1.2.1 滑座与导轨
SCHNEEBERGER MONORAIL 导轨系统由导轨和滑座组成,滑座内装有滚动元件。 滚动元件在封闭于滑座内的轨道上运行,从而使滑座能够在导轨上实现无限的线性运动。 滚动元件轨道分为载荷区和回程区。
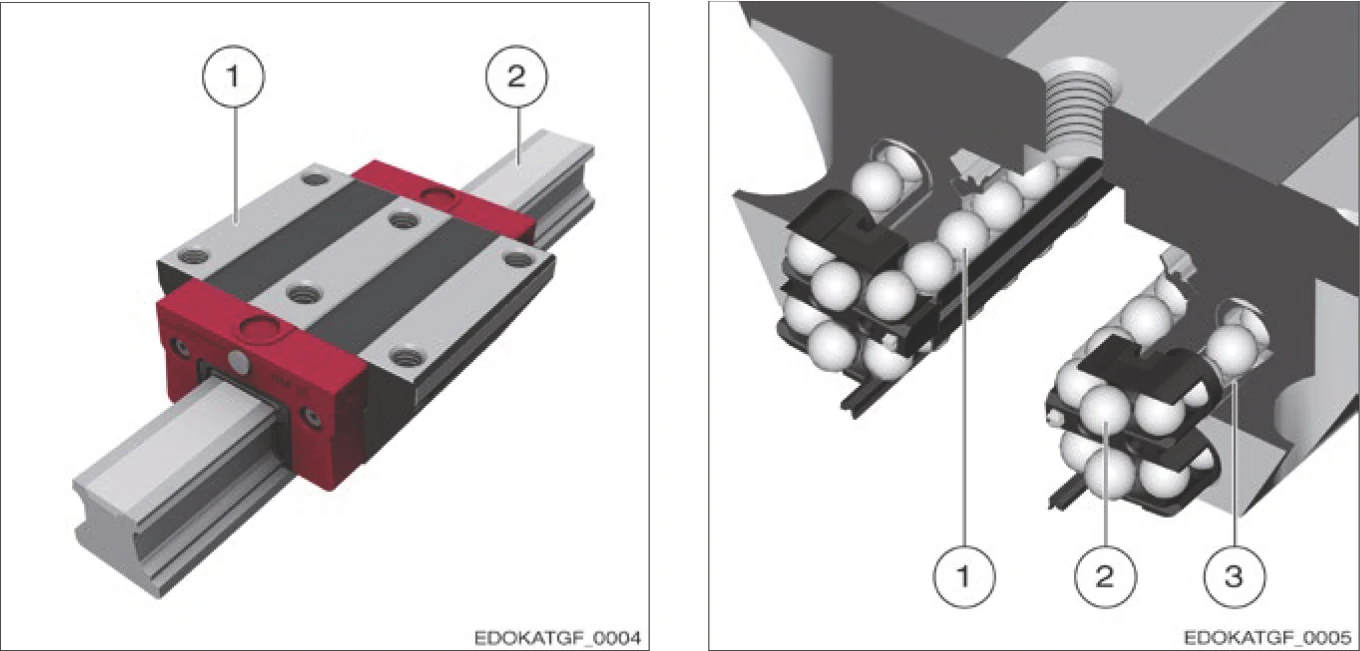
图 1.5 - 滑座与导轨结构:1 滑座 2 导轨
滚动元件循环单元
滚动元件循环单元位于滑座内部,包含载荷区和回程区。 在载荷区,滚动元件承受并传递外部负载; 在回程区,滚动元件无负载状态返回。
参考面与固定
SCHNEEBERGER MONORAIL 导轨通过导轨底面和侧向定位面固定到周围结构上。 导轨底面的支撑面由 SCHNEEBERGER 设计为完整表面积,以实现最大可能的接触面积。
侧向定位面标准设计为单侧,用于与连接结构的侧向支撑和定向。 也可根据要求提供双侧定位面。
固定孔配置
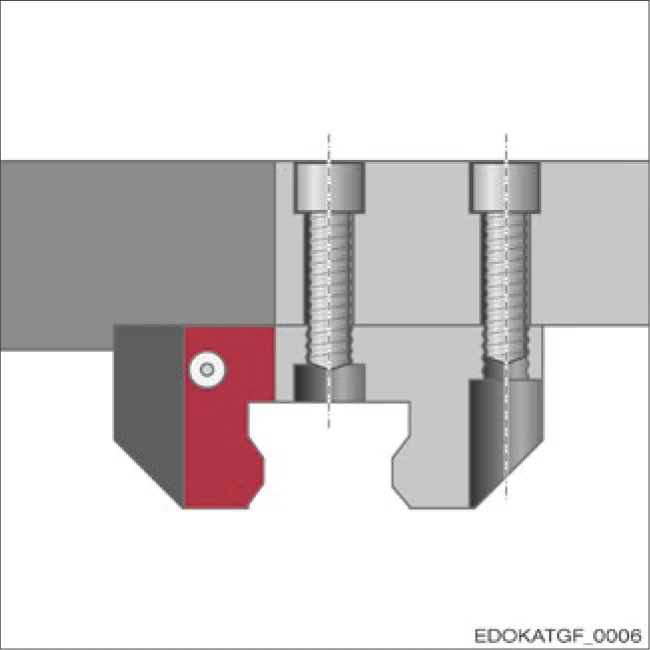
使用螺纹固定孔
将滑座固定孔作为通孔使用
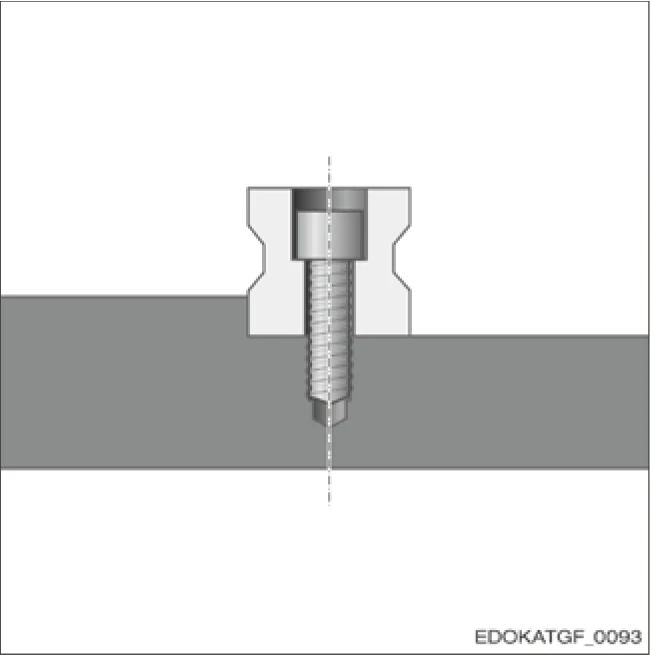
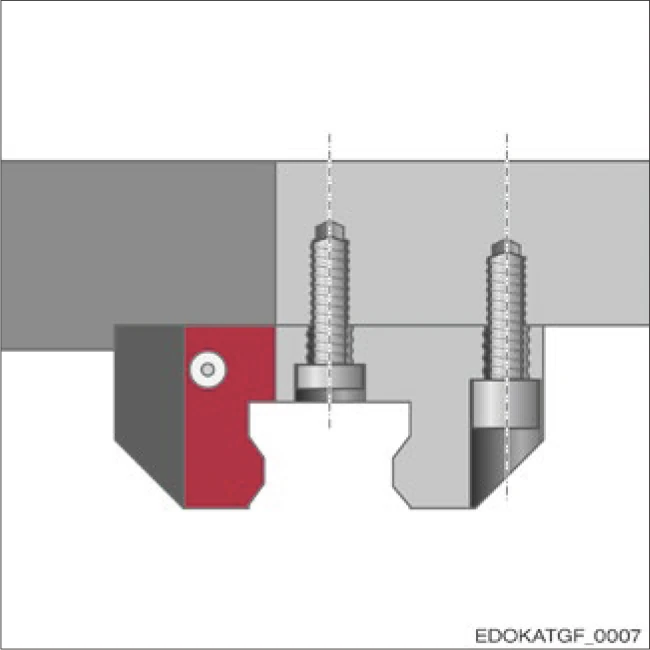
带有通孔的导轨
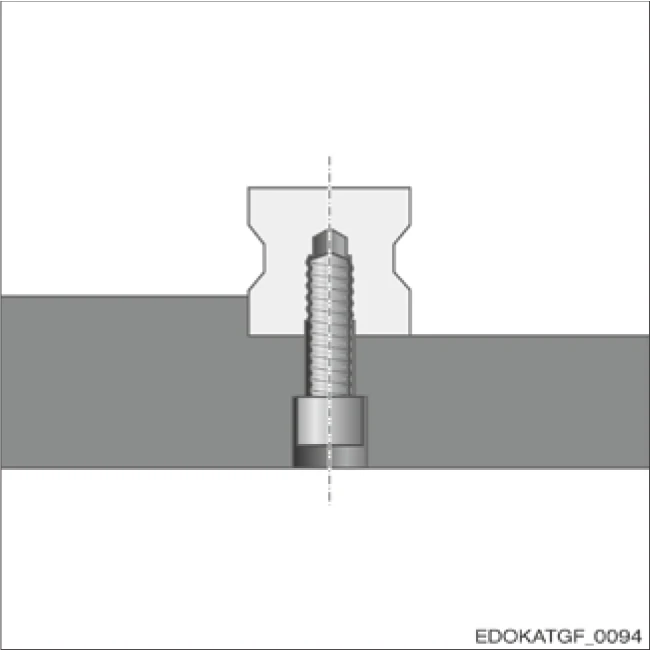
从下方带有螺纹固定孔的导轨
精度要求
安装和定位面的质量及其相互位置关系会影响导轨的几何精度和使用寿命。 因此,这些表面需要按照高质量标准进行精密加工。
1.2.2 个别元件与附件
SCHNEEBERGER MONORAIL 导轨的滑座由多个元件组成。 核心是由高级球轴承钢制成的负载体,带有固定孔以及滚动元件的轨道和回程孔。
滚动元件
使用滚子或钢球作为滚动元件,均由硬化球轴承钢制成。
导向元件
滑座体的另一个元件是带有整合式纵向刮片器的合成导向元件。
循环单元
滚动元件的循环单元也是滑座体的一个元件。
前板
前板带有整合式横向刮片器,用于密封滑座前端并负责分配润滑剂。
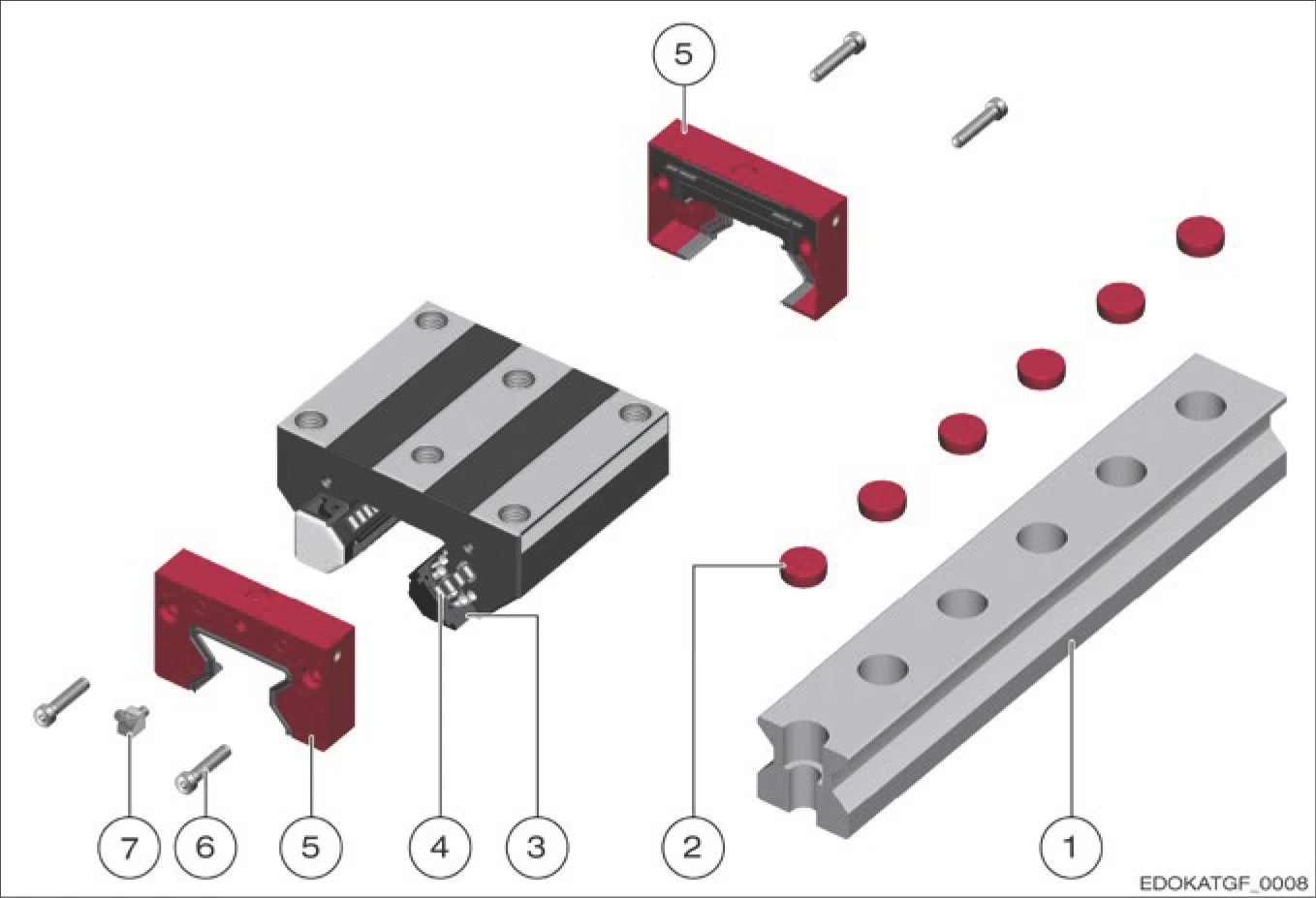
图 1.6 - MONORAIL MR 滚子导轨的基本设备
基本设备元件:
附件选项
滑座可通过附件升级,例如附加刮片器、金属刮片器或润滑板, 这些附件安装在前板前方,支持系统对特定应用的选配适应。
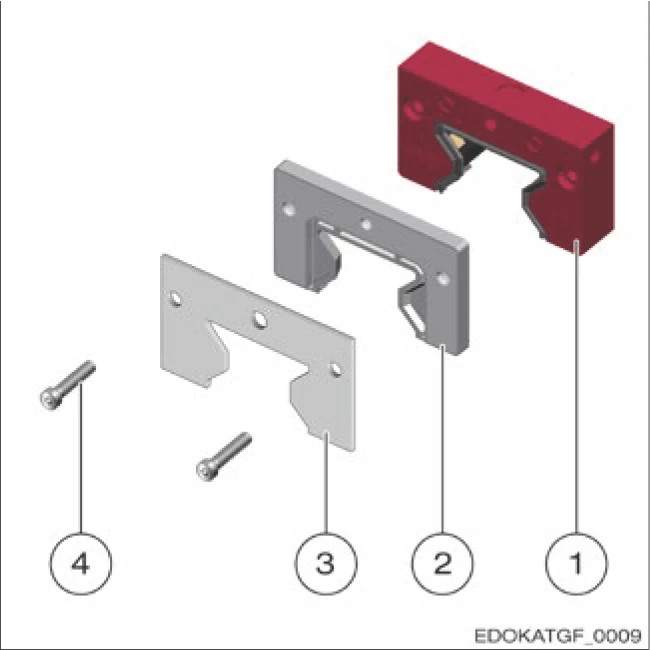
图 1.7 - MONORAIL MR 滚子导轨的附件选项
附件选项:
1.2.3 类型与设计原则
适用标准
SCHNEEBERGER MONORAIL 导轨有多种尺寸和类型可供选择。 为了为这些机械元件建立一致的标准,最重要的设计元素已被汇编在行业标准 DIN 645 第 1 部分中。
滚动元件排列
滚动元件的列数和排列取决于滚动元件形状、滚子接触、可用安装空间、 可传递的力以及其他因素。有两列、四列或更多列滚动元件的导轨。
导轨类型:
SCHNEEBERGER MONORAIL 滚子导轨
几何结构:
- 4 列
- 线接触
- O 型几何结构
SCHNEEBERGER 产品:
- MONORAIL MR
- MONORAIL AMS 3B
- MONORAIL AMSABS 3B
- MONORAIL AMSA 3L
导轨类型:
SCHNEEBERGER MONORAIL 钢球导轨
几何结构:
- 4 列
- 2 点接触
- O 型几何结构
SCHNEEBERGER 产品:
- MONORAIL BM
- MONORAIL BZ
- MONORAIL AMS 4B
- MONORAIL AMSABS 4B
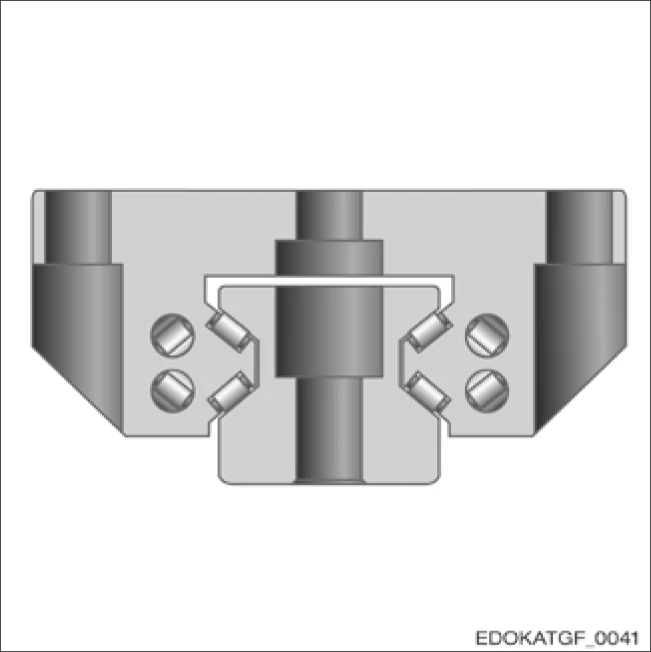
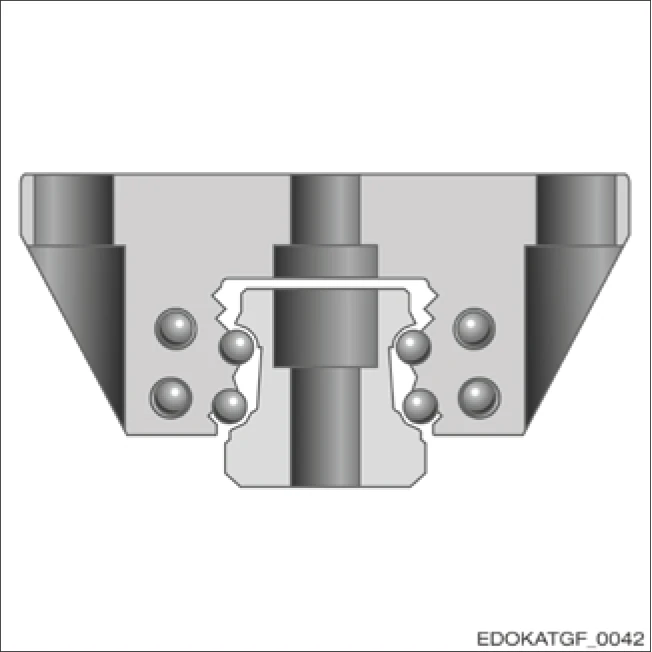
X 型和 O 型几何结构
成型轨导轨的轨道排列区分为 X 型几何结构和 O 型几何结构。 采用所谓的 O 型几何结构时,滚动元件轨道偏移 90°,可实现较大的内部间距。 因此,导轨能够一致地承受来自各个方向的高负载力和力矩。
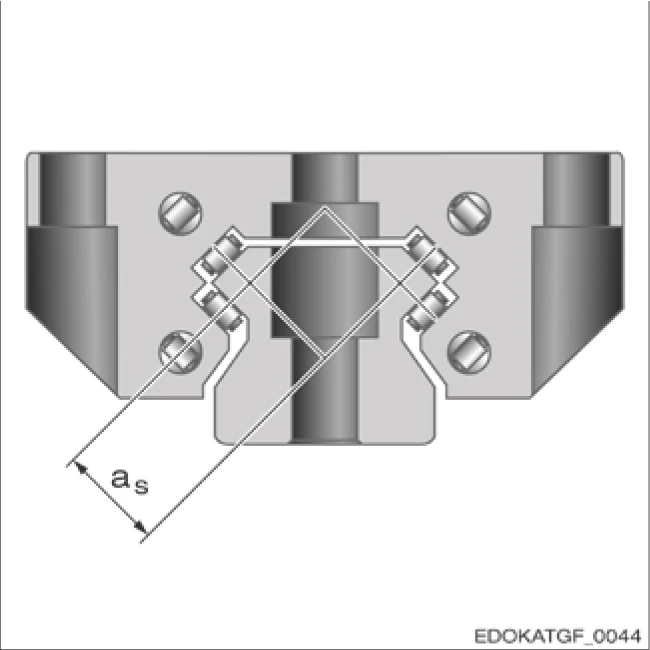
X-geometry with spacing as
X 型几何结构,间距 as
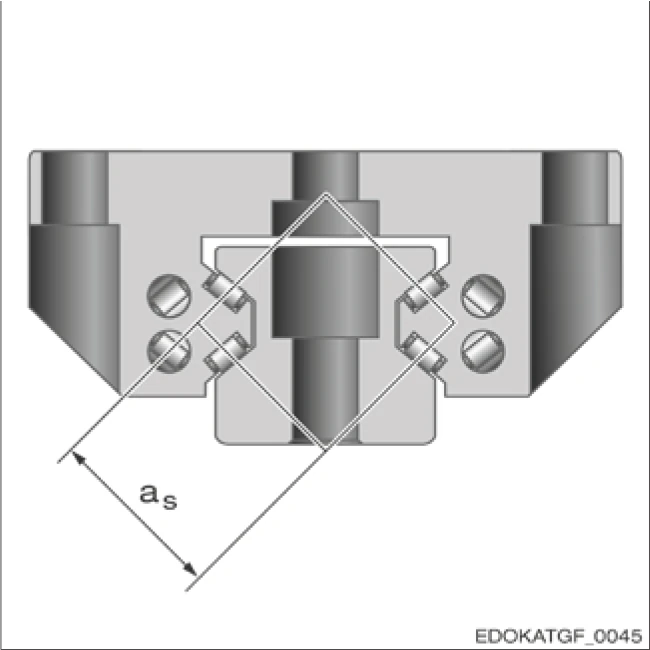
O-geometry with spacing as
O 型几何结构,间距 as
接触角
SCHNEEBERGER MONORAIL 导轨的轨道以特定角度排列,使其能够承受来自不同方向的力。 接触角 α 根据 DIN ISO 14728 定义为作用在导轨上的力的方向与接触线之间的角度。
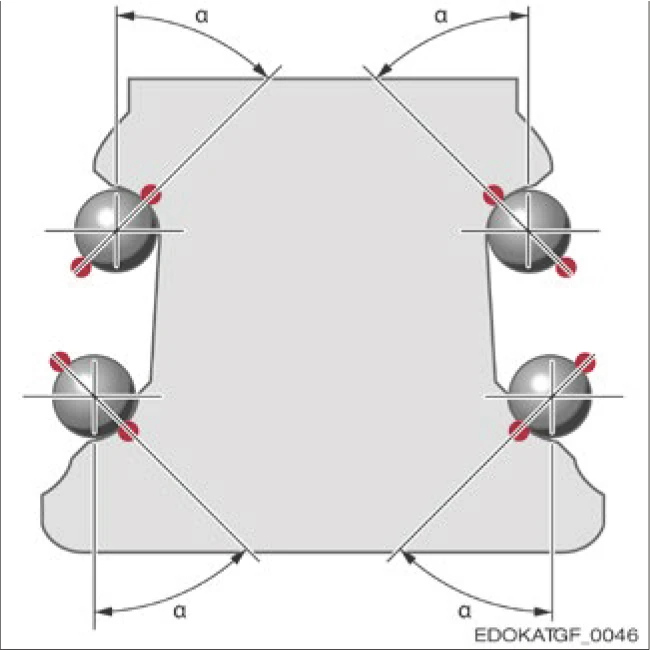
Contact angle of the rolling element with the guide rail
滚动元件与导轨的接触角
接触角参数说明:
SCHNEEBERGER 接触角
所有 SCHNEEBERGER MONORAIL 导轨的接触角均为 α = 45°, 因此可同时承受来自各个方向的大负载力。
1.2.4 材料
SCHNEEBERGER MONORAIL 导轨的导轨和滑座使用高级工具钢和各种高级塑胶作为材料。 附件部分使用有色金属和铝。
| 元件 | 材料 |
|---|---|
| 导轨 | 球轴承钢,轨道或整根导轨硬化 |
| 滑座体 | 球轴承钢,本体完全硬化 |
| 滚动元件 | 球轴承钢,硬化 |
| 前板 | PA,注塑成型 |
| 循环单元 | POM 和聚醯胺,注塑成型 |
| 附加刮片器 | NBR 或 FPM(Viton)用于密封唇,不锈钢用于载板 |
| 金属刮片器 | 不锈钢,防腐 |
| 读头 | 不锈钢,防腐 |
1.2.5 硬化制程
为了达到足够高的承载能力和长使用寿命,成型轨导轨与滚动元件接触的表面必须具有高表面硬度。 导轨和滑座采用不同的硬化制程,以确保最佳的性能表现。
导轨硬化
对于导轨,可对滚动元件轨道进行表面硬化(感应硬化),或对整根导轨进行完全硬化。
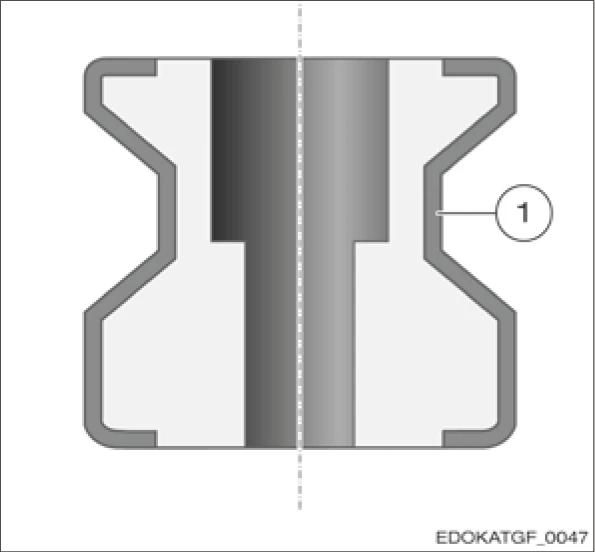
Inductively hardened guide rail with hardness zone (1) based on the example of an MR guide rail
感应硬化导轨,以 MR 导轨为例,显示硬化区域 (1)
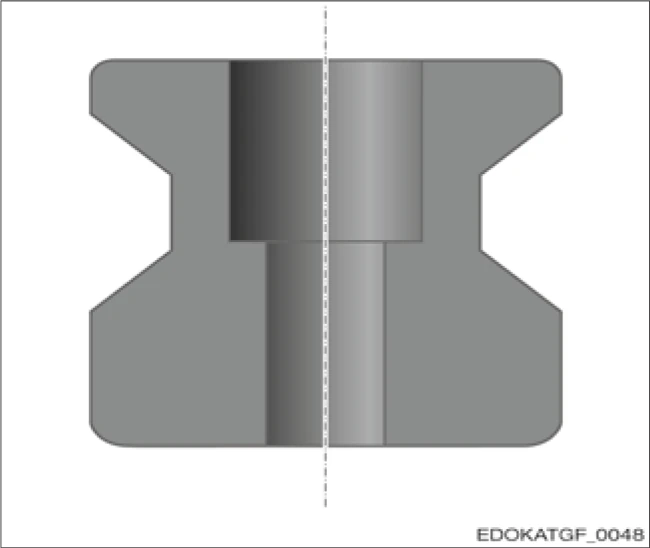
Fully hardened guide rail based on the example of an MR guide rail
完全硬化导轨,以 MR 导轨为例
感应硬化导轨
感应硬化是一种表面硬化方法,仅对导轨的滚动元件轨道区域进行硬化处理。 这种方法使用高频电流在表面产生热量,然后快速冷却以形成硬化层。
感应硬化导轨的特点:
- 仅轨道区域硬化
- 硬化深度可控制
- 导轨核心保持原有韧性
- 适用于较大尺寸的导轨
完全硬化导轨
完全硬化是对整根导轨进行热处理,使整个元件达到均匀的高硬度。 SCHNEEBERGER 的完全硬化导轨提供了额外的优势,特别适用于恶劣环境条件。
完全硬化导轨的特点:
- 整根导轨均匀硬化
- 表面硬度达 58-62 HRC
- 所有表面均具有高耐磨性
- 适用于需要高表面质量的应用
完全硬化导轨的优势
- 刮片器使用寿命长 - 硬化表面减少磨损
- 表面可用作保护盖的滑动面
- 保护导轨免受切屑和污染物侵入
- 在腐蚀性环境中表现更佳
- 可进行磨削以获得更高的表面质量
滑座硬化
滑座的负载体由高级球轴承钢制成,采用完全硬化(通体硬化)处理。 这确保了滑座具有足够的硬度和耐磨性,以承受持续的滚动接触负载。
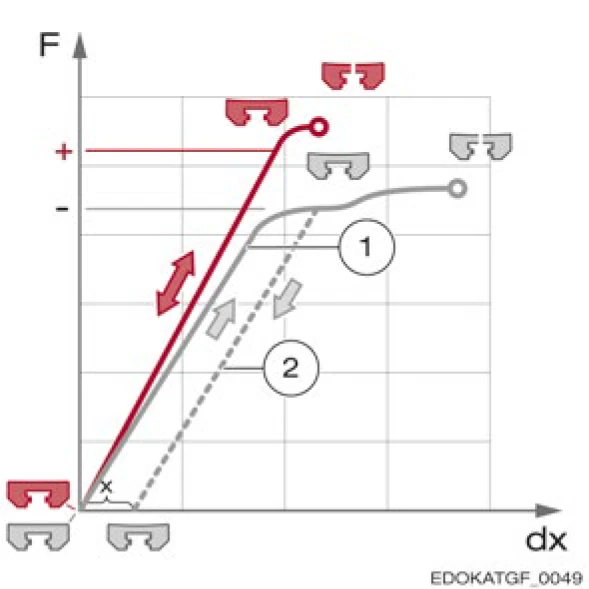
Force F is applied against deformation dx up to breaking point
力 F 作用于变形 dx 直至断裂点
图例说明:
红色线 - 完全硬化 (fully hardened)
灰色线 - 感应硬化 (inductively hardened)
完全硬化滑座的优势
当承受过大负载时,感应硬化的滑座会发生塑性变形,变形量 x 会持续增加。 而完全硬化的滑座则能维持弹性行为直至断裂点,提供更可预测的性能表现。
滑座硬化的特点:
- 滑座本体完全硬化
- 滚动元件轨道具有高表面硬度
- 确保与滚动元件的最佳配合
- 提供长期稳定的几何精度
硬化制程的选择
选择适当的硬化制程取决于多种因素,包括导轨尺寸、应用环境和性能要求。 SCHNEEBERGER 根据产品系列和客户需求提供不同的硬化选项。
| 元件 | 硬化方式 | 硬化范围 | 表面硬度 |
|---|---|---|---|
| 导轨(感应硬化) | 感应硬化 | 仅轨道区域 | 58-62 HRC(轨道) |
| 导轨(完全硬化) | 通体硬化 | 整根导轨 | 58-62 HRC(全表面) |
| 滑座 | 完全硬化 | 整个滑座本体 | 58-62 HRC |
| 滚动元件 | 完全硬化 | 整体 | 60-64 HRC |