Quy cách độ dày thành
Độ dày thành của đúc khoáng chất thông thường phải ít nhất bằng năm lần kích thước hạt cốt liệu tối đa. Với kích thước hạt cốt liệu tiêu chuẩn 16mm, độ dày thành tối thiểu là 80mm.
Do ứng suất dư thấp, vật liệu cho phép các biến đổi độ dày thành khác nhau mà không gây ra vấn đề. Các phần không chịu tải có thể sử dụng hỗn hợp khoáng mịn hơn để đạt được độ dày thành mỏng hơn thông qua quy trình đúc trước.
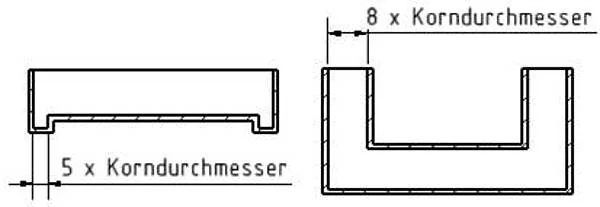
Với kích thước hạt cốt liệu tiêu chuẩn 16mm, độ dày thành tiêu chuẩn là 80mm.
Bảng đối chiếu độ dày thành và vật liệu
| Mã vật liệu | Kích thước hạt cốt liệu tối đa | Độ dày thành tối thiểu |
|---|---|---|
| SCHQ10 | 16 mm | 80 mm |
| SCHQ30 | 12 mm | 60 mm |
| SCHQ40 | 8 mm | 40 mm |
| SCHQ50 | 4 mm | 20 mm |
| SCHQ100 | — | 5-10 mm (lớp phủ) |
| FS80 | 16 mm | 80 mm |
Thiết kế góc thoát khuôn
Thiết kế góc thoát khuôn tương tự như gang xám, nhưng đúc khoáng chất cho phép sử dụng góc nhỏ hơn so với tiêu chuẩn đúc truyền thống 5°.
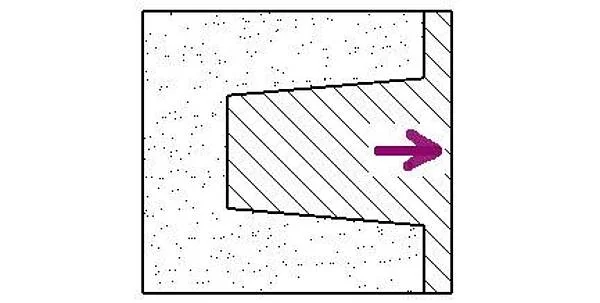
Góc thoát khuôn tiêu chuẩn
Áp dụng cho hầu hết các mặt thẳng đứng
Ưu điểm đúc khoáng chất
Có thể sử dụng góc nghiêng nhỏ hơn so với gang xám
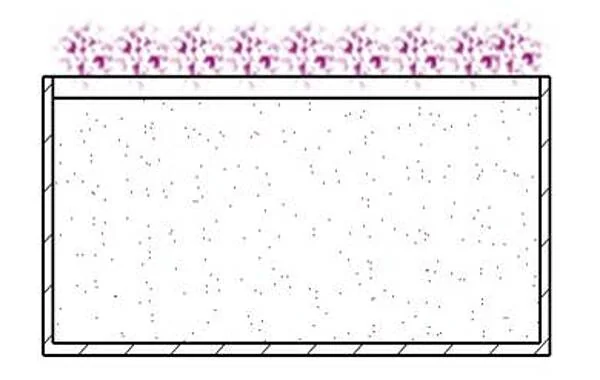
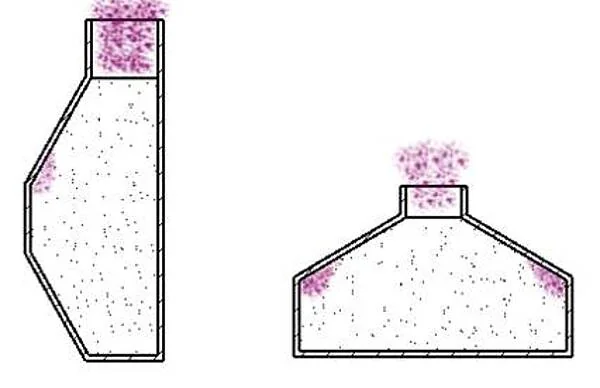
Thiết kế hệ thống thông gió
Không khí xâm nhập trong quá trình trộn và bị giữ lại trong quá trình đúc. Sau khi đổ hỗn hợp, cần rung khuôn cho đến khi hầu như không còn bọt khí nổi lên, để ngăn ngừa lỗ co ngót.
Thông gió khuôn đúng cần bố trí vị trí tốt, tránh cản trở dòng chảy vật liệu hoặc thoát khí, đặc biệt là trên các bề mặt nằm ngang dễ hình thành bọt khí.
Thiết kế khả năng tải
Các linh kiện đúc khoáng chất có thể chịu lực nén và kéo cao hơn so với các vật liệu thay thế. Các điểm neo cần duy trì khoảng cách đủ từ các cạnh để ngăn ngừa nứt vỡ.
Đánh giá kết nối vít
Cần đánh giá khả năng tải của ren, có thể cần sử dụng bạc ren kim loại.
Bo tròn và vát mép
Bo tròn và vát mép giúp giảm thiểu hiệu ứng tập trung ứng suất.
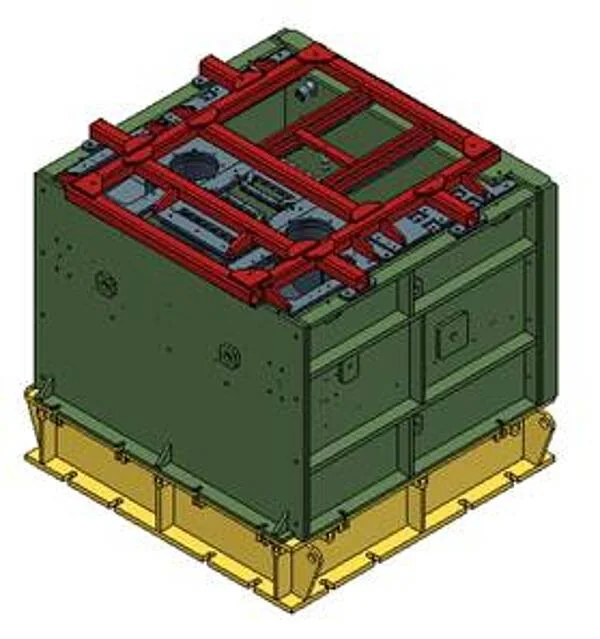
Cân nhắc vận chuyển
Các linh kiện lớn cần cân nhắc điểm cẩu (xử lý bằng cần cẩu) và rãnh xe nâng.
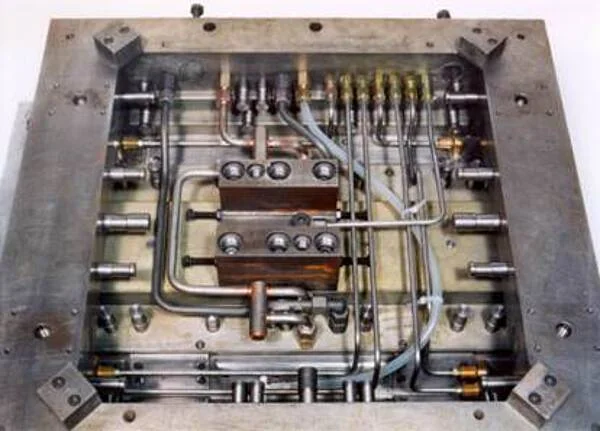
Kết cấu hình học cơ bản
Khuôn có thể được làm từ gỗ, thép, nhôm, PVC, silicone, polyamide hoặc vật liệu composite. Tiêu chí lựa chọn bao gồm:
Điểm quan trọng: Các bề mặt chức năng chính cần đặc biệt chú ý đến thiết kế độ chính xác hình học và độ cứng vững.
Tích hợp linh kiện cơ học
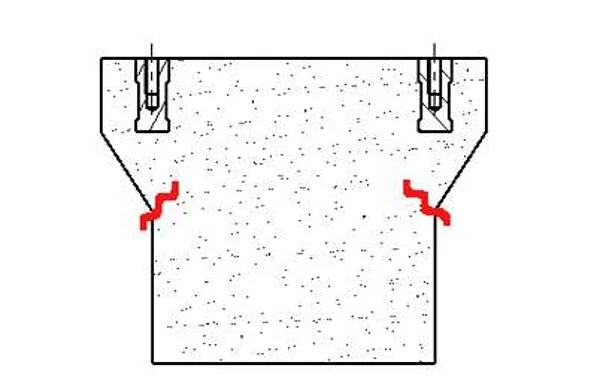
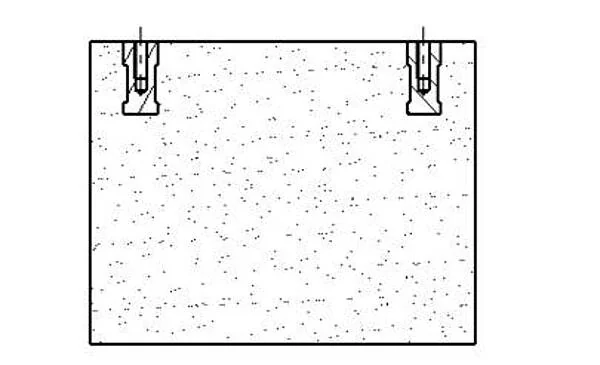
Chèn ren, tấm thép, neo vận chuyển, cáp và đơn vị rỗng có thể được đúc trực tiếp vào linh kiện trong quá trình đúc nguội. Kẹp chặt chắc chắn ngăn ngừa thay đổi vị trí do lực nổi trong quá trình đúc.
Các linh kiện quá gần cạnh hoặc yêu cầu mẫu lỗ khớp có thể sử dụng các linh kiện đúc được tạo hình đặc biệt và được neo bằng vít lục giác.

Các linh kiện có thể tích hợp
- Chèn ren
- Tấm thép
- Neo vận chuyển
- Rãnh cáp
- Đơn vị rỗng
Độ chính xác bề mặt làm việc
Sử dụng khuôn chất lượng cao, độ chính xác điển hình có thể đạt khoảng ±0,1 mm/m. Các bề mặt cần khớp với các linh kiện khác đòi hỏi độ chính xác cao hơn. Có bốn quy trình chính để đạt được dung sai quy định:

Gia công cơ học
Đúc khoáng chất để lại lượng dư gia công, sau đó phay/mài đến kích thước chính xác.
Gia công kim loại nhúng
Đúc các thành phần kim loại vào, sau đó gia công cơ học sau khi đóng rắn.
Đúc bản sao
Đầu tiên đúc khoảng 2mm dưới kích thước, sau đó đúc chính xác sử dụng vật liệu mịn ở giai đoạn thứ hai.
Linh kiện kim loại đúc sau
Đúc linh kiện kim loại sử dụng thước đo vị trí sau khi tháo khuôn.
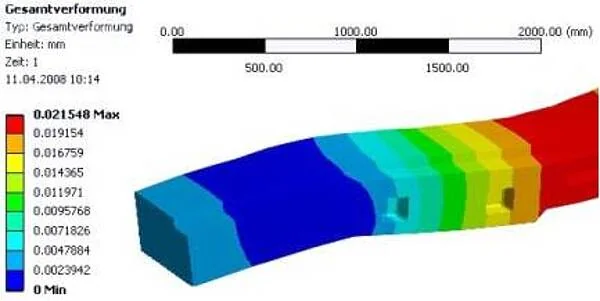
Phân tích phần tử hữu hạn FEM
Tính toán phương pháp phần tử hữu hạn có thể xác định đặc tính hình học linh kiện, biến dạng thiết kế cơ học, và suy ra hình dạng hình học tối ưu. Tính toán động nhiệt độ và đáp ứng rung động hiện đã đạt độ chính xác cao.
Ví dụ ứng dụng thực tế
- Giảm độ võng trong máy dệt
- Giảm hiệu ứng tái sinh trong máy tiện thông qua đặc tính hấp thụ xuất sắc của đúc khoáng chất (so với thiết kế hàn hoặc đúc)
Dịch vụ chuyên nghiệp: SCHNEEBERGER có thể cung cấp dịch vụ phân tích FEM để giúp tối ưu hóa giải pháp thiết kế.
Vận chuyển và lắp đặt

Vận chuyển
Khi sử dụng cần cẩu, xe nâng và phương tiện để vận chuyển, cần sử dụng các điểm neo và rãnh phù hợp để kẹp chặt chắc chắn.
Lắp đặt
Nguyên tắc lắp đặt tương tự như đế thép hoặc gang. Các máy lớn được hưởng lợi từ nền động cơ lớn cung cấp 70-90% tổng khối lượng máy, đảm bảo độ cứng vững xoắn cao và khối lượng quán tính trong khi đạt được độ chính xác cần thiết.
Thiết kế kích thước đúng ngăn ngừa sụt lún cục bộ và mất độ chính xác hình học không gian làm việc. Cấu hình lắp đặt ba điểm là trường hợp ngoại lệ, với độ chính xác không phụ thuộc vào nền.
Giải pháp vật liệu tùy chỉnh
Các nhà phát triển chuyên nghiệp tạo ra nhiều công thức khác nhau cho từng ứng dụng khách hàng, cung cấp sự kết hợp tối ưu giữa lợi ích kỹ thuật và chi phí.

Tư vấn thiết kế: Đội ngũ kỹ thuật SCHNEEBERGER có thể cung cấp tư vấn chuyên nghiệp trong giai đoạn thiết kế, giúp tối ưu hóa giải pháp thiết kế và lựa chọn công thức vật liệu phù hợp nhất.