6. 安装
6.1 安装第一支及后续齿条
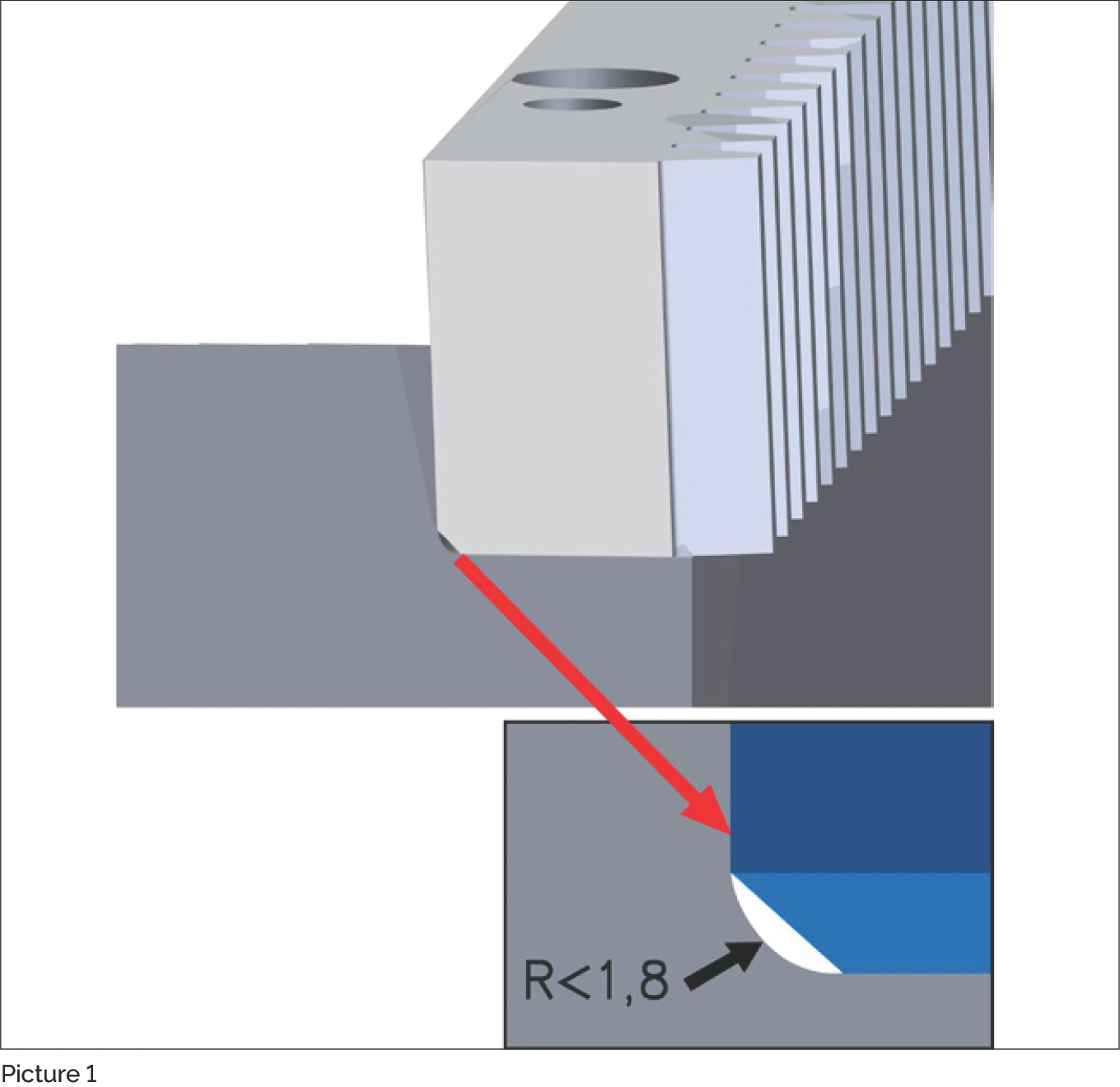
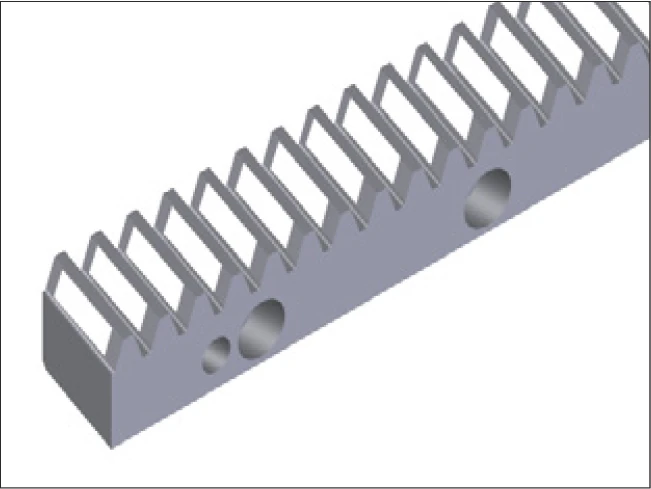
图 1:齿条安装面与接触面之间的倒角(R<1.8)
齿条在安装面与接触面之间设有倒角(图 1), 以确保其尽可能平整地贴合机床底座。
若先将挡条与导块对齐,齿条将能获得最佳的定位效果。 将第一支齿条安装到机床底座上,居中对齐, 然后使用螺钉夹具将其夹紧固定在安装面上(图 2)。
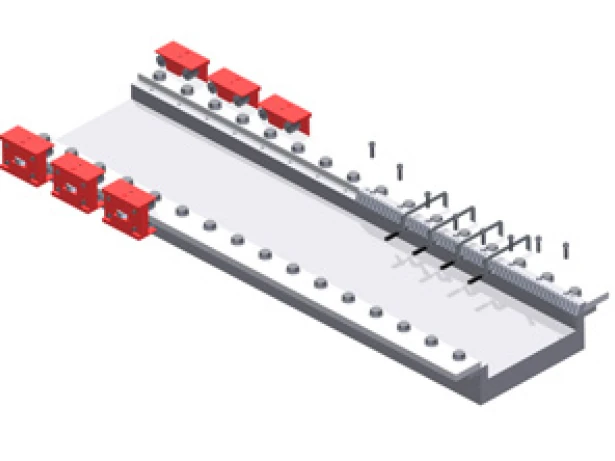
图 2:使用螺钉夹具夹紧第一支齿条
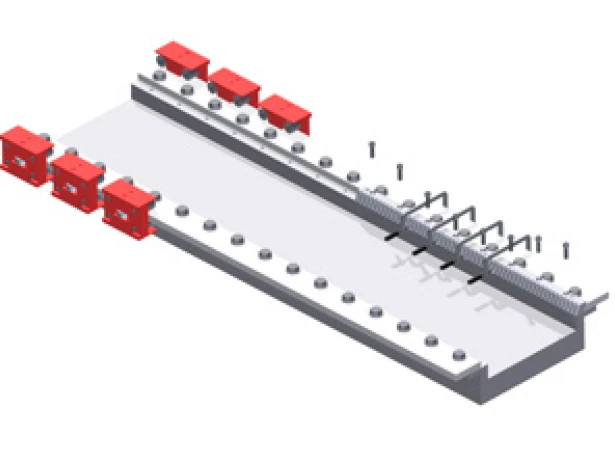
图 3:放入固定螺钉
- 装入固定螺钉,但不要完全锁紧
- 将齿条的接触面与机床导轨对齐
- 从中间向外依序以适当扭矩锁紧固定螺钉(扭矩值请参阅第 12 章)
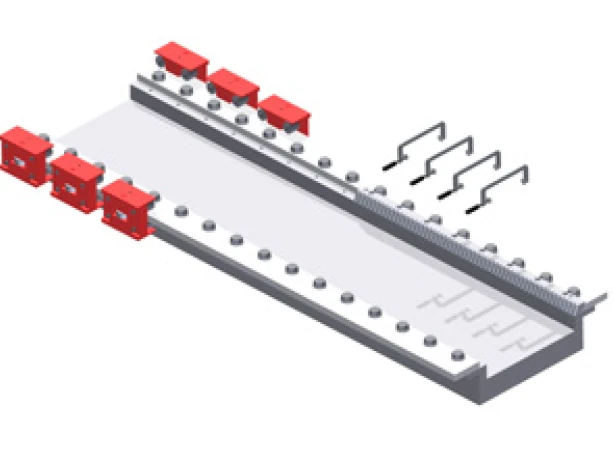
图 3(续):固定螺钉已装入
对剩余的圆柱螺钉重复上述步骤。完成后可拆除螺钉夹具。
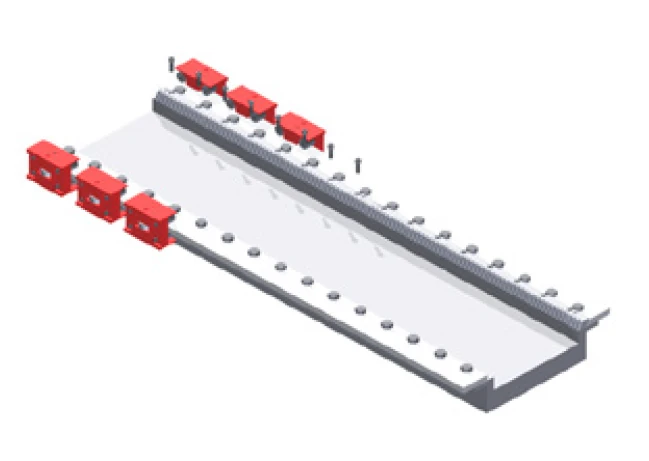
图 4:固定螺钉锁紧完成,螺钉夹具已移除
在安装下一支齿条之前,必须检查已安装齿条的平整度和接合处。 将下一支齿条放置在对应的固定孔上方。
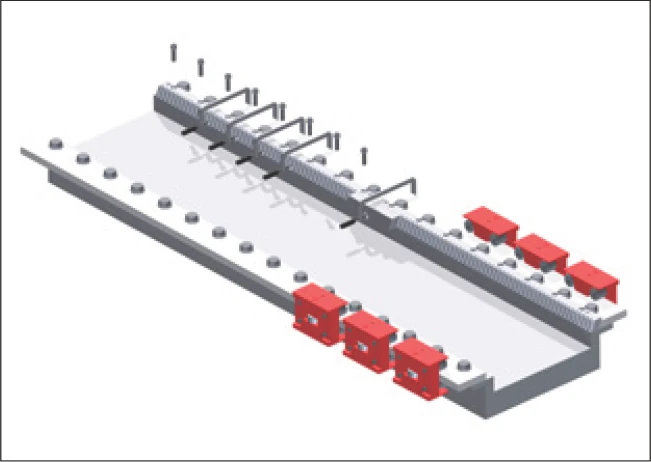
图 5:使用组装治具(BZM)安装下一支齿条
- 安装组装治具(BZM),轻轻夹紧
- 将齿条夹紧到机床底座的固定孔区域
- 沿安装方向插入第一颗固定螺钉
- 沿安装方向以适当扭矩锁紧固定螺钉
- 对剩余的固定螺钉重复上述步骤
- 拆除所有螺钉夹具和组装治具
建议:建议使用螺钉固定胶(如 Loctite 243)来固定螺钉。
齿条连接器可以按任何顺序安装。但如果齿条短于 1 米,则定位销也是必要的。 请确认只有具有相同订单代码的齿条才能用于同一应用。
系统必须沿轴向方向对齐齿条,使得齿轮在越过接合点时不会产生齿距齿距误差。 为此,齿的间距在接合处必须与其余齿条的间距一致, 并在允许的个别齿距误差范围内移动。
组装治具(BZM)应用于安装。这是一段带有配对齿轮的短齿条, 将配对齿轮以正交方式推入齿沟中后用夹具固定。 这样一来,对齐的各齿条段可以轻松地彼此对齐, 至少一组对齐段需稍微沿轴向方向移动。
张力齿轮注意事项
注意:如果扭矩透过张力齿轮或张力系统传递(其中两个齿轮安装在同一齿条上),
整个桥接距离不得超过齿条螺钉的推力。
6.2 跑合精度检查
- 将千分表座安装在机台上
- 将量测滚子放在接合处(A),分别在齿条(B)左右两侧量测, 并使用千分表(C)比较两侧的高度差。容许的高度差取决于齿条的质量等级
- 接合处(B)的高度应在齿条左侧(A)与右侧(C)的上下限之间
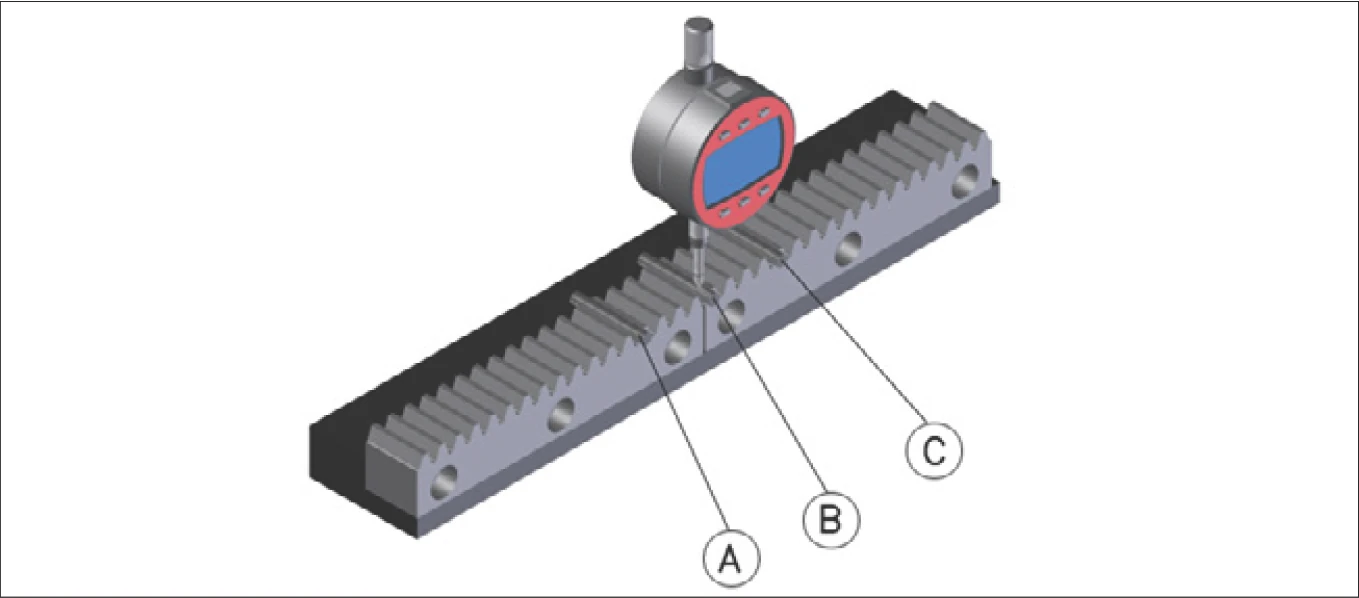
跑合精度量测:A = 接合处, B = 齿条, C = 千分表
- 如果偏差量大,使用铜质锥形冲头将底座上的千分表座对齐, 尽可能进行最小量测,达到所需的高度位置
- 检查接合处成功后,重新夹紧螺钉夹具,再次轻轻锁紧, 并以完整扭矩锁紧圆柱螺钉(参见第 12 章)
- 对其他齿条重复上述步骤
- 拆除螺钉夹具
6.3 销钉定位
1
钻穿机床底座上的齿条固定孔,作为定位销孔。
2
将所有孔铰至定位销的正确公差尺寸(参见第 5.2 节)。
3
使用吸尘器清除残屑。
4
使用圆柱销固定齿条。
建议:建议使用带内螺纹的定位销,以便于日后拆卸(参见第 5.2 节)。
6.4 最终检查
- 如有必要,去除齿条齿面上的油脂
- 使用触碰干燥型油漆涂抹齿面
- 使机台滑座来回移动数次,使齿轮在已涂漆的齿面上运行
- 检查过程中确认齿条移动顺畅
- 在整个行程范围内,能量消耗和运行噪音必须保持一致
- 接合点处不得有撞击感
- 检查涂漆被磨除的区域,以判断齿轮的配合情况
- 使用下方的接触斑纹图来评估齿轮的对齐情况
- 如有必要,调整齿轮的对齐
- 在接合处检查齿条的齿距精度
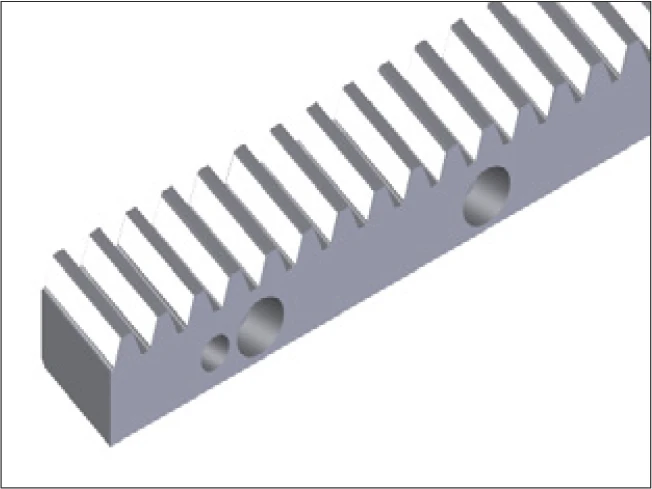
齿面接触斑纹对齐判断
正确(直齿)
正确(斜齿)
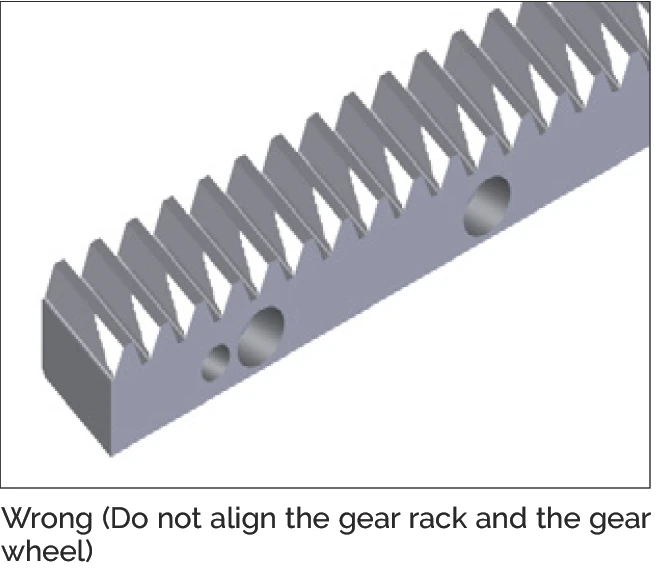
错误 — 齿条与齿轮未对齐
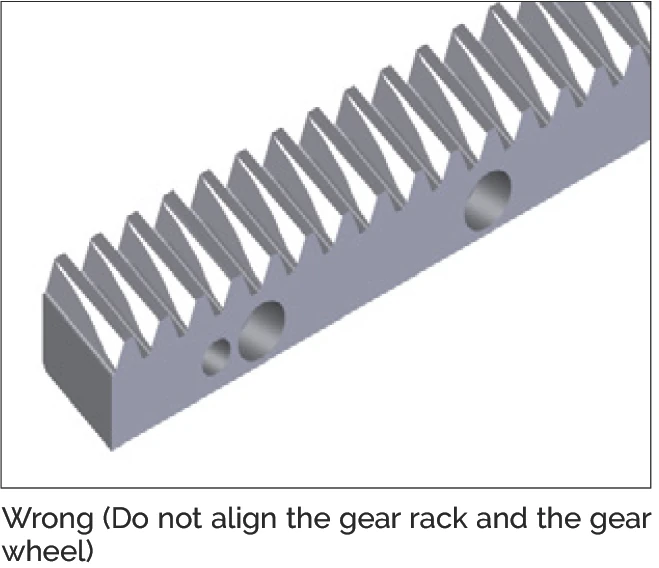
错误 — 齿条与齿轮未对齐