6. 설치
6.1 첫 번째 및 후속 기어 랙 설치
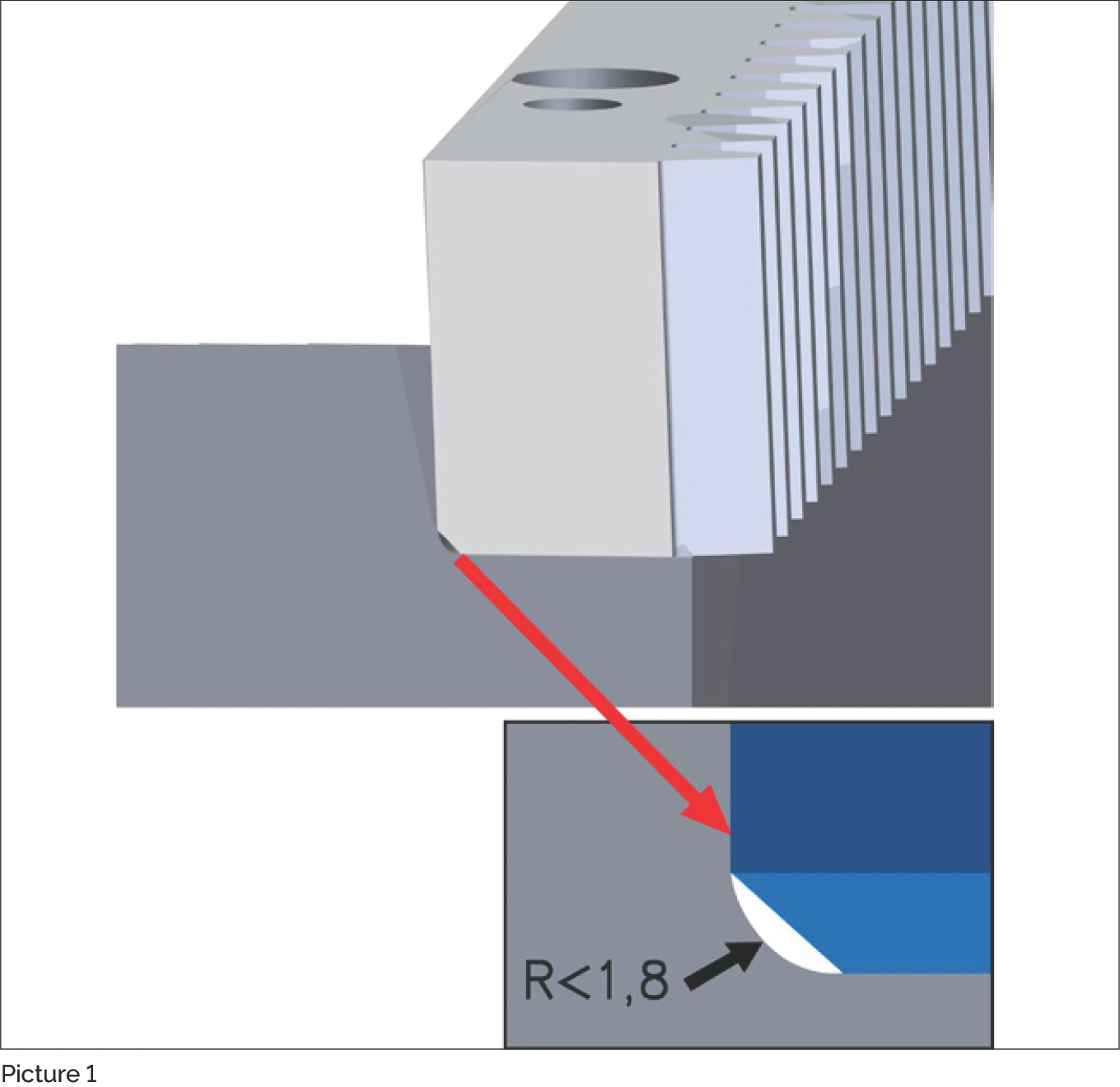
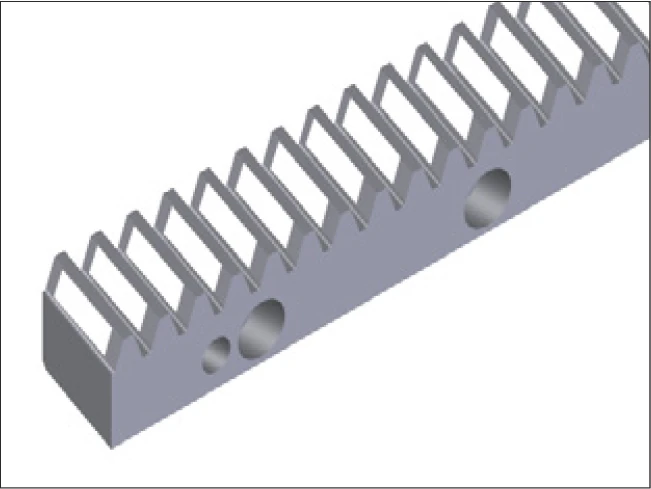
그림 1: 기어 랙 설치면과 접촉면 사이의 모따기 (R<1.8)
기어 랙은 설치면과 접촉면 사이에 모따기가 있어(그림 1), 공작기계 베이스에 최대한 평탄하게 밀착됩니다.
스토퍼와 가이드 블록을 먼저 정렬하면 기어 랙을 최적으로 위치시킬 수 있습니다. 첫 번째 기어 랙을 공작기계 베이스에 설치하고 중심을 맞춘 다음, 나사 클램프를 사용하여 설치면에 고정합니다(그림 2).
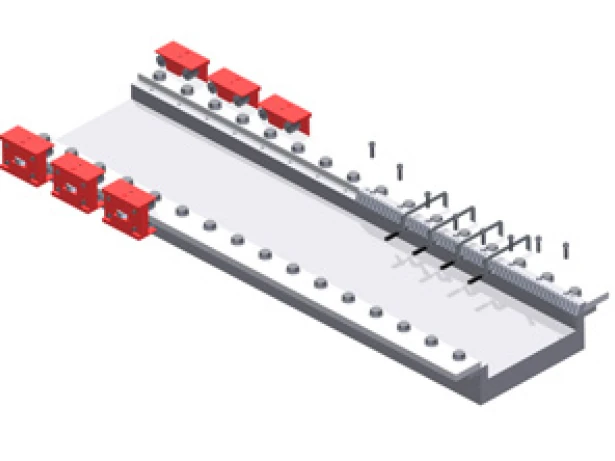
그림 2: 나사 클램프로 첫 번째 기어 랙 고정
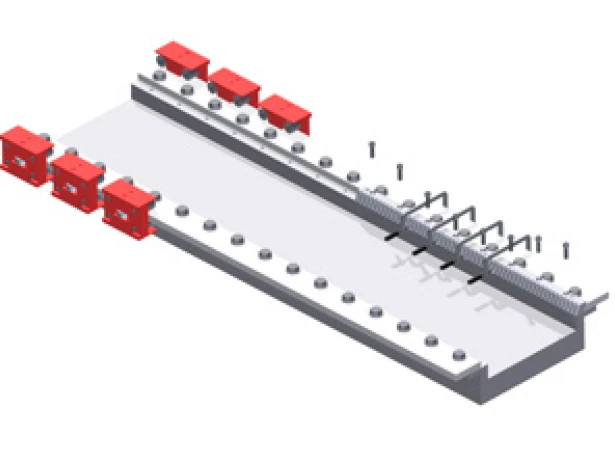
그림 3: 고정 나사 삽입
- 고정 나사를 삽입하되, 완전히 체결하지 마십시오
- 기어 랙의 접촉면을 공작기계 가이드 레일에 정렬합니다
- 중앙에서 바깥쪽으로 순서대로 적절한 토크로 고정 나사를 체결합니다 (토크 값은 제12장 참조)
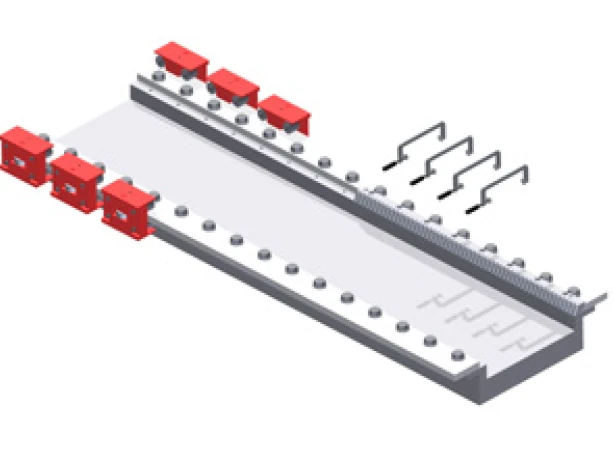
그림 3 (계속): 고정 나사 삽입 완료
나머지 원통 나사에 대해 위 과정을 반복합니다. 완료 후 나사 클램프를 제거할 수 있습니다.
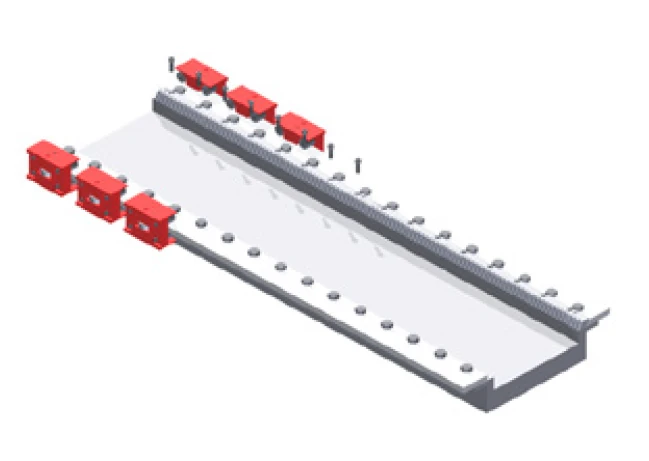
그림 4: 고정 나사 체결 완료, 나사 클램프 제거 후
다음 기어 랙을 설치하기 전에, 이미 설치된 기어 랙의 평탄도 및 접합부를 검사해야 합니다. 다음 기어 랙을 해당 고정 구멍 위에 놓습니다.
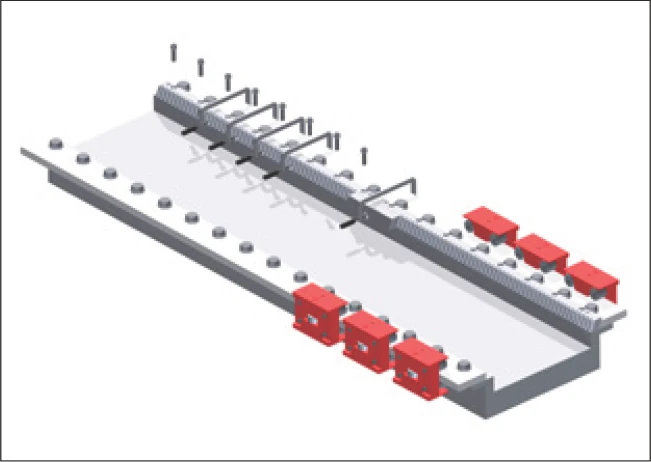
그림 5: 조립 지그(BZM)를 사용한 다음 기어 랙 설치
- 조립 지그(BZM)를 설치하고, 가볍게 클램핑합니다
- 기어 랙을 공작기계 베이스의 고정 구멍 영역에 클램핑합니다
- 설치 방향을 따라 첫 번째 고정 나사를 삽입합니다
- 설치 방향을 따라 적절한 토크로 고정 나사를 체결합니다
- 나머지 고정 나사에 대해 위 과정을 반복합니다
- 모든 나사 클램프와 조립 지그를 제거합니다
기어 랙 커넥터는 임의의 순서로 설치할 수 있습니다. 단, 기어 랙이 1미터 미만인 경우 다웰 핀도 필요합니다. 동일한 주문 코드를 가진 기어 랙만 동일 용도에 사용할 수 있는지 확인하십시오.
시스템은 축 방향으로 기어 랙을 정렬하여 기어가 접합점을 통과할 때 피치 오차가 발생하지 않도록 해야 합니다. 이를 위해 접합부에서의 치간 간격은 나머지 기어 랙의 간격과 일치해야 하며, 허용 가능한 개별 피치 오차 범위 내에서 이동해야 합니다.
조립 지그(BZM)는 설치에 사용됩니다. 이것은 맞물리는 기어가 있는 짧은 기어 랙으로, 맞물리는 기어를 직각 방향으로 치형 홈에 밀어 넣고 클램프로 고정합니다. 이렇게 하면 정렬된 각 기어 랙 구간을 서로 쉽게 정렬할 수 있으며, 최소한 하나의 정렬 구간을 축 방향으로 약간 이동시켜야 합니다.
장력 기어 주의사항
6.2 주행 정밀도 검사
- 다이얼 게이지 홀더를 기계 테이블에 설치합니다
- 측정 롤러를 접합부(A)에 놓고, 기어 랙(B) 좌우 양쪽에서 각각 측정하여 다이얼 게이지(C)로 양쪽의 높이 차이를 비교합니다. 허용 높이 차이는 기어 랙의 품질 등급에 따라 달라집니다
- 접합부(B)의 높이는 기어 랙 좌측(A)과 우측(C)의 상한 및 하한 사이에 있어야 합니다
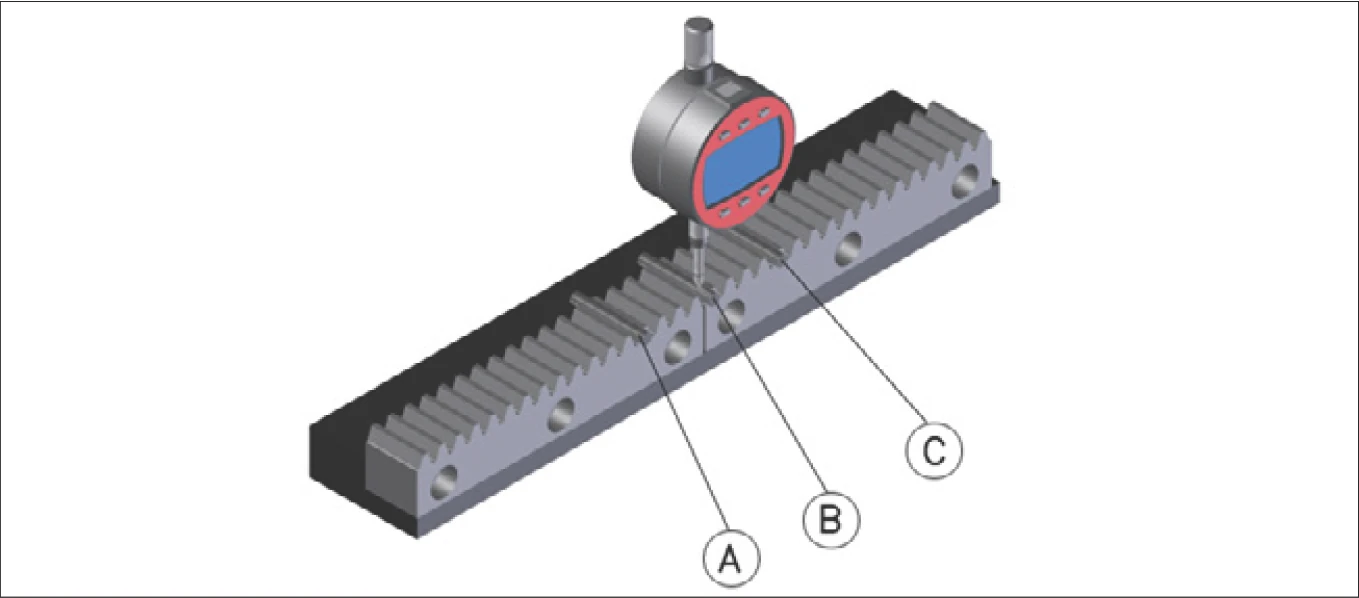
주행 정밀도 측정: A = 접합부, B = 기어 랙, C = 다이얼 게이지
- 편차가 큰 경우, 구리 테이퍼 펀치를 사용하여 베이스의 다이얼 게이지 홀더를 정렬하고, 가능한 한 최소한의 측정으로 필요한 높이 위치에 도달합니다
- 접합부 검사가 성공한 후, 나사 클램프를 다시 장착하고 가볍게 체결한 다음, 원통 나사를 최종 토크로 체결합니다(제12장 참조)
- 다른 기어 랙에 대해 위 과정을 반복합니다
- 나사 클램프를 제거합니다
6.3 핀 고정
공작기계 베이스에 있는 기어 랙 고정 구멍을 관통 드릴링하여 다웰 핀 구멍으로 사용합니다.
모든 구멍을 다웰 핀의 올바른 공차 치수로 리밍합니다(제5.2절 참조).
진공 청소기로 잔여물을 제거합니다.
원통 핀을 사용하여 기어 랙을 고정합니다.
6.4 최종 검사
- 필요 시 기어 랙 치면의 그리스를 제거합니다
- 접촉 건조형 도료를 치면에 도포합니다
- 기계 테이블 슬라이드를 여러 차례 왕복시켜 기어가 도료가 도포된 치면 위를 주행하도록 합니다
- 검사 과정에서 기어 랙이 원활하게 이동하는지 확인합니다
- 전체 스트로크 범위에서 에너지 소비 및 운전 소음이 일정해야 합니다
- 접합점에서 충격감이 있어서는 안 됩니다
- 도료가 제거된 영역을 검사하여 기어의 맞물림 상태를 판단합니다
- 아래의 접촉 패턴 그림을 사용하여 기어의 정렬 상태를 평가합니다
- 필요 시 기어의 정렬을 조정합니다
- 접합부에서 기어 랙의 피치 정밀도를 검사합니다
치면 접촉 패턴 정렬 판단
올바름 (직선 치형)
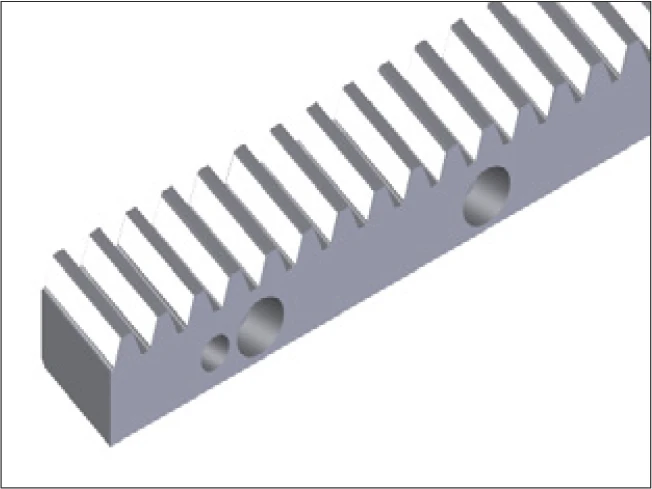
올바름 (헬리컬 치형)
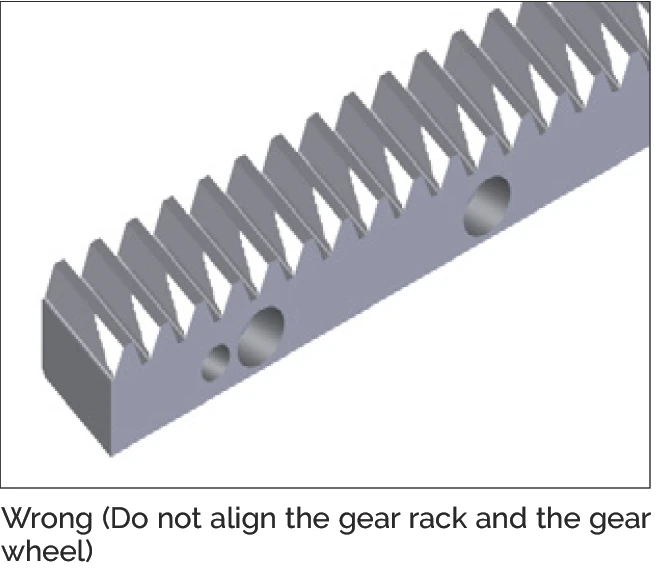
잘못됨 -- 기어 랙과 기어 미정렬
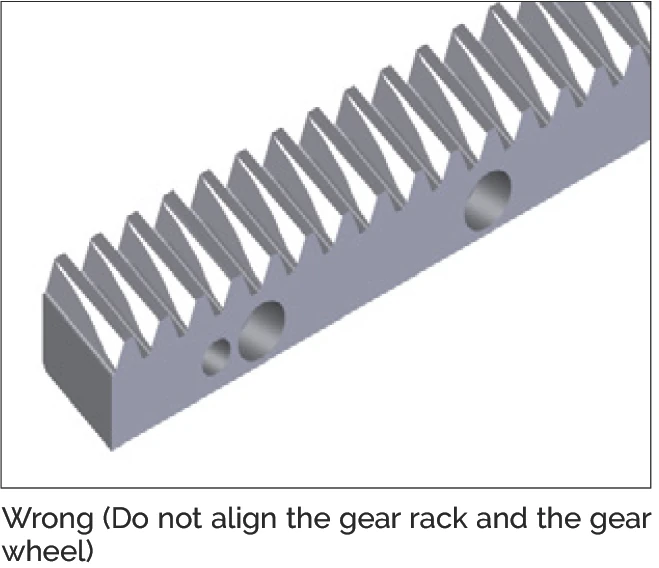
잘못됨 -- 기어 랙과 기어 미정렬