7 용어 및 정의
7.1 인터페이스 모듈
인터페이스 모듈에서 센서 데이터는 표준화된 아날로그 신호(1 Vpp) 또는 표준화된 디지털 신호(TTL)로 변환됩니다.
- 신호가 증폭됩니다
- 사인 및 코사인 신호 간의 위상 오차가 보정됩니다
- 오프셋이 보상됩니다
디지털 인터페이스 모듈에는 아날로그 신호를 디지털 신호로 변환하는 보간기도 포함되어 있습니다. 자세한 정보는 제 6.2절 "보간"을 참조하십시오.
7.1.1 아날로그 및 디지털 인터페이스 모듈 비교
| 디지털 | 아날로그 | |
|---|---|---|
| 기호 | D | A |
| 장점 |
|
|
| 단점 | 고속 및 고분해능 시 매우 높은 주파수 발생 | 고객 현장에서 재교정이 불가능하여, 결함 발생 시 전체 시스템(가이드 레일 및 인터페이스 모듈)을 교체해야 함 |






7.2 정밀도 등급
정밀도 등급은 규정된 운전 조건에서 시스템의 최대 예상 측정 편차를 지정합니다. 정밀도 등급이 3 μm인 거리 측정 시스템은 ± 3 μm의 편차를 허용합니다.
7.3 반복 정밀도
측정 시스템의 단방향 반복 정밀도는 일반적으로 특정 시스템이 완전히 동일한 환경 조건에서 측정 결과를 반복하는 능력을 의미합니다. 이를 평가할 때 측정 편차를 알고 있어야 하며, 분석에 반영해야 합니다.
특정 이동 속도에서 축 위치의 반복 정밀도는 여러 차례 측정의 산술 평균과 표준 편차를 계산하는 간단한 방법으로 결정할 수 있습니다.
7.4 기준점 설정
증분식 측정 시스템은 전원 투입 후 정확한 위치를 결정할 수 없습니다. 이러한 이유로 증분 트랙 옆에 기준 트랙이라는 별도의 트랙이 추가됩니다. 기준 트랙에는 하나 또는 여러 개의 기준점을 표시할 수 있습니다.
시스템의 기준점을 설정하려면 캐리지의 기준 스트로크가 필요합니다. 축은 일반적으로 한 방향으로 기계적 정지점까지 이동합니다. 거기서부터 축은 기준 마크를 지날 때까지 반대 방향으로 이동합니다. 일반적으로 등간격 기준 마크는 항상 같은 방향(단방향)에서 접근합니다.
그런 다음 컨트롤러는 기준 신호를 사용하여 내부 카운터를 지정된 값으로 수정할 수 있습니다. 아날로그 인터페이스 모듈의 경우, 컨트롤러는 증분 신호의 미리 정의된 위치(일반적으로 SIN = COS이고 두 값 모두 0보다 큰 위치)와 REF = "HIGH"를 기준 위치로 인식합니다.
7.5 주기 편차
모든 증분식 거리 측정 시스템은 주기 편차의 영향을 받으며, 그 파장은 눈금 간격 또는 그 분수에 정확히 대응합니다. 이 주기 편차는 단파 편차(SWD)라고도 하며, 센서 시스템 또는 전자 신호 처리의 미세한 편차로 인해 발생합니다. 이는 사인 및 코사인 신호가 수학적으로 정확한 형태에서 벗어난다는 것을 의미합니다. 편차는 배열(고조파)에 따라 분류할 수 있습니다.
| SWD 주기 | 편차 발생 원인 |
|---|---|
| 1 신호 주기 | 사인/코사인 오프셋 |
| 1/2 신호 주기 | 사인과 코사인의 진폭이 다름 |
| 1/3 ~ 1/8 신호 주기 | 센서가 사인파 형태와 근본적으로 다른 신호를 출력 |
7.5.1 보간 오차
주기 편차가 디지털화 및 위치 계산 과정에서만 발생하는 경우, 이를 보간 오차라고 합니다.
7.6 비교기 오차
비교기 오차는 아베 오차(Abbe error)라고도 하며, 길이 표준의 축선과 거리 표준의 축선이 일치하지 않을 때 발생하는 체계적 편차입니다. 편차의 원인은 축 설계에서의 미세한 회전 운동이며, 이러한 운동이 측정 결과에 영향을 미칩니다.
7.7 샘플링 레이트
샘플링 레이트는 단위 시간 간격당 아날로그 신호를 샘플링하는 주파수를 나타냅니다. 일반적으로 시간 간격은 1초이므로 샘플링 레이트의 단위는 Hz입니다. 나이퀴스트-섀넌 샘플링 정리에 따라, 원래 신호를 완전히 재현하려면 샘플링 주파수가 원래 신호 주파수의 최소 2배 이상이어야 합니다.
7.8 단일 단자 신호 전송
단일 단자 신호 전송에서는 전압이 기준 전위(전기 접지)에 대해 변화합니다. 이는 간단하고 편리한 데이터 전송 방식으로, 각 신호당 하나의 도선만 필요합니다.
단점은 간섭에 대한 감수성이 상대적으로 높다는 것입니다. 따라서 이 신호 전송 방식은 짧은 거리와 낮은 속도에서만 사용해야 합니다.
7.9 차동 신호 전송
차동 신호 전송에서는 전기 접지를 기준으로 하지 않고 전압 차이로 신호를 나타냅니다. 단일 신호 도선 대신 한 쌍의 도선이 사용됩니다. 한 도선은 신호를 전달하고, 다른 도선은 그 역상 신호를 전달합니다. 그런 다음 컨트롤러가 두 신호의 차이를 합성하여 소위 차동 신호를 생성합니다(예: A+ 및 A- 신호가 A가 됨).
차동 신호 전송은 간섭에 대한 내성이 더 높기 때문에 대부분의 응용 분야에서 더 나은 솔루션입니다. 두 도선에 결합되는 간섭은 거의 동일하므로, 차이를 생성할 때 간섭이 거의 제거됩니다.
RS422 표준(차동)은 더 긴 거리와 더 높은 전송률을 위해 특별히 개발되었습니다.
7.10 이동 방향
이동 방향은 전기 신호의 위상 관계에서 판독할 수 있습니다. 방향에 따라 하나의 신호가 다른 신호보다 앞서거나 뒤처집니다.
디지털 인터페이스 모듈: 캐리지가 플렉시블 센서 프린트 방향으로 이동하면, 채널 A의 신호가 채널 B보다 90° 앞섭니다. 이를 통해 컨트롤러는 양의 이동 방향을 인식하며, 카운터가 증가합니다. 반대 방향으로 이동하면 채널 A의 신호가 채널 B보다 90° 뒤처집니다. 카운터가 감소합니다.
아날로그 인터페이스 모듈: 카운트 방향이 반대입니다.
8 적용 참고사항
8.1 MINISCALE PLUS 측정 시스템의 운전 조건
MINISCALE PLUS는 개방형 광학 측정 시스템을 갖추고 있습니다. 모든 광학 측정 시스템과 마찬가지로, 먼지 등의 오염물은 시스템 작동에 지장을 줍니다. 따라서 공정 운전 중 먼지, 칩, 입자 또는 액체가 발생할 것으로 예상되는 용도에는 MINISCALE PLUS를 사용하지 않는 것이 좋습니다. 치수 스케일의 큰 흠집이나 기타 유형의 손상도 마찬가지로 유해합니다.
일반적으로 MINISCALE PLUS는 클린 환경에서의 사용에 가장 적합합니다. 일반적으로 다른 광학 장비가 사용되거나 클린 환경이 존재하는 상황에 적합합니다.
이러한 점에서 MINISCALE PLUS는 보다 열악한 환경용으로 특별히 설계된 AMS 거리 측정 시스템과 다릅니다.
8.2 MINISCALE PLUS의 EMC 특성
MINISCALE PLUS 및 액세서리는 EN 61000 표준에 따라 테스트되었습니다. 테스트 결과에 따르면 MINISCALE PLUS는 해당 표준의 요구사항을 충족합니다. 그러나 이것이 특정 적용 사례에서 원치 않는 전자기 간섭의 가능성을 배제하는 것은 아닙니다. 관련 EMC 설계 실무의 준수가 항상 필요합니다.
8.3 MINISCALE PLUS에 대한 자기장 영향
정적 자기장은 MINISCALE PLUS에 영향을 미치지 않습니다. 교번 자기장의 경우, 케이블 배치에 따라 유도 효과가 발생할 수 있습니다.
9 문제 해결
9.1 디지털 인터페이스 모듈의 교정
교정은 디지털 인터페이스 모듈이 이후에 별도로 납품된 경우에만 필요합니다! 아날로그 인터페이스 모듈은 고객이 교정할 수 없습니다.
교정 절차:
- MINISCALE PLUS의 전원을 켭니다
- 교정 버튼 A를 누른 상태로 유지합니다
- 전체 스트로크 길이를 따라 가이드 레일을 천천히 이동합니다(4~5회)
- 교정 버튼을 놓습니다
- MINISCALE PLUS를 리셋합니다(= 전원을 끄고 다시 켬)
- 전체 스트로크 길이를 따라 가이드 레일을 이동하여 녹색 LED만 점등되는지 확인합니다
- 적색 LED가 점등되면 교정 절차를 반복해야 합니다
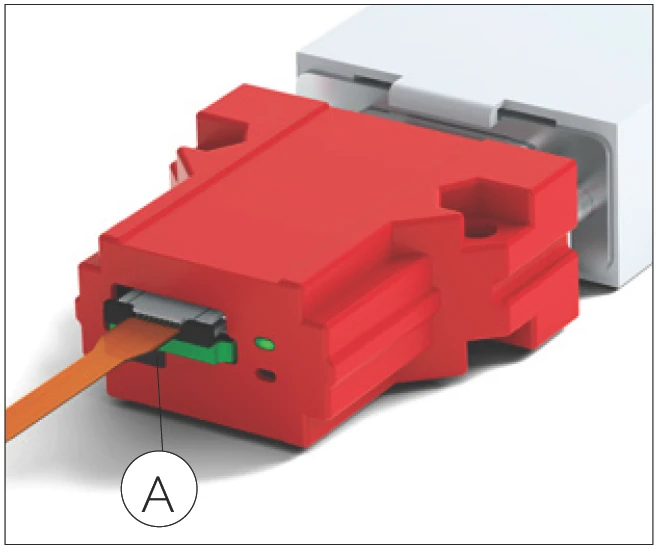
하우징 포함 인터페이스 모듈
A 교정 버튼
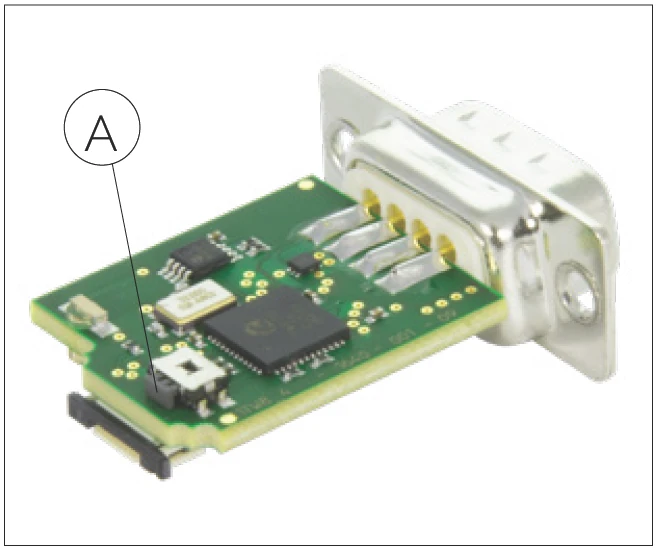
하우징 없는 인터페이스 모듈
A 교정 버튼
9.2 오류 설명
| 오류 현상 | 가능한 원인 | 해결 방법 |
|---|---|---|
| 인터페이스 모듈의 녹색 LED 미점등 | 인터페이스 모듈에 공급 전압이 없거나 공급 전압이 올바르지 않음 | 공급 전압 확인(+5V DC) |
| 고객 제공 케이블의 핀 배치가 올바르지 않음 | 핀 배치 확인 | |
| D-Sub 9 또는 Micro Match 커넥터가 올바르게 연결되지 않음 | 연결 상태 확인 | |
| MINISCALE PLUS가 부적절한 취급(ESD 요구사항 미준수)으로 손상됨 | MINISCALE PLUS 교체 | |
| 인터페이스 모듈의 적색 LED 점등 | 인터페이스 모듈의 공급 전압이 올바르지 않음 | 공급 전압 확인(+5V DC) |
| 플렉시블 센서 프린트가 인터페이스 모듈에 연결되지 않음 | 플렉시블 센서 프린트 연결 | |
| 플렉시블 센서 프린트가 인터페이스 모듈에 올바르게 연결되지 않음. 접촉면이 180° 뒤집어져 있음 | 플렉시블 센서 프린트를 180° 회전 | |
| 플렉시블 센서 프린트가 ZIF 커넥터에 완전히 삽입되지 않음 | 연결 상태 확인 | |
| 플렉시블 센서 프린트가 손상되었거나 꺾임(예: 접점의 미세 균열) | MINISCALE PLUS 교체 | |
| MINISCALE PLUS가 부적절한 취급(ESD 요구사항 미준수)으로 손상됨 | MINISCALE PLUS 교체 | |
| 센서 입력 신호가 정상 범위를 벗어남(예: 치수 스케일 오염) | 제 3.3절에 설명된 대로 치수 스케일 세척 및 코팅 디지털 시스템의 경우 재교정 가능(제 9.1절 참조) | |
| 적색 LED 미약 점등 | "ERR NOT" 출력이 저임피던스 입력에 연결되어 소량의 전류가 LED를 통해 흐름 | "ERR NOT" 출력을 고임피던스 입력에 연결하거나 미약 점등 LED를 무시 |
| 위치 정보와 이동 거리 불일치 | 고객 컨트롤러의 최대 입력 주파수 초과 | 이동 속도 또는 분해능 감소 |
| 고객 컨트롤러에서 분해능 설정이 올바르지 않음 | 고객 컨트롤러의 설정 조정 | |
| 에지 카운팅 배율이 너무 낮음 | 고객 컨트롤러에서 X4 에지 카운팅 설정 | |
| 전자기 간섭 | EMC 보호 조치 실시: 차폐된 트위스트 페어 케이블 사용, 모터 케이블과 제어 케이블 분리 배선 등 | |
| 플렉시블 센서 프린트가 손상되었거나 꺾임(예: 접점의 미세 균열) | MINISCALE PLUS 교체 | |
| 치수 스케일이 매우 오염됨 | 제 3.3절에 설명된 대로 치수 스케일 세척 및 코팅; 필요 시 시스템 교체 | |
| 디지털 인터페이스 모듈 오작동 | 최대 속도 3.2 m/s 초과(0.1 μm 분해능 시) | 속도를 3.2 m/s로 제한하거나 분해능 감소 |
| 인터페이스 모듈의 번호가 MINISCALE PLUS 캐리지 번호와 일치하지 않음 | 인터페이스 모듈과 가이드 레일의 매칭 확인 | |
| 제 9.1절에 따라 교정 실시 시스템을 SCHNEEBERGER에 반송 | ||
| 아날로그 인터페이스 모듈 오작동 | 인터페이스 모듈의 번호가 MINISCALE PLUS 캐리지 번호와 일치하지 않음 | 인터페이스 모듈과 가이드 레일의 매칭 확인 |
| 교정을 위해 시스템을 SCHNEEBERGER에 반송 | ||
| 기준 마크 미감지 | 기준 마크를 통과하지 않음 | 이동 거리 조정 |
| 가이드 레일 오염 | 제 3.3절에 설명된 대로 치수 스케일 세척 및 코팅 | |
| 시스템을 SCHNEEBERGER에 반송 | ||
| Heilig & Schwab USB 카운터의 위치 표시 오류 | 아날로그: 보간기의 고정 보간 배율이 256이므로 분해능이 0.39 μm임 | 해당 분해능으로 계산 |
| 디지털 입력의 최대 입력 주파수가 500 kHz이므로, 0.1 μm 분해능에서 속도가 0.2 m/s(카운터 026) 또는 0.4 m/s(카운터 046)로 제한됨 | 속도 또는 분해능 감소 | |
| 기타 오류 | 추가 조사 필요 | SCHNEEBERGER에 문의 |