일반 설명
끼워맞춤의 정밀도와 모든 인접 부품의 기하학적으로 정확한 설계는 베어링의 정밀도 요구와 동적 특성에 직접적인 영향을 미칩니다.
최고 요구 사항의 경우, 공차와 끼워맞춤을 그에 맞게 제한해야 합니다.
총 목차 장의 구조 설계 주의사항을 참조하십시오.
표면 거칠기 요구
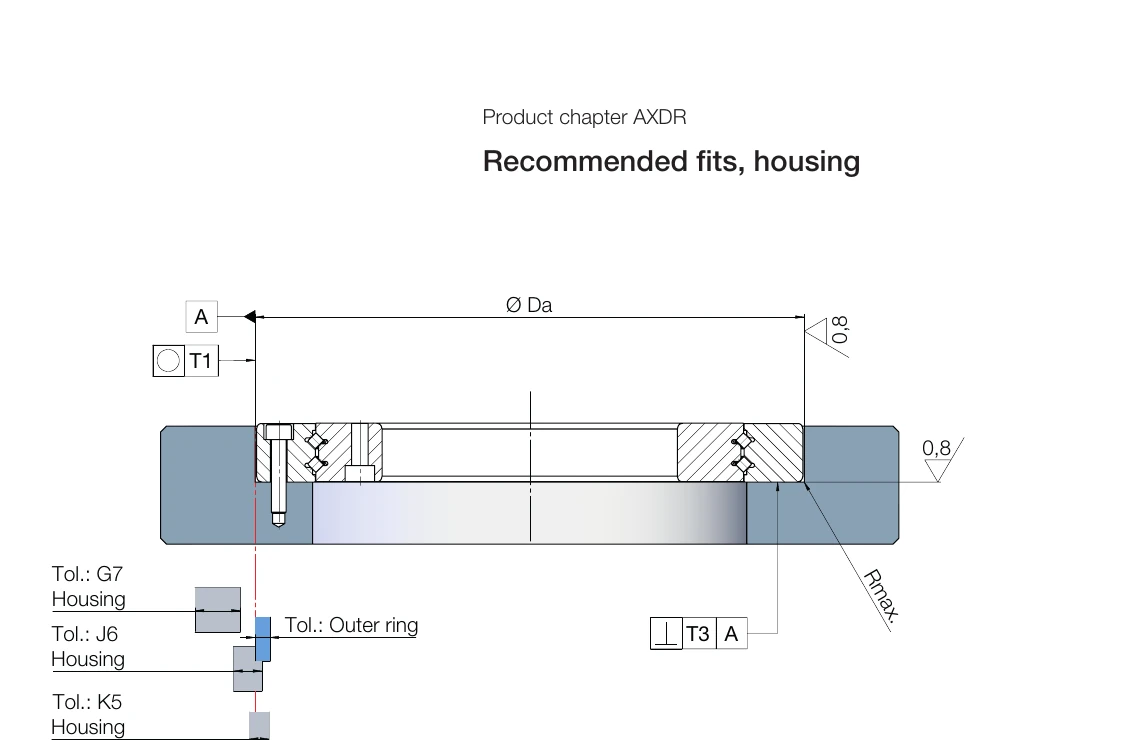
Ra 0.8 μm - 하우징 끼워맞춤면 권장 표면 거칠기
외륜 정지
끼워맞춤 없이 또는 G7 끼워맞춤으로 설계할 수 있습니다. 외륜 외경과 하우징 사이의 클리어런스는 조립을 더 용이하게 합니다.
고동적 요구 시 주의사항
높은 동적 요구 (ndm > 35,000 mm/min, 장시간 운전) 의 경우, 외륜과 하우징 사이에 최소 20 μm의 클리어런스를 유지하여 회전축이 헐거운 끼워맞춤에서 최적 정밀도를 유지할 수 있도록 해야 합니다.
외륜 회전
일반 요구
J6 클리어런스로 회전 하우징을 설계합니다. 여기서 헐거운 끼워맞춤 쪽에 가까운 중간 끼워맞춤이 형성됩니다. 끼워맞춤면은 외륜의 전체 높이에 걸쳐 설계해야 합니다.
최대 정밀도 요구
J6 클리어런스로 회전 하우징을 설계합니다. 또는, 더 좁은 끼워맞춤을 얻기 위해 하우징을 G6 끼워맞춤으로 설계할 수도 있습니다. 이렇게 하면 베어링 외경 공차 범위에 더 쉽게 맞출 수 있어 높은 요구 사항을 충족할 수 있지만, 조립이 더 복잡할 수 있습니다.
높은 요구 사항의 경우, 베어링 외경 공차 범위 내에서 헐거운 끼워맞춤을 0 μm 헐거운 끼워맞춤으로 조정할 수 있습니다.
고동적 특성 요구
높은 회전 속도 (ndm > 35,000 mm/min) 및 장시간 운전의 경우, 억지 끼워맞춤은 5 μm을 초과해서는 안 됩니다.
하우징 끼워 맞춤 공차표
| 형번 | 하우징 Ø Da [mm] | 베어링 외경 공차 범위 [mm] | 외륜 정지 | 외륜 회전 | |||||
|---|---|---|---|---|---|---|---|---|---|
| 하우징 공차 범위 G7 [mm] | T1, T3 [μm] | 하우징 공차 범위 J6 [mm] | 하우징 공차 범위 G6 [mm] | T1 진원도 [μm] | T2 평행도 [μm] | T3 직각도 [μm] | |||
| AXDR 80 | 146 | 0 / -0.014 | +0.048 / +0.012 | 6 | +0.018 / -0.007 | +0.020 / -0.005 | 4 | 2 | 4 |
| AXDR 100 | 190 | 0 / -0.017 | +0.054 / +0.014 | 7 | +0.022 / -0.007 | +0.025 / -0.004 | 5 | 2.5 | 5 |
| AXDR 120 | 210 | 0 / -0.018 | +0.061 / +0.015 | 8 | +0.022 / -0.007 | +0.025 / -0.004 | 5 | 2.5 | 5 |
| AXDR 150 | 240 | 0 / -0.020 | +0.061 / +0.015 | 10 | +0.022 / -0.007 | +0.025 / -0.004 | 5 | 2.5 | 5 |
| AXDR 160 | 260 | 0 / -0.020 | +0.069 / +0.017 | 10 | +0.025 / -0.007 | +0.029 / -0.003 | 6 | 3 | 6 |
| AXDR 180 | 295 | 0 / -0.023 | +0.069 / +0.017 | 12 | +0.025 / -0.007 | +0.029 / -0.003 | 6 | 3 | 6 |
| AXDR 200 | 320 | 0 / -0.025 | +0.075 / +0.018 | 13 | +0.029 / -0.007 | +0.033 / -0.003 | 7 | 3.5 | 7 |
| AXDR 210 | 320 | 0 / -0.025 | +0.075 / +0.018 | 13 | +0.029 / -0.007 | +0.033 / -0.003 | 7 | 3.5 | 7 |
| AXDR 260 | 385 | 0 / -0.027 | +0.075 / +0.018 | 15 | +0.029 / -0.007 | +0.033 / -0.003 | 8 | 4 | 8 |
| AXDR 325 | 450 | 0 / -0.030 | +0.083 / +0.020 | 17 | +0.033 / -0.007 | +0.037 / -0.003 | 9 | 4.5 | 9 |
| AXDR 350 | 500 | 0 / -0.032 | +0.092 / +0.022 | 18 | +0.034 / -0.010 | +0.040 / -0.004 | 10 | 5 | 10 |
| AXDR 395 | 540 | 0 / -0.035 | +0.092 / +0.022 | 19 | +0.034 / -0.010 | +0.040 / -0.004 | 10 | 5 | 10 |
| AXDR 460 | 620 | 0 / -0.040 | +0.100 / +0.024 | 21 | +0.036 / -0.012 | +0.044 / -0.004 | 11 | 5.5 | 11 |
| AXDR 580 | 750 | 0 / -0.045 | +0.108 / +0.026 | 24 | +0.040 / -0.012 | +0.048 / -0.004 | 13 | 6.5 | 13 |
| AXDR 650 | 850 | 0 / -0.050 | +0.116 / +0.028 | 26 | +0.044 / -0.012 | +0.052 / -0.004 | 15 | 7 | 15 |
주의사항
중요: 하우징 표면 품질
- 표면 거칠기: Ra ≤ 0.8 μm
- 진원도: 해당 형번 요구 참조 (상기 표 참조)
- 평행도: 공차 범위 내에 있어야 합니다
- 직각도: 하우징 바닥면과 하우징 내경의 직각도가 매우 중요합니다
- 상기 데이터는 권장값이며, 실제 응용에서 구체적 상황에 따라 조정이 필요할 수 있습니다
- 고정밀 응용에서는 더 엄격한 공차가 필요할 수 있습니다
- 하우징은 세척하고 버가 없는지 검사해야 합니다
- 하우징 변형을 방지하기 위해 충분한 하우징 벽 두께를 확보해야 합니다
- myonic AXDR 베어링의 내경과 외경은 모두 P5/DIN 620 표준에 따라 생산됩니다