7. Bôi trơn
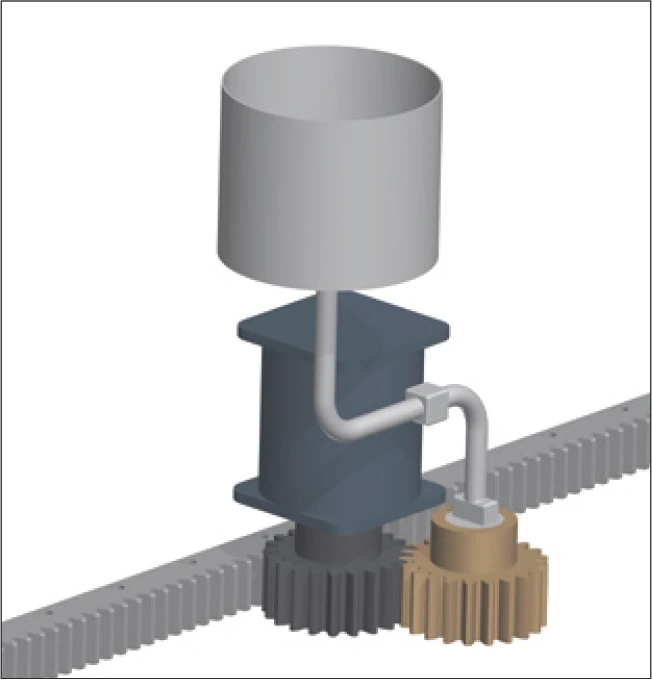
Thiết bị bôi trơn sử dụng bánh răng nỉ
Cần bôi trơn đầy đủ bằng chất bôi trơn phù hợp với điều kiện sử dụng để đảm bảo hệ truyền động thanh răng tiếp tục hoạt động bình thường. Bôi trơn bảo vệ khỏi mài mòn và ăn mòn, đồng thời giảm ma sát.
Ngoài việc bôi trơn ban đầu, thiết bị phải được bôi trơn lại định kỳ trong quá trình vận hành.
Thông thường sử dụng hộp đựng dầu bôi trơn chạy điện để bôi trơn. Mỡ bôi trơn cấp NLGI 00 đến NLGI 0 được bôi lên bánh răng dẫn động hoặc thanh răng bằng bánh răng nỉ. Lưu ý rằng bánh răng nỉ bị mài mòn theo thời gian và phải kiểm tra định kỳ và thay thế khi cần thiết.
Chất bôi trơn điển hình: Klüber Microlube GB 0
8. Điều kiện vận hành bánh răng nhỏ / thanh răng
Phải đảm bảo sự ăn khớp giữa bánh răng nhỏ và thanh răng được điều chỉnh đúng.
Khi chạy không tải, khối dẫn hướng phải di chuyển đều đặn trên toàn bộ chiều dài hành trình (đảm bảo không bị biến dạng trong quá trình lắp đặt). Đối với trục thẳng đứng, bàn máy phải được cố định theo hướng dẫn.
Trong trường hợp bị kẹt, cần đo lại khoảng cách giữa thanh răng và thanh dẫn hướng bằng đồng hồ so.
9. Bảo trì
9.1 Tắt máy, chuẩn bị
Máy có lắp hệ truyền động phải được tắt trong quá trình bảo trì. Máy phải được ngắt khỏi nguồn điện trước khi thực hiện bảo trì. Đối với trục thẳng đứng, bàn trượt phải được cố định theo hướng dẫn.
9.2 Kiểm tra trực quan
- Kiểm tra toàn bộ hệ truyền động xem có hư hỏng bên ngoài và chất bôi trơn bị rò rỉ không bằng cách kiểm tra trực quan kỹ lưỡng
- Bánh răng nhỏ và thanh răng phải được giữ sạch
- Toàn bộ hệ truyền động phải được kiểm tra hư hỏng bên ngoài và rò rỉ bằng kiểm tra trực quan kỹ lưỡng
- Các linh kiện bị hỏng hoặc rò rỉ phải được thay thế ngay lập tức
10. Tháo dỡ
10.1 Các biện pháp chuẩn bị
Tắt máy có lắp hệ truyền động. Máy phải được ngắt khỏi nguồn điện trước khi bắt đầu làm việc. Đảm bảo có thể tháo dỡ hệ thống thanh răng mà không gây rủi ro cho người trên máy.
Thanh răng và bộ phận bánh răng chỉ được tháo dỡ bởi các chuyên gia được đào tạo có kiến thức cần thiết. Đối với trục Z, bàn máy phải được cố định theo hướng dẫn.
Thiết bị khóa dương trên bàn máy phải được ngắt kết nối khi tháo dỡ thanh răng và bộ phận bánh răng. Nếu bàn máy không được cố định đúng cách cho trục Z, nó có thể rơi do trọng lượng bản thân và gây hư hỏng cho người và thiết bị.
Các vít kẹp chặt phải được tháo ra. Sau đó thanh răng có thể được lấy ra khỏi khớp nối ép bằng dụng cụ phù hợp.
10.2 Tháo thanh răng
- Tháo thanh răng cẩn thận để không làm hỏng hệ thống thanh răng và các bộ phận lân cận
10.3 Thay thế phụ tùng
- Khi lắp thanh răng mới, sử dụng vít mới (xem mục 5.2) và lắp chốt định vị
- Lắp lại thanh răng phụ tùng theo mục 5.2
- Chọn chốt định vị kích thước lớn hơn tiếp theo được chỉ định trong mục 5.2 (chỉ các kích thước tiêu chuẩn theo mục 5.2)
- Doa tất cả các lỗ đến kích thước dung sai chính xác
- Cuối cùng cố định thanh răng bằng chốt định vị
11. Xử lý thải bỏ
| Loại vật liệu | Phương pháp xử lý |
|---|---|
| Gioăng làm kín | Phải xử lý như vật liệu tổng hợp (kim loại/nhựa) |
| Kim loại |
Phân loại hệ truyền động càng nhiều càng tốt thành:
|
| Ống mềm | Phải xử lý tương tự như nhựa |
| Bánh răng nỉ | Phải xử lý tương tự như chất thải dầu cặn |
12. Mô-men siết
Các giá trị mô-men siết được chỉ định cho vít không đầu DIN EN ISO 898-1 là các giá trị số học và không áp dụng cho hệ số ma sát μ=0.125.
| Cấp cơ tính | Mô-men siết (Nm) | ||||||
|---|---|---|---|---|---|---|---|
| M6 | M8 | M12 | M16 | M20 | M30 | M36 | |
| 10.9 | 13 | 31 | 108 | 265 | 540 | 1970 | 3600 |
| 12.9 | 16 | 40 | 135 | 330 | 660 | 2300 | 4100 |
Phải sử dụng vít cấp cơ tính 10.9 cho thanh răng mềm hoặc tôi cảm ứng, và cấp cơ tính 12.9 cho thanh răng thấm carbon và tôi toàn bộ.
Lực kéo căng đồng đều hơn sẽ đạt được nếu các vít được bôi trơn bằng mỡ chứa MoS2 và được vặn chặt bằng cờ lê lực.