Thông tin chung
Độ chính xác của lắp ghép và thiết kế hình học đúng của tất cả các linh kiện lân cận có ảnh hưởng trực tiếp đến yêu cầu độ chính xác và đặc tính động học của ổ lăn.
Trong trường hợp yêu cầu cao nhất, dung sai và lắp ghép nên được hạn chế tương ứng.
Vui lòng tham khảo các lưu ý thiết kế kết cấu trong chương danh mục tổng quát.
Yêu cầu Độ nhám bề mặt
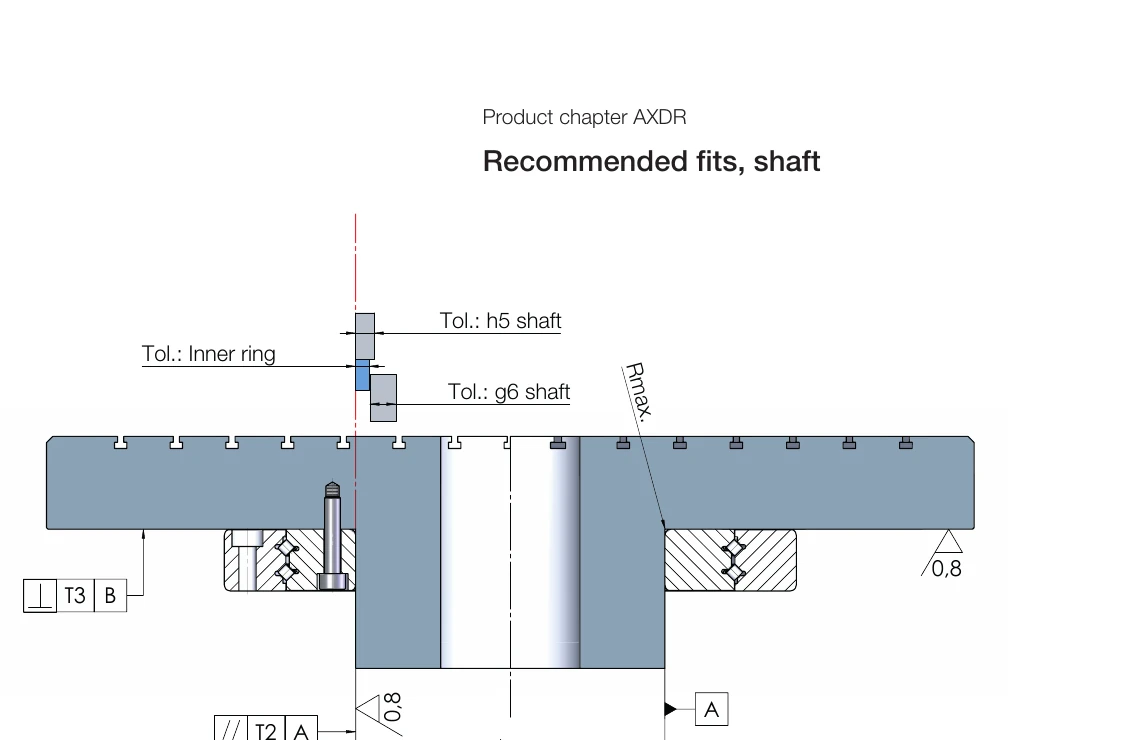
Ra 0.8 μm - Độ nhám bề mặt khuyến nghị cho bề mặt lắp ghép trục
Vòng trong quay
Trên trục quay, vòng trong ổ lăn nên được hỗ trợ trên toàn bộ bề mặt, và trục nên được thiết kế theo lắp ghép h5. Bằng cách này, dung sai lỗ ổ lăn tạo ra lắp ghép trung gian có xu hướng về phía lắp ghép có khe hở.
Yêu cầu Độ chính xác tối đa
Đối với yêu cầu độ chính xác cao nhất với vòng trong quay, phải nhắm đến khe hở 0 μm; lắp ghép có khe hở hiện có có thể làm tăng độ đảo hướng kính. Trong trường hợp thiết kế lắp ghép có khe hở, vui lòng tham khảo hướng dẫn trong chương "Thiết kế Kết cấu Lân cận".
Yêu cầu đặc tính động học cao
Ở tốc độ quay cao hơn (ndm > 35,000 mm/min) và thời gian vận hành dài hơn, lắp ghép có độ dôi không được vượt quá 5 μm.
Vòng trong đứng yên
Vòng trong kết nối bu lông đứng yên không cần lắp ghép đặc biệt và cũng có thể được lắp đặt với khe hở so với trục.
Do sử dụng vòng đặc, ổ lăn AXDR ít nhạy cảm hơn với các trục không được khóa dương tính so với ổ lăn AXRY. Tuy nhiên, phải chấp nhận độ cứng vững của trục bị giảm và các vấn đề độ đảo hướng kính có thể xảy ra hoặc rủi ro trục quay bị dịch chuyển khi quá tải.
Lưu ý về Đo độ đảo hướng kính
Kết quả đo độ đảo hướng kính sử dụng bàn định tâm và bi đo được lắp đặt không khớp với giá trị trong danh mục. Trong các phép đo định tâm chính xác như vậy, chỉ đo được độ đảo hướng kính của rãnh lăn và sai số hình dạng của kết cấu đo. Giá trị độ đảo hướng kính của myonic bao gồm sai số độ đảo hướng kính của rãnh lăn và độ tròn của lỗ.
Bảng Dung sai Lắp ghép Trục
| Model | Trục Ø d [mm] | Phạm vi dung sai lỗ ổ lăn [mm] | Vòng trong đứng yên | Vòng trong quay | ||||
|---|---|---|---|---|---|---|---|---|
| Phạm vi dung sai trục g6 [mm] | T1, T2, T3 [μm] | Phạm vi dung sai trục h5 [mm] | T1 Độ tròn [μm] | T2 Độ song song [μm] | T3 Độ vuông góc [μm] | |||
| AXDR 80 | 80 | 0 / -0.009 | -0.010 / -0.029 | 5 | 0 / -0.013 | 3 | 1.5 | 3 |
| AXDR 100 | 100 | 0 / -0.022 | -0.012 / -0.034 | 6 | 0 / -0.015 | 4 | 2 | 4 |
| AXDR 120 | 120 | 0 / -0.012 | -0.012 / -0.034 | 6 | 0 / -0.015 | 4 | 2 | 4 |
| AXDR 150 | 150 | 0 / -0.016 | -0.014 / -0.039 | 8 | 0 / -0.018 | 5 | 2.5 | 5 |
| AXDR 160 | 160 | 0 / -0.018 | -0.014 / -0.039 | 8 | 0 / -0.018 | 5 | 2.5 | 5 |
| AXDR 180 | 180 | 0 / -0.020 | -0.015 / -0.044 | 10 | 0 / -0.020 | 7 | 3.5 | 7 |
| AXDR 200 | 200 | 0 / -0.023 | -0.015 / -0.044 | 10 | 0 / -0.020 | 7 | 3.5 | 7 |
| AXDR 210 | 210 | 0 / -0.015 | -0.015 / -0.044 | 10 | 0 / -0.020 | 7 | 3.5 | 7 |
| AXDR 260 | 260 | 0 / -0.018 | -0.017 / -0.049 | 12 | 0 / -0.023 | 8 | 4 | 8 |
| AXDR 325 | 325 | 0 / -0.023 | -0.018 / -0.054 | 13 | 0 / -0.025 | 9 | 4.5 | 9 |
| AXDR 350 | 350 | 0 / -0.023 | -0.018 / -0.054 | 13 | 0 / -0.025 | 9 | 4.5 | 9 |
| AXDR 395 | 395 | 0 / -0.025 | -0.020 / -0.060 | 16 | 0 / -0.027 | 10 | 5 | 10 |
| AXDR 460 | 460 | 0 / -0.030 | -0.020 / -0.060 | 16 | 0 / -0.027 | 10 | 5 | 10 |
| AXDR 580 | 580 | 0 / -0.035 | -0.022 / -0.066 | 18 | 0 / -0.030 | 13 | 6.5 | 13 |
| AXDR 650 | 650 | 0 / -0.038 | -0.024 / -0.074 | 19 | 0 / -0.036 | 13 | 6.5 | 13 |
Lưu ý
Quan trọng: Chất lượng bề mặt Trục
- Độ nhám bề mặt: Ra ≤ 0.8 μm
- Độ tròn: Theo yêu cầu của model (xem bảng trên)
- Độ song song: Nên nằm trong phạm vi dung sai
- Độ vuông góc: Độ vuông góc của vai trục với cổ trục rất quan trọng
- Dữ liệu trên là các giá trị khuyến nghị; ứng dụng thực tế có thể cần điều chỉnh dựa trên điều kiện cụ thể
- Ứng dụng độ chính xác cao có thể yêu cầu dung sai chặt chẽ hơn
- Tất cả bề mặt lắp ghép nên được làm sạch và kiểm tra trước khi lắp đặt
- Lỗ và đường kính ngoài của ổ lăn myonic AXDR được sản xuất theo tiêu chuẩn P5/DIN 620