6. Lắp đặt
6.1 Lắp đặt thanh răng đầu tiên và các thanh răng tiếp theo
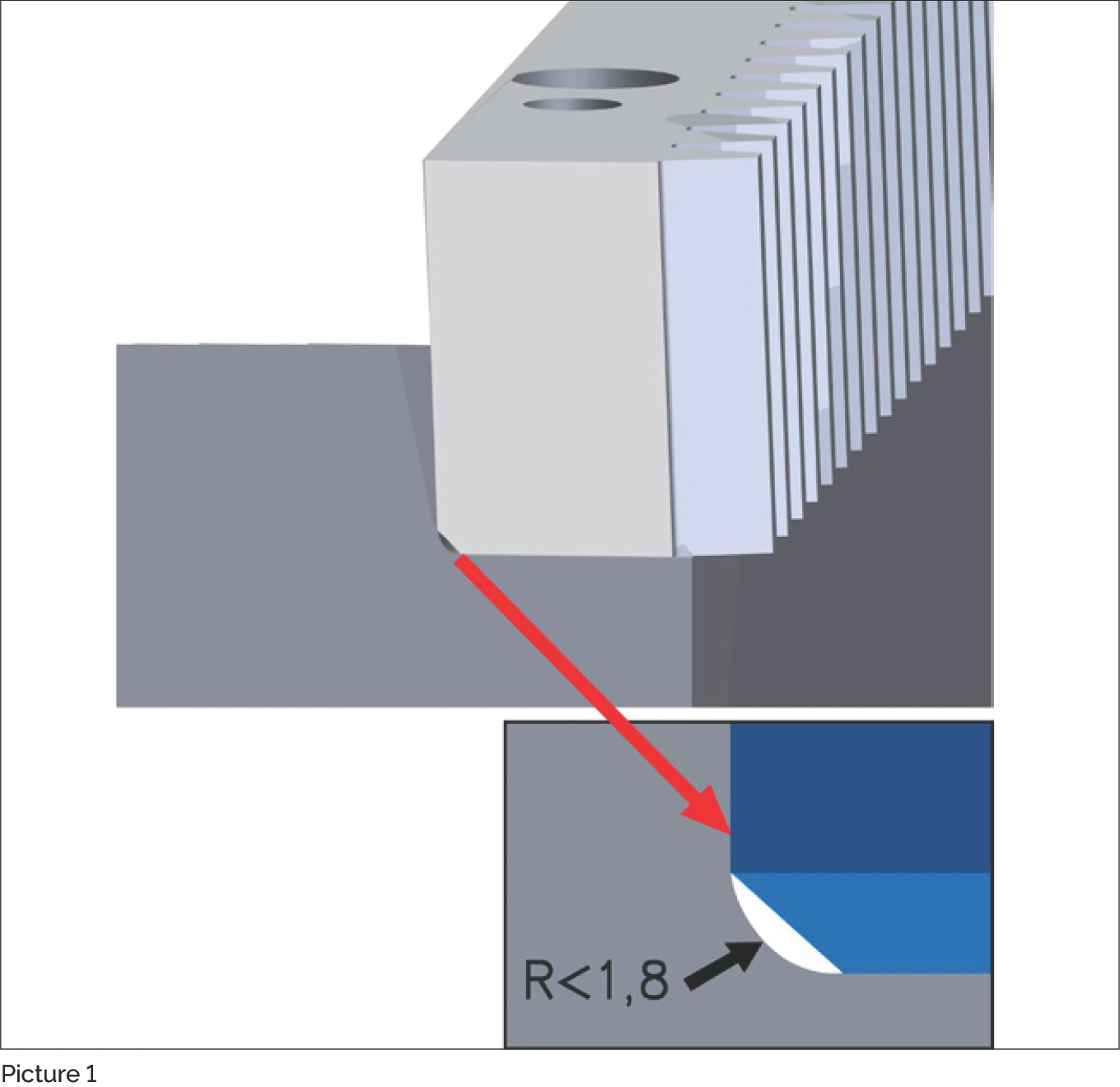
Hình 1: Mép vát giữa mặt lắp đặt và mặt tiếp xúc của thanh răng (R<1.8)
Thanh răng có mép vát giữa mặt lắp đặt và mặt tiếp xúc (Hình 1), nhằm đảm bảo thanh răng tiếp xúc phẳng nhất có thể với bệ máy công cụ.
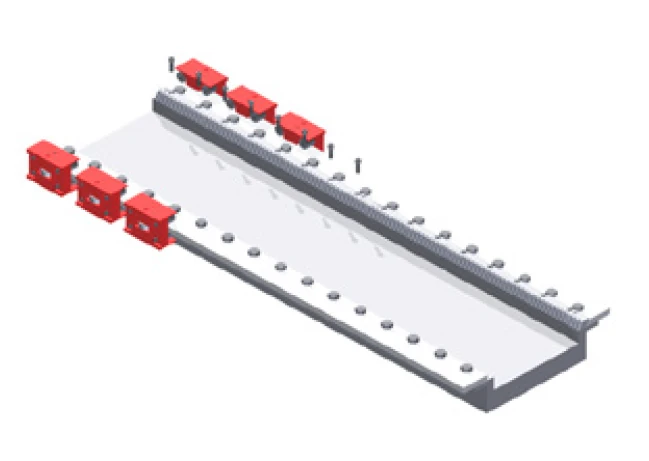
Thanh răng sẽ được định vị tối ưu nếu thanh chặn được căn chỉnh với các khối dẫn hướng trước. Lắp đặt thanh răng đầu tiên lên bệ máy công cụ, căn chỉnh vào giữa, sau đó dùng kẹp vít kẹp chặt thanh răng lên mặt lắp đặt (Hình 2).
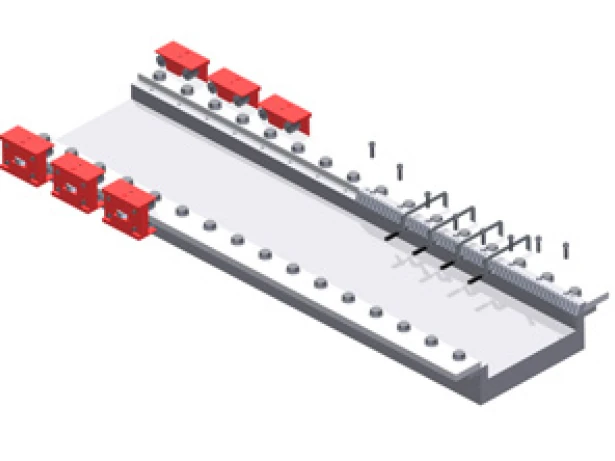
Hình 2: Kẹp chặt thanh răng đầu tiên bằng kẹp vít
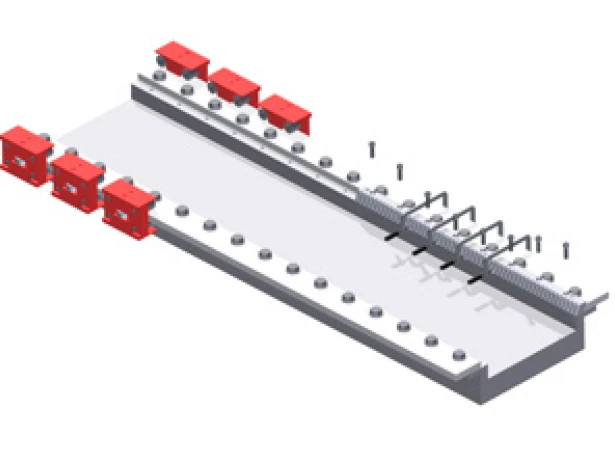
Hình 3: Đặt vít kẹp chặt
- Lắp vít kẹp chặt vào nhưng không vặn chặt hoàn toàn
- Định vị mặt tiếp xúc của thanh răng theo đường dẫn hướng của máy công cụ
- Sau đó vặn chặt vít kẹp chặt với mô-men xoắn phù hợp theo hướng từ giữa ra ngoài (xem Chương 12)
Hình 3 (tiếp): Vít kẹp chặt đã được lắp
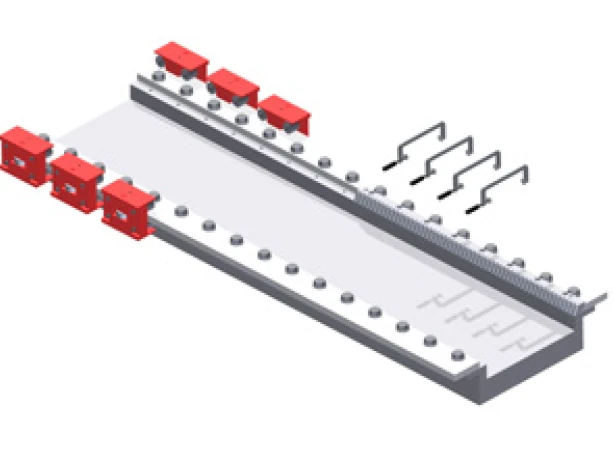
Lặp lại các bước trên cho các vít trụ còn lại. Sau đó có thể tháo kẹp vít.
Hình 4: Vít kẹp chặt đã vặn xong, kẹp vít đã tháo ra
Phải kiểm tra độ phẳng và các mối nối trước khi lắp thanh răng tiếp theo. Lắp thanh răng tiếp theo và đặt lên phía trên các lỗ bắt vít tương ứng.
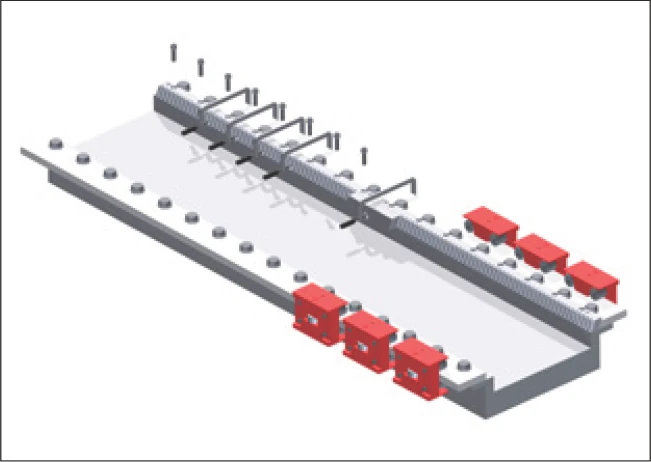
Hình 5: Lắp thanh răng tiếp theo bằng dưỡng lắp ráp (BZM)
- Lắp dưỡng lắp ráp và kẹp chặt nhẹ nhàng
- Kẹp chặt thanh răng vào bệ máy công cụ tại khu vực lỗ bắt vít
- Lắp vít kẹp chặt đầu tiên theo hướng lắp đặt
- Vặn chặt vít kẹp chặt với mô-men xoắn phù hợp theo hướng lắp đặt
- Lặp lại các bước trên cho các vít kẹp chặt còn lại
- Tháo tất cả kẹp vít và dưỡng lắp ráp
Thanh răng có thể được lắp theo bất kỳ thứ tự nào. Nếu thanh răng ngắn hơn 1 m, chốt định vị cũng là cần thiết. Hãy đảm bảo chỉ sử dụng các thanh răng có cùng mã đặt hàng cho cùng một ứng dụng.
Hệ thống phải được căn chỉnh theo hướng trục trên các thanh răng sao cho bánh răng nhỏ không bị kẹt khi lăn qua mối nối. Để làm điều này, khoảng cách giữa các răng tại mối nối phải tương ứng với khoảng cách của các thanh răng còn lại và do đó nằm trong phạm vi sai số bước cá nhân cho phép của thanh răng liền kề.
Để thực hiện điều này, nên sử dụng dưỡng lắp ráp BZM khi lắp đặt. Đây là một đoạn thanh răng ngắn có răng đối xứng. Sau khi các bánh răng được căn chỉnh vuông góc, chúng được đẩy vào răng bằng kẹp, và theo cách này các hệ thống được căn chỉnh dễ dàng với nhau. Để làm điều này, ít nhất một trong các đoạn được căn chỉnh phải được dịch chuyển nhẹ theo hướng trục.
Lưu ý về bánh răng căng
6.2 Kiểm tra độ chính xác vận hành
- Lắp giá đỡ đồng hồ so lên bàn máy
- Đặt con lăn đo tại mối nối (A), đo ở phía trái và phải (C) của thanh răng (B), và đo chênh lệch chiều cao trong từng trường hợp. Chênh lệch chiều cao cho phép phụ thuộc vào cấp chất lượng của thanh răng
- Mối nối (B) phải nằm giữa giới hạn trên và dưới (A) và (C) của thanh răng
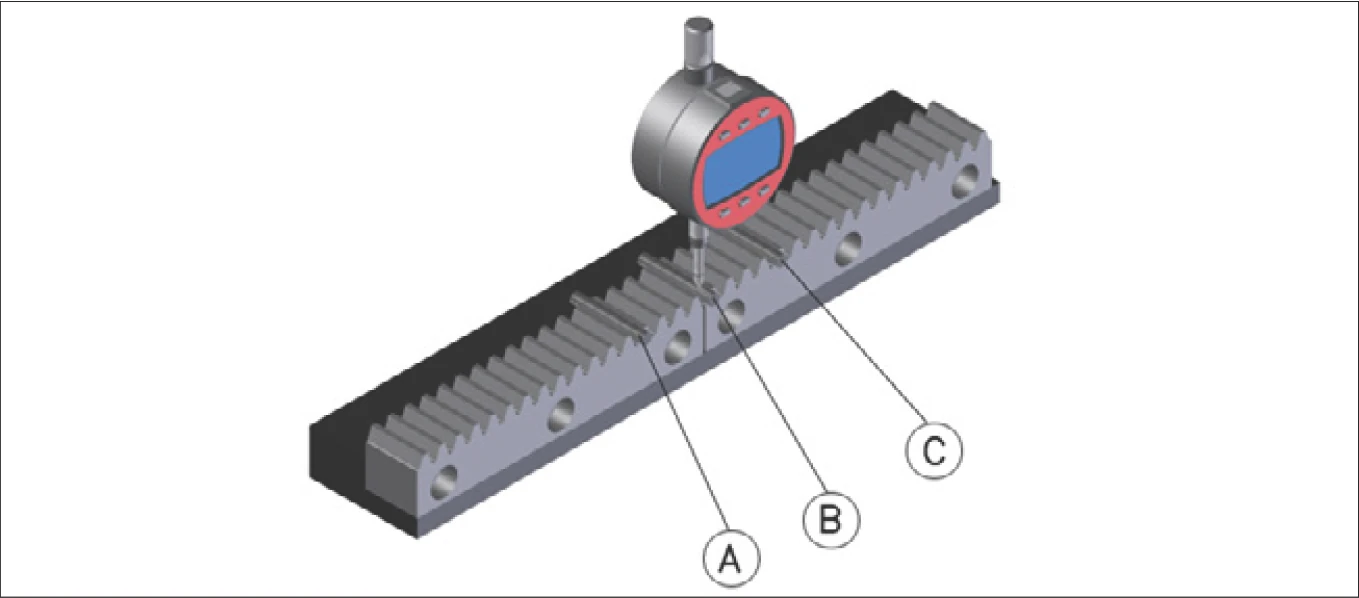
Đo độ chính xác vận hành: A = mối nối, B = thanh răng, C = đồng hồ so
- Trong trường hợp có sai lệch, căn chỉnh độ song song đến mức đo tối thiểu bằng cách sử dụng đục côn đồng để đạt dung sai chiều cao mong muốn trên đồng hồ so bằng cách gõ vào lỗ vít đầu tiên của thanh răng trước đó, ra khỏi hoặc theo hướng lắp đặt
- Sau khi kiểm tra mối nối thành công, kẹp lại các kẹp vít, vặn nhẹ, và vặn chặt vít trụ với mô-men xoắn đầy đủ (xem E.2)
- Lặp lại các bước trên với các thanh răng khác
- Tháo kẹp vít
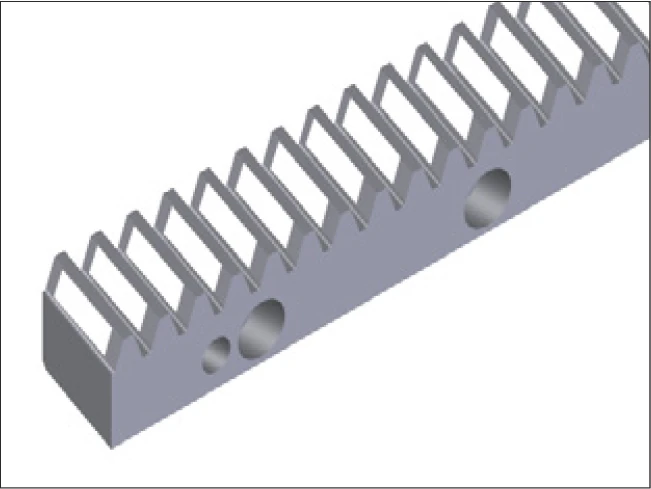
6.3 Định vị bằng chốt
Khoan lỗ chốt qua lỗ bắt vít của thanh răng trên bệ máy công cụ.
Doa tất cả các lỗ đến kích thước dung sai chính xác cho chốt định vị (xem mục 5.2).
Loại bỏ phoi bằng máy hút bụi.
Cuối cùng cố định thanh răng bằng chốt trụ.
6.4 Kiểm tra cuối cùng
- Nếu cần, loại bỏ mỡ khỏi mặt bên răng của thanh răng
- Sơn mặt bên răng bằng sơn chạm khô
- Di chuyển bàn trượt máy qua lại nhiều lần để bánh răng nhỏ chạy trên mặt bên răng đã sơn
- Trong quá trình này, kiểm tra thanh răng di chuyển trơn tru
- Mức tiêu hao năng lượng và tiếng ồn vận hành phải đồng đều trên toàn bộ hành trình
- Không được có cảm giác va đập tại các mối nối
- Kiểm tra vùng sơn bị mài mòn khỏi mặt bên răng
- Đánh giá sự căn chỉnh của bánh răng theo hình mẫu vết tiếp xúc được chỉ ra bên dưới
- Nếu cần, điều chỉnh sự căn chỉnh của bánh răng
- Kiểm tra độ chính xác bước của thanh răng tại mối nối
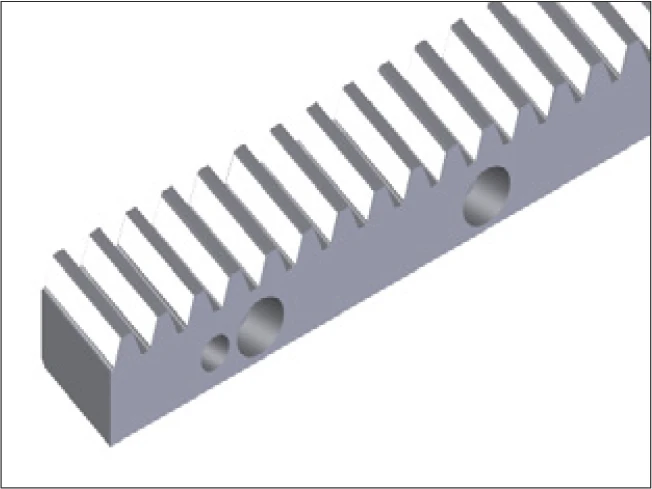
Đánh giá vết tiếp xúc mặt bên răng
Đúng (Răng thẳng)
Đúng (Răng nghiêng)
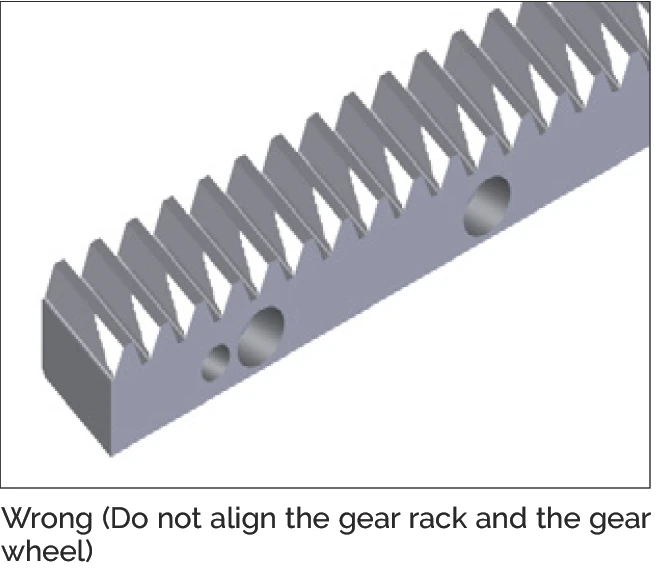
Sai — Thanh răng và bánh răng không căn chỉnh
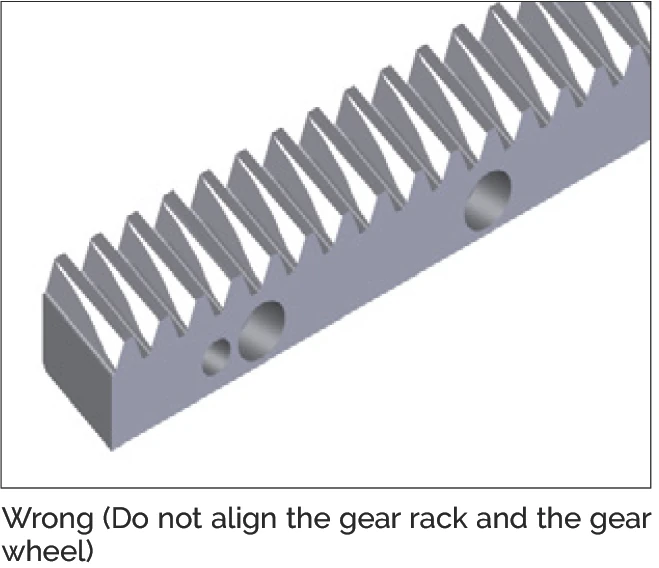
Sai — Thanh răng và bánh răng không căn chỉnh