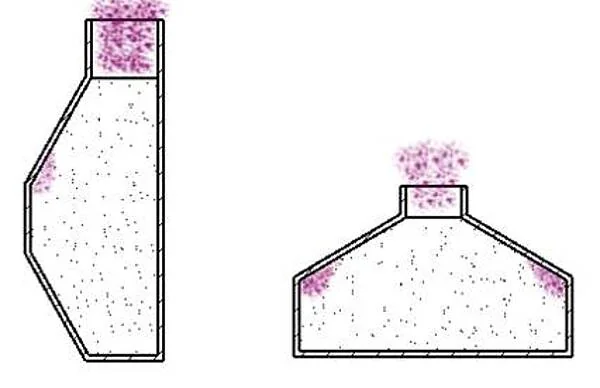
空气在混合过程中进入并在铸造过程中被困住。浇注混合物后,需要振动模具直到几乎没有空气气泡上升为止,以防止收缩空腔。
正确的模具通风需要安排好位置,避免阻碍材料流动或空气逸出,特别是在容易形成气泡的水平表面。
承载能力设计
矿物铸件元件可承受比替代材料更高的抗压和抗拉力。锚固点必须与边缘保持足够距离以防止破裂。
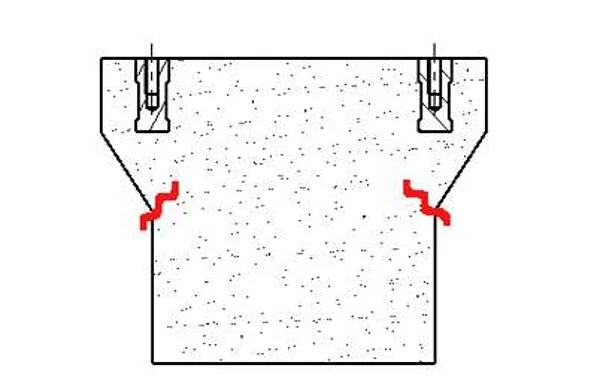
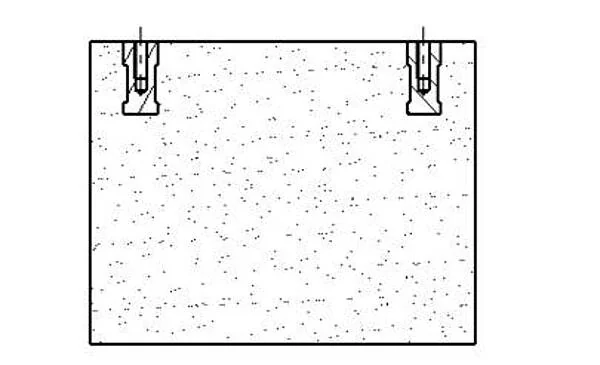
螺钉连接评估
需要评估螺纹的承载能力,可能需要使用金属螺纹衬套。
圆角和倒角
圆角和倒角可减少应力集中效应。
运输考量
大型元件需考虑吊装点(吊车搬运)和叉车轨道。
基本几何结构
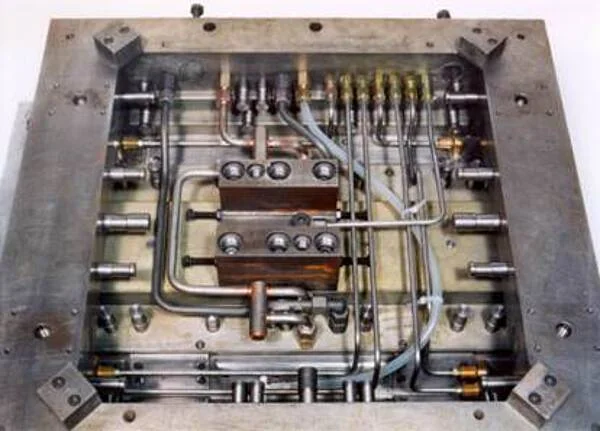
模具可采用木材、钢材、铝材、PVC、矽胶、聚酰胺或组合材料制作。选择标准包括:
重点:主要功能表面需要特别注重几何精度和刚度的设计。
机械元件整合
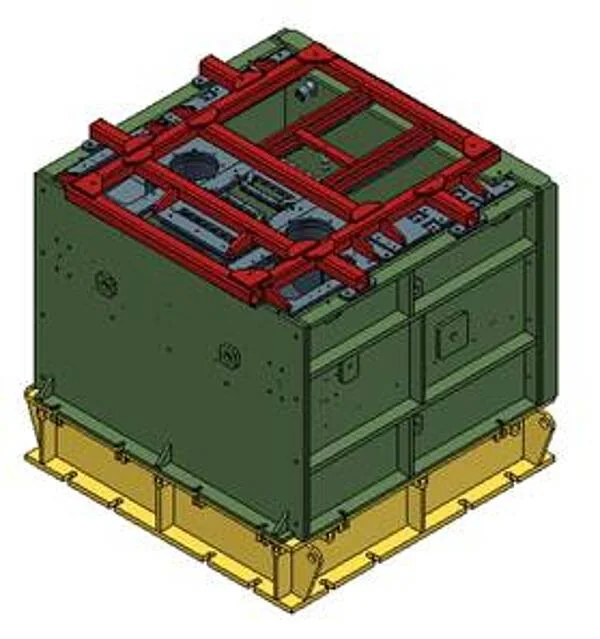
螺纹嵌件、钢板、运输锚点、缆线和空心单元可在冷铸过程中直接铸入元件。牢固的固定可防止铸造过程中升力造成的位置变化。
过于靠近边缘或需要配合孔图案的元件,可使用特殊成型的铸造零件,并以六角螺钉锚固。

可整合元件
- 螺纹嵌件
- 钢板
- 运输锚点
- 缆线通道
- 空心单元
作业表面精度
使用优质模具,典型精度可达约 ±0.1 mm/m。需要与其他零件配合的表面需要更高精度。有四种主要程序可达到规定公差:

机械加工
矿物铸件预留加工余量,然后铣削/磨削至精确尺寸。
嵌入金属加工
铸入金属元件,硬化后再进行机械加工。
复制浇注
先浇注约 2mm 欠尺寸,然后在第二阶段使用精细材料进行精确铸造。
后续金属铸造
脱模后使用定位规进行金属零件铸造。
FEM 有限元分析
有限元法计算可确定元件几何特性、机械设计变形,并推导优化几何形状。温度动态和振动响应计算现已达到高精度。
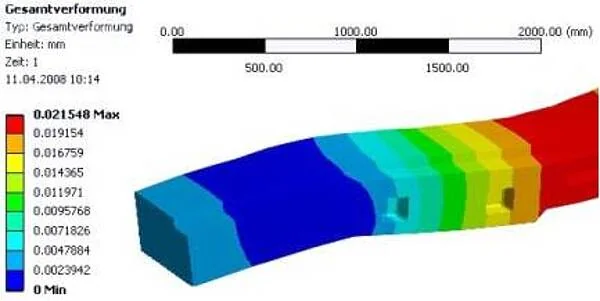
实际应用案例
- 减少纺织机械的挠度
- 透过优异的矿物铸件吸收特性,减少车床的再生效应(相比焊接或铸造设计)
专业服务:SCHNEEBERGER 可提供 FEM 分析服务,协助优化设计方案。
运输与安装

运输
使用吊车、叉车和车辆运输时,需使用适当的锚点和轨道进行牢固固定。
安装
安装原则与钢或铸铁底座相似。大型机器受益于提供总机器质量 70-90% 的大型发动机基础,确保高扭转刚度和惯性质量,同时达到必要精度。
正确的尺寸设计可防止部分下沉和工作空间几何精度损失。三点安装配置是例外情况,其精度不依赖于基础。
客制材料方案
专业开发人员为个别客户应用创建各种配方,提供最佳的技术效益与成本组合。

设计咨询:SCHNEEBERGER 技术团队可在设计阶段提供专业咨询,协助优化设计方案并选择最适合的材料配方。