끼워맞춤 정밀도의 중요성
끼워맞춤 정밀도와 모든 연결 부품의 기하학적으로 정확한 설계는 베어링 기능에 매우 중요합니다. 주변 구조의 오차는 마찰 토크를 현저히 증가시킵니다.
각 베어링에 첨부된 검사 성적서에서 실제 베어링 내경 치수를 확인할 수 있습니다.
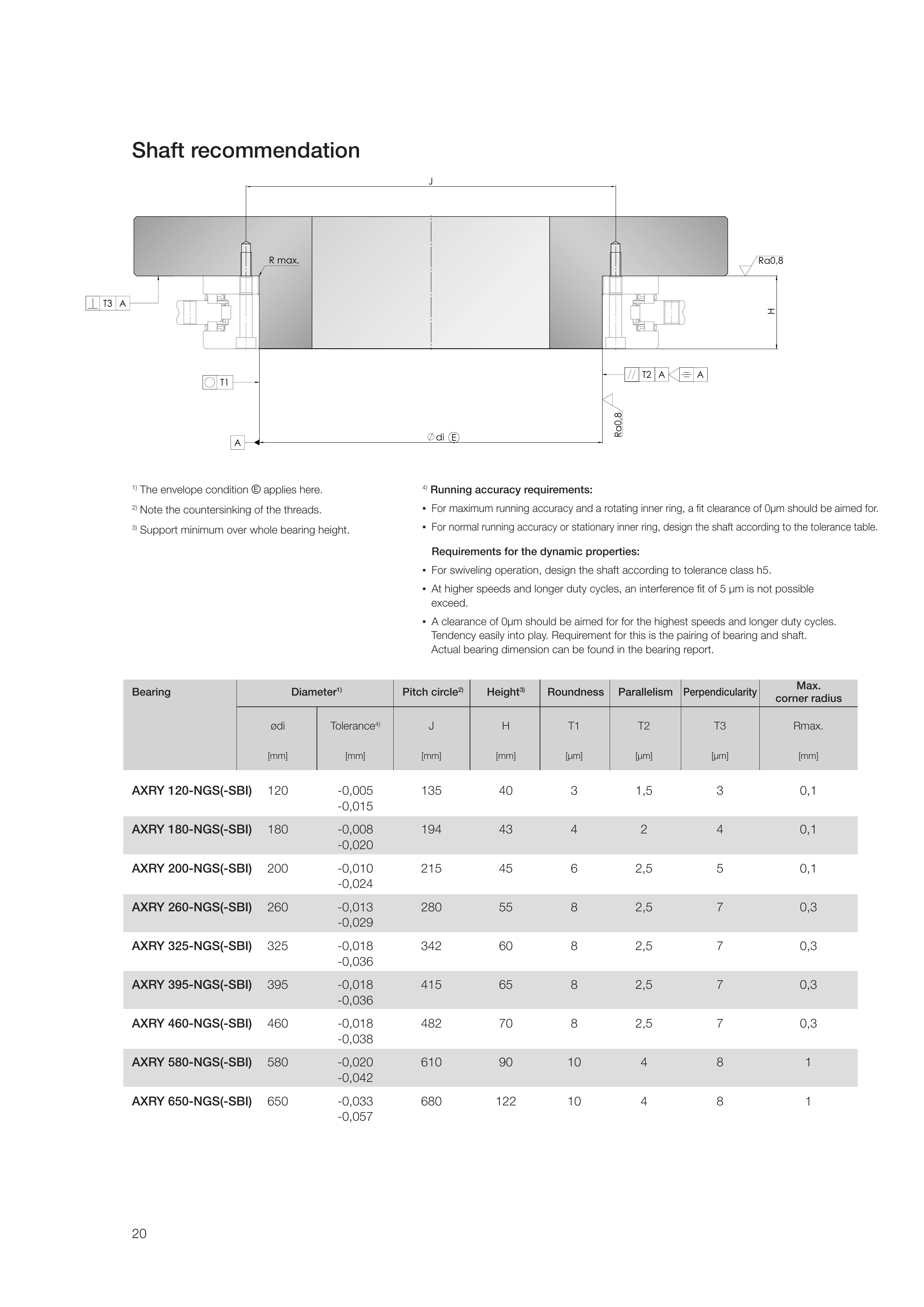
축 치수 개략도
설계 주의사항
중요 설명
- 포락 조건 적용 - 치수 공차에 형상 공차 요구 포함
- 나사 카운터보어 - 축 숄더의 나사 구멍에 카운터보어 처리 필요
- 최소 지지 요구 - 축은 전체 베어링 높이에 걸쳐 전면 지지를 제공해야 합니다
- 표면 거칠기 - Ra 0.8 μm (끼워맞춤면)
내륜 회전 (NGS 시리즈)
축 직경 설계는 아래 공차표의 사양에 따라 진행해야 합니다.
고정밀 응용
최고 주행 정밀도를 달성하려면 헐거운 끼워맞춤이 0에 근접해야 합니다. 이를 통해 레이디얼 런아웃 증가를 방지할 수 있습니다.
정밀도 권장
끼워맞춤 클리어런스를 0 μm에 가깝게 제어하여 클리어런스로 인한 레이디얼 런아웃 증가를 방지해야 합니다.
고속 장기간 운전
장기간 운전의 한계 속도를 달성하려면 억지 끼워맞춤이 0.005 mm를 초과해서는 안 됩니다.
고속 응용 주의사항
과잉량을 ≤ 5 μm (0.005 mm)으로 제어하여 과도한 예압 증가와 마찰 발열을 방지해야 합니다. 과도한 억지 끼워맞춤은 베어링 온도 상승을 초래하여 사용 수명을 단축시킵니다.
내륜 정지 (NGS-SBI 시리즈)
축 직경 설계는 아래 공차표의 사양에 따라 진행해야 합니다.
전면 지지 요구
정지축의 베어링 내륜은 전면 지지가 필요합니다. 축은 전체 베어링 높이 범위 내에서 완전한 지지면을 제공해야 합니다.
축 끼워 맞춤 공차표
다음은 각 치수 AXRY-NGS (NGS-SBI) 베어링의 축 끼워 맞춤 권장값입니다:
| 형번 | di [mm] | 공차 [mm] | J [mm] | H [mm] | T1 [μm] | T2 [μm] | T3 [μm] | Rmax [mm] |
|---|---|---|---|---|---|---|---|---|
| AXRY 120-NGS (-SBI) | 120 | -0.005 / -0.015 | 135 | 40 | 3 | 1.5 | 3 | 0.1 |
| AXRY 180-NGS (-SBI) | 180 | -0.008 / -0.020 | 194 | 43 | 4 | 2 | 4 | 0.1 |
| AXRY 200-NGS (-SBI) | 200 | -0.010 / -0.024 | 215 | 45 | 6 | 2.5 | 5 | 0.1 |
| AXRY 260-NGS (-SBI) | 260 | -0.010 / -0.024 | 280 | 50 | 6 | 3 | 5 | 0.1 |
| AXRY 325-NGS (-SBI) | 325 | -0.012 / -0.028 | 349 | 56 | 7 | 3.5 | 6 | 0.1 |
| AXRY 395-NGS (-SBI) | 395 | -0.012 / -0.028 | 422 | 60 | 8 | 4 | 7 | 0.15 |
| AXRY 460-NGS (-SBI) | 460 | -0.014 / -0.032 | 490 | 65 | 8 | 4 | 7 | 0.15 |
| AXRY 580-NGS (-SBI) | 580 | -0.016 / -0.036 | 615 | 78 | 10 | 5 | 8 | 0.15 |
| AXRY 650-NGS (-SBI) | 650 | -0.018 / -0.040 | 690 | 88 | 10 | 5 | 8 | 0.2 |
치수 기호 설명
- di - 베어링 내경
- 공차 - 축 직경 공차 범위
- J - 축 숄더 직경
- H - 베어링 시트 높이
- T1 - 진원도 공차
- T2 - 원통도 공차
- T3 - 직각도 공차
- Rmax - 최대 필릿 반경
관련 섹션
- 하우징 끼워 맞춤 권장 - 하우징 끼워 맞춤 공차 선택
- 주변 구조 설계 - 설계 원칙과 정밀도 요구
- 베어링 시운전 - 브레이크인 및 검증 절차