Chapter 7 Các bước sau khi lắp đặt
Post-Installation
7.1 Kiểm tra độ song song và độ chính xác khi chạy
Sau khi lắp đặt, kiểm tra chức năng và độ chính xác của thanh dẫn hướng như sau:
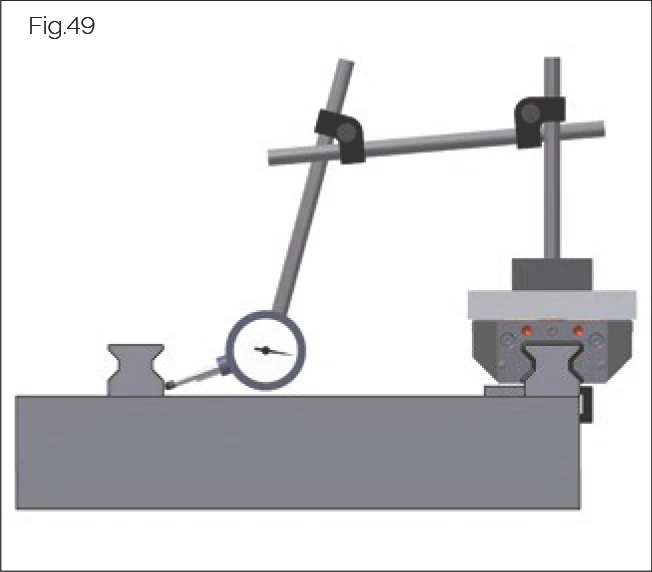
Độ song song
Kiểm tra sự phù hợp với dung sai độ song song bằng đồng hồ so và hai bàn trượt được kết nối.
Sử dụng mặt định vị bên thẳng đứng trên thanh dẫn hướng song song làm bề mặt tham chiếu. Tấm adapter đặc biệt có thể được sử dụng khi kiểm tra thanh dẫn hướng AMS.
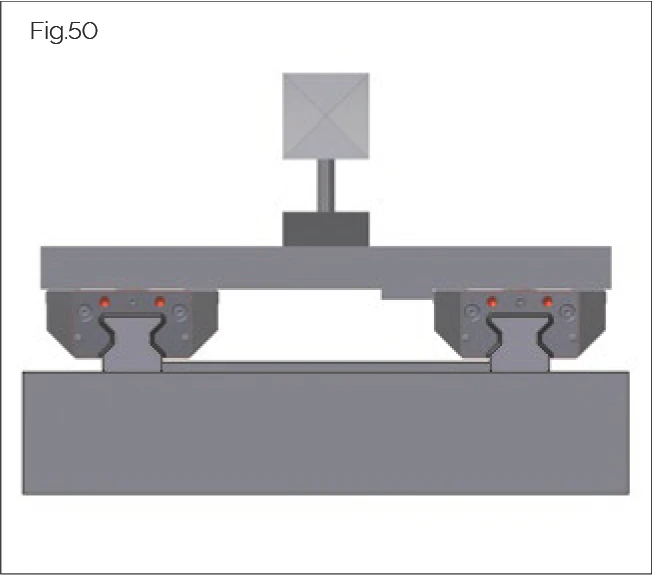
Độ chính xác khi chạy
Kiểm tra độ chính xác khi chạy bằng laser, máy tự chuẩn trực hoặc đồng hồ so. Để có kết quả chính xác, phép đo phải luôn được thực hiện trên bàn trượt máy, không phải trên từng bàn trượt riêng lẻ.
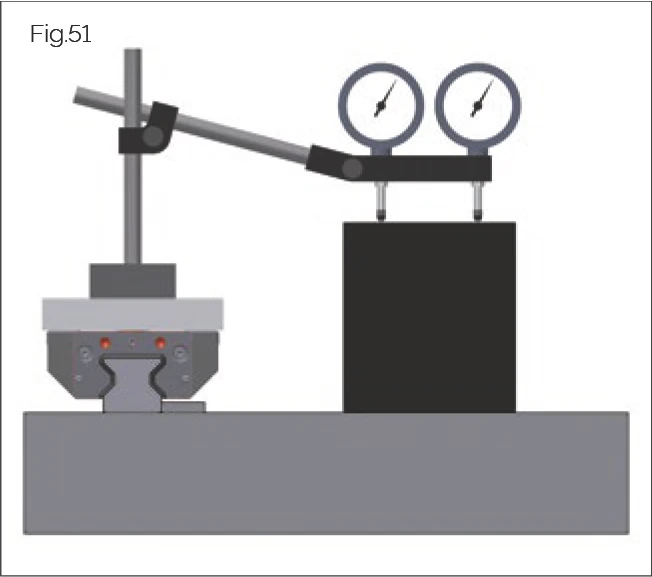
Đo lường chạy thẳng đứng với hai cảm biến đo lường
Khuyến nghị sử dụng hai cảm biến đo lường để nhận dạng độ lệch góc của bàn trượt dọc theo trục thanh dẫn hướng theo chiều dọc thông qua đo lường vi sai. Khi sử dụng cảm biến đo lường ở vị trí bên, đảm bảo nó càng gần thanh dẫn hướng càng tốt.
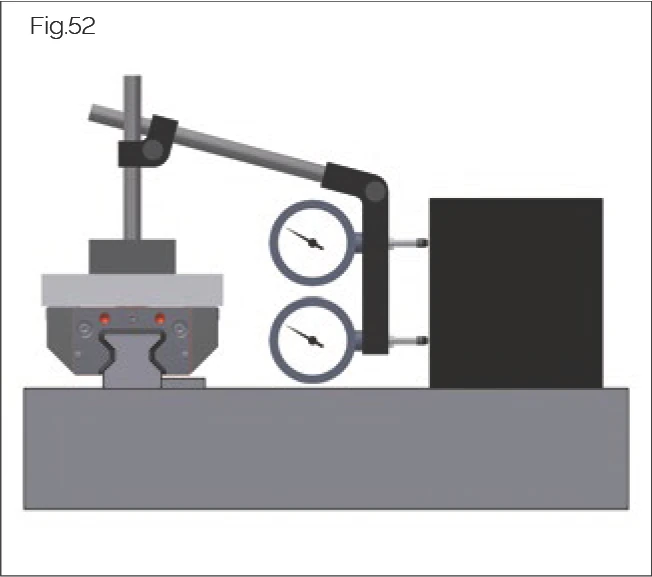
Đo lường chạy nằm ngang với hai đầu đo
Khuyến nghị sử dụng hai cảm biến đo lường để nhận dạng độ lệch góc của bàn trượt dọc theo trục thanh dẫn hướng theo chiều dọc thông qua đo lường vi sai. Khi sử dụng đầu đo ở vị trí sâu, đảm bảo nó càng gần trung tâm thanh dẫn hướng càng tốt.
7.2 Lắp đặt nắp vít
CAUTION!
Nguy cơ thương tích cá nhân từ các cạnh sắc!
Có thể gây ra vết cắt.
- Đeo găng tay.
- Bảo vệ phớt chắn bằng dải bảo vệ lắp ráp khi bàn trượt đi qua các lỗ bắt vít thanh dẫn hướng chưa được làm kín.
Các loại nắp vít sau đây có sẵn:
- MRK Nút nhựa — cho thanh dẫn hướng con đũa MR
- BRK Nút nhựa — cho thanh dẫn hướng viên bi BM
- MRS Nút đồng thau — cho thanh dẫn hướng con đũa MR
- BRS Nút đồng thau — cho thanh dẫn hướng viên bi BM
- MRZ Nút thép không gỉ — cho thanh dẫn hướng con đũa MR
7.2.1 MRK/BRK Nút nhựa
Phần này mô tả việc lắp đặt nút nhựa MRK để che lỗ bắt vít trên thanh dẫn hướng MONORAIL MR, và BRK trên thanh dẫn hướng MONORAIL BM.
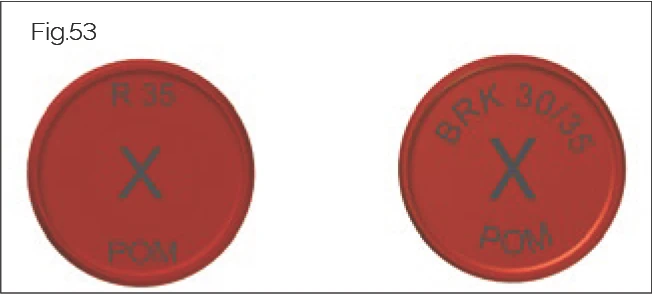
Nhận dạng
Ký hiệu trên mặt sau của nút nhựa có thể được sử dụng để xác định chúng là nút nhựa MRK cho MONORAIL MR (bên phải trong hình) hay nút nhựa BRK cho MONORAIL BM (bên trái trong hình).
Kích thước nút nhựa xem phần "Phụ lục" trang 72.
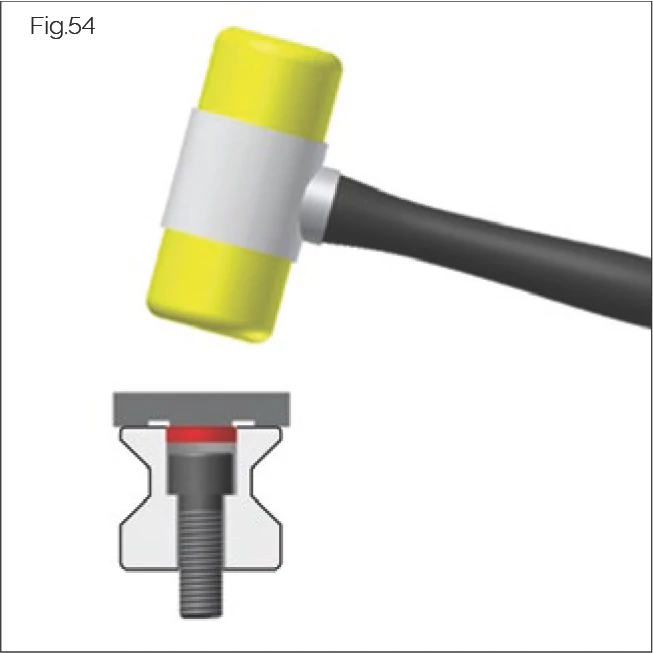
Dụng cụ cần thiết
Sử dụng búa nhựa và tấm đệm (như khối mica hoặc thanh dẫn lắp ráp) để lắp đặt.
Quy trình lắp ráp
- Làm sạch các lỗ bắt vít thanh dẫn hướng.
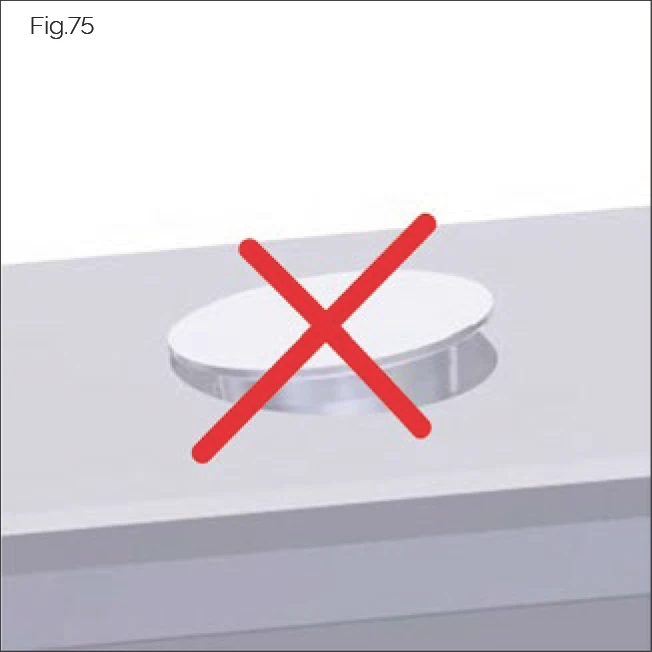
- Đặt nút vào lỗ bắt vít thanh dẫn hướng. Đảm bảo nút được đặt song song với bề mặt thanh dẫn hướng.
- Nhẹ nhàng búa nút vào.
- Kiểm tra xem chúng có vào đúng vị trí không.
- Loại bỏ mọi mảnh vụn.
- Búa nút vào cho đến khi bằng phẳng với bề mặt.
Video hướng dẫn lắp đặt nút nhựa
Lắp đặt nút nhựa MRK/BRK
Phương pháp lắp đặt nút nhựa cho lỗ bắt vít thanh dẫn hướng. MRK cho dòng MONORAIL MR, BRK cho dòng MONORAIL BM, ngăn ngừa dị vật xâm nhập vào lỗ vít. | Thời lượng: ~1 phút
7.2.2 MRS/BRS Nút đồng thau
CAUTION!
Nguy cơ thương tích cá nhân từ các cạnh sắc của lỗ bắt vít thanh dẫn hướng và các mảnh đồng thau bị cắt hoặc bắn ra!
Có thể gây ra vết cắt.
- Đeo găng tay.
- Đeo kính bảo hộ khi sử dụng khí nén.
CAUTION!
Nguy cơ thương tích cá nhân do không tuân thủ hướng dẫn của nhà sản xuất!
Các bộ phận thủy lực có thể bị hỏng và trục trặc, dẫn đến thương tích.
- Tuân theo hướng dẫn lắp đặt, vận hành và bảo trì của nhà sản xuất.
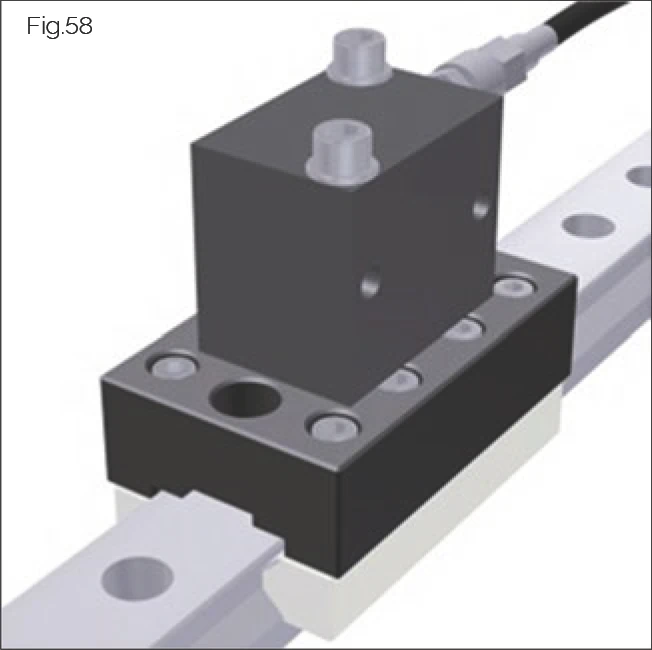
Phần này mô tả việc lắp đặt nút MRS trên thanh dẫn hướng MONORAIL MR, và nút đồng thau BRS trên thanh dẫn hướng MONORAIL BM, sử dụng dụng cụ lắp ráp thủy lực MWH hoặc BWH và xi lanh thủy lực MZH.

Nhận dạng
Nút đồng thau MRS và BRS thông thường có cấu trúc khác nhau. Sau đây hiển thị các đặc tính hình học của các nút khác nhau có thể được sử dụng để nhận dạng nút đồng thau.
Nút đồng thau MRS có đường viền ngoài hình côn (1). Mặt trên (2) của nút có rãnh vòng.
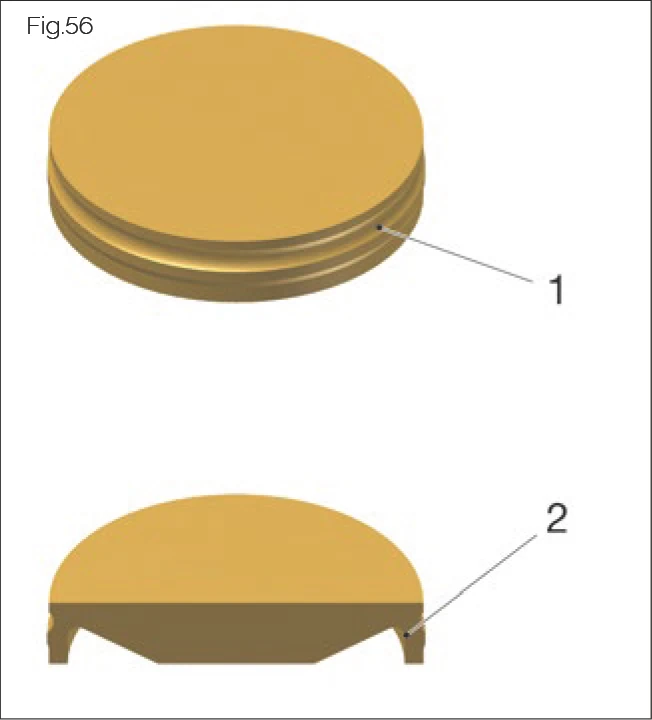
Nút đồng thau BRS có rãnh vòng (1). Mặt dưới của nút đồng thau có rãnh (2).
Nút BRS yêu cầu thanh dẫn hướng BM đặc biệt với lỗ lắp đặt không có mép vát.
Thiết bị thủy lực
Thông số hiệu suất được khuyến nghị:
- Áp lực làm việc danh định 200 đến tối đa 350 bar
- Lưu lượng > 5.8 l/min @ 190 bar
Dụng cụ lắp ráp MWH/BWH*
SCHNEEBERGER khuyến nghị sử dụng dụng cụ lắp ráp thủy lực MWH/BWH để lắp đặt nút đồng thau đúng cách. Dụng cụ bao gồm đế trượt phụ thuộc kích thước và đầu ép MWH/BWH, cùng với xi lanh thủy lực MZH đa năng phải đặt hàng riêng. Xi lanh thủy lực là xi lanh khối tác dụng đơn giản có hồi lò xo. Đầu nối nhanh cần thiết không được bao gồm trong giao hàng.
Mặc dù về nguyên tắc dụng cụ lắp ráp MWH/BWH không cần bảo trì, nhưng đầu ép có thể cho thấy dấu hiệu mài mòn sau khi sử dụng lâu dài. Điều này có thể ảnh hưởng đến dung sai vị trí có thể đạt được của nút và dẫn đến vượt quá giá trị cho phép. Do đó, phải kiểm tra đầu ép thường xuyên và thay thế khi cần thiết. Các đầu ép có sẵn từ SCHNEEBERGER dưới dạng phụ tùng thay thế.
Đối với xi lanh thủy lực MZH, cần tuân theo các quy trình bảo trì được quy định trong hướng dẫn vận hành của nhà sản xuất.
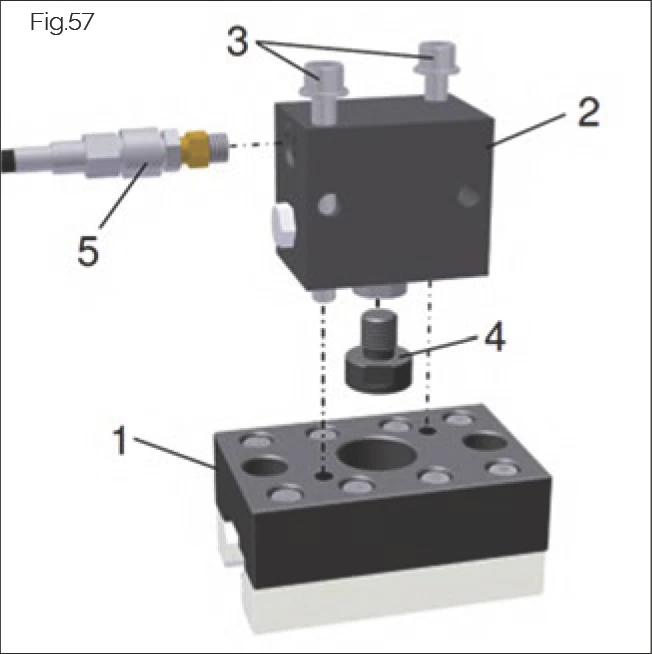
Lắp ráp:
- Vặn đầu ép (4) vào xi lanh thủy lực (2) bằng tay cho đến khi dừng, và xiết nhẹ.
- Kết nối xi lanh thủy lực MZH (2) và đế trượt (1) bằng các vít đi kèm (3).
- Kết nối thiết bị thủy lực với ren thủy lực 1/4" của xi lanh thủy lực bằng đầu nối nhanh (5).
- Kích thước dụng cụ lắp ráp xem phần "Kích thước phụ kiện" trang 71.
Quy trình lắp ráp
- Lắp đặt dụng cụ lắp ráp MWH/BWH lên thanh dẫn hướng. Khuyến nghị sử dụng thanh dẫn lắp ráp MRM/BRM cho mục đích này.
*Hình minh họa MWH. Đế trượt cho BWH khác.
- Chèn nút đồng thau MRS (hình côn) với đầu đường kính nhỏ hơn hướng xuống. Chèn nút đồng thau BRS với mặt có rãnh hướng xuống.

Đảm bảo nút được đặt song song với mặt trên trong lỗ bắt vít.
- Trượt dụng cụ lắp ráp qua nút và định vị vào trung tâm.
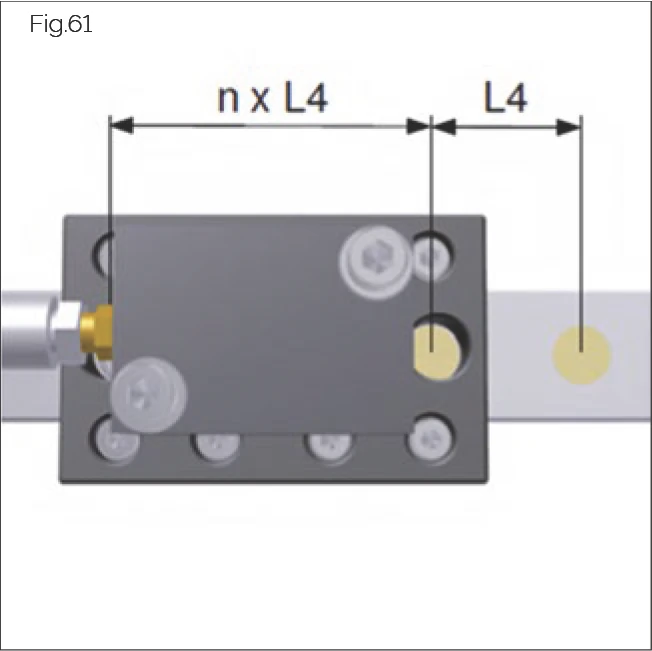
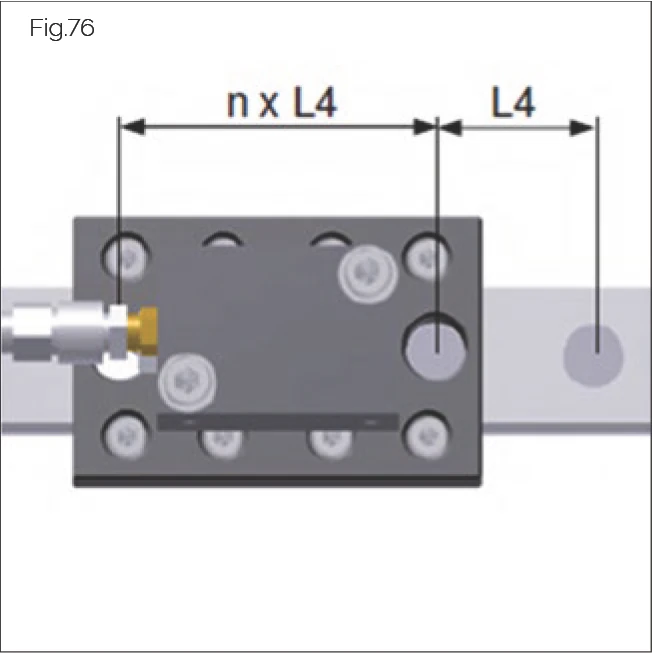
- Trượt dụng cụ lắp ráp cho đến khi hai lỗ kiểm soát bên ngoài hoặc rãnh nằm ngay trên lỗ bắt vít thanh dẫn hướng. (Tùy thuộc vào kích thước, các lỗ kiểm soát cách vị trí lắp đặt một hoặc hai bước lỗ L4.)
→ Đã đạt được vị trí ép.
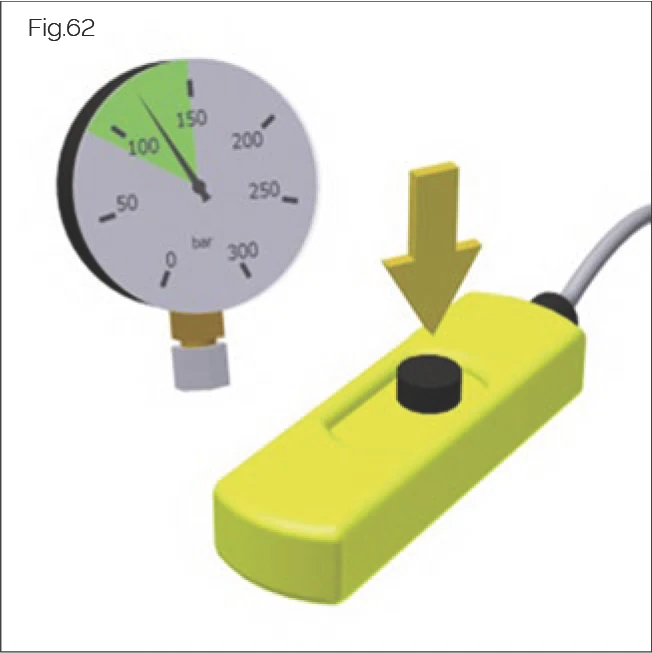
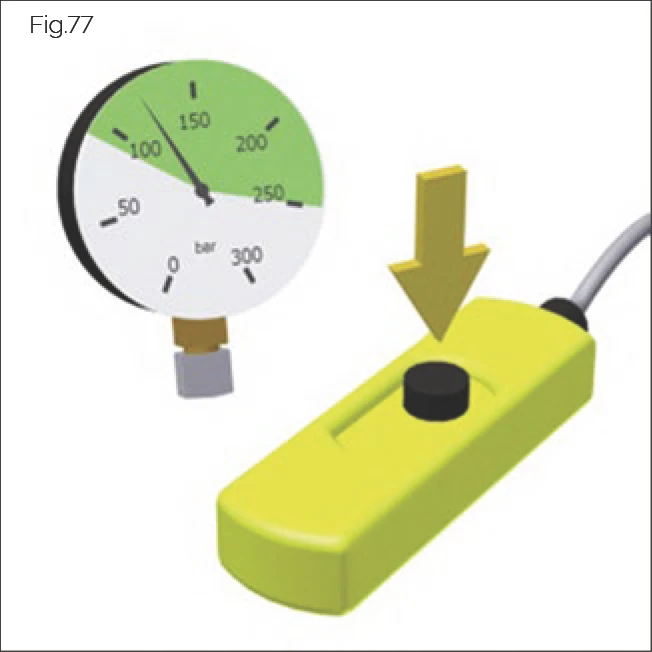
- Bật thiết bị thủy lực và đặt áp lực cần thiết bằng van điều chỉnh áp lực.
Áp lực khuyến nghị:
- MRS: 80 đến 120 bar (250 bar cho MR 100)
- BRS: 80 đến 120 bar
Lưu ý: Áp lực ép cần thiết phụ thuộc vào kích thước và dung sai sản xuất. Các trường hợp riêng lẻ có thể yêu cầu áp lực cao hơn.
ATTENTION!
Nguy cơ hư hỏng vật liệu do vượt quá áp lực vận hành cho phép!
Nút/dụng cụ có thể bị hỏng.
- Không bao giờ vượt quá áp lực vận hành cho phép của xi lanh thủy lực là 350 bar.
- Vận hành ngắn bảng điều khiển một tay để kích hoạt xi lanh thủy lực.
→ Bạn sẽ nghe thấy tiếng click rõ ràng.
- Ngay lập tức thả công tắc nguồn của xi lanh thủy lực.
→ Xi lanh thủy lực sẽ trở về vị trí ban đầu.
- Trượt dụng cụ lắp ráp sang một bên.
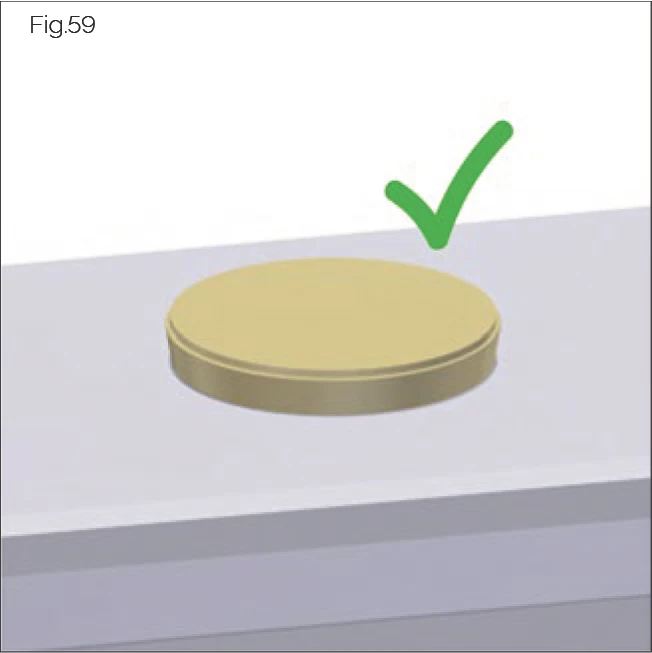
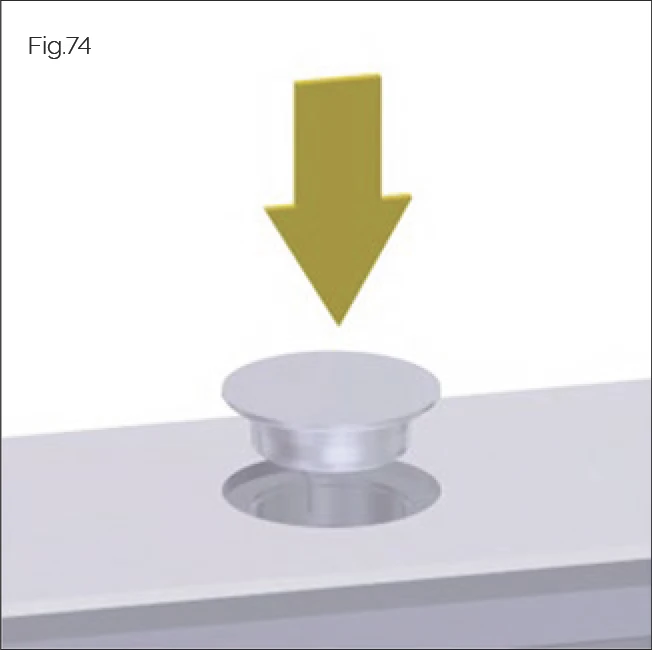
→ Nút đã được ép trước, nhô lên khoảng 0.2 - 0.3 mm so với bề mặt thanh dẫn hướng.
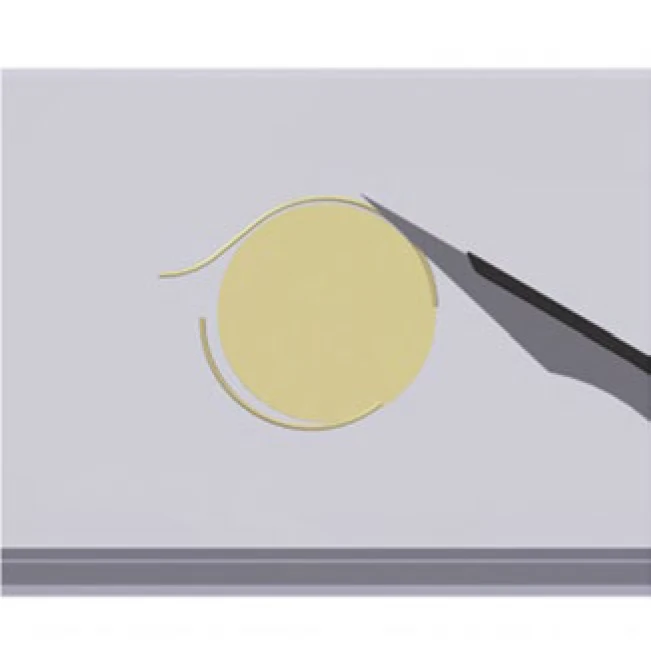
- Loại bỏ mảnh vụn sinh ra trong quá trình ép, hoặc làm sạch bằng dụng cụ phù hợp (dao mổ, lưỡi dao sắc, v.v.). Đảm bảo nút và thanh dẫn hướng không bị trầy xước.
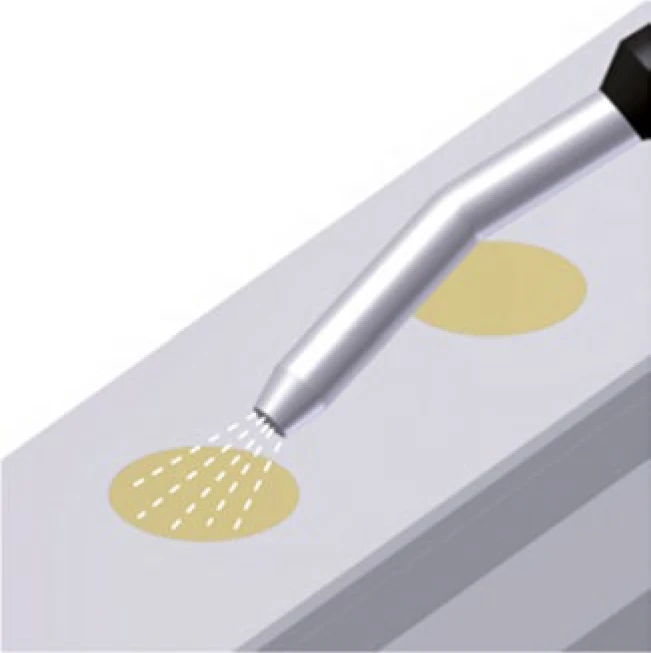
- Dùng khí nén thổi mảnh vụn rời ra khỏi bề mặt thanh dẫn hướng. Dùng bàn chải đồng thau để loại bỏ mảnh vụn còn lại nếu cần thiết. Kiểm tra xem tất cả mảnh vụn đã được loại bỏ chưa.
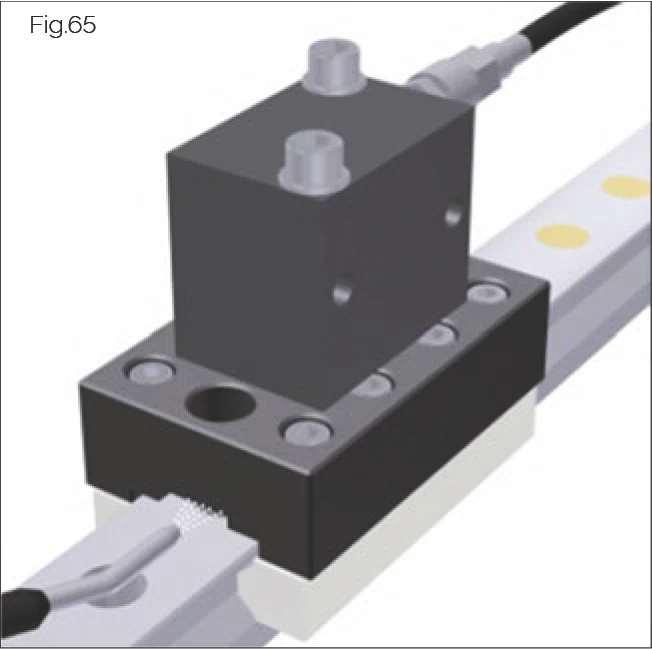
- Dùng khí nén thổi mảnh vụn từ khoảng cách giữa đế trượt và bề mặt trên thanh dẫn hướng để loại bỏ mảnh vụn bám vào đầu ép.
- Trượt dụng cụ lắp ráp lại qua nút đang được ép và định vị. Lặp lại quá trình ép.
→ Nút đã được ép hoàn toàn và bây giờ bằng phẳng với bề mặt thanh dẫn hướng.
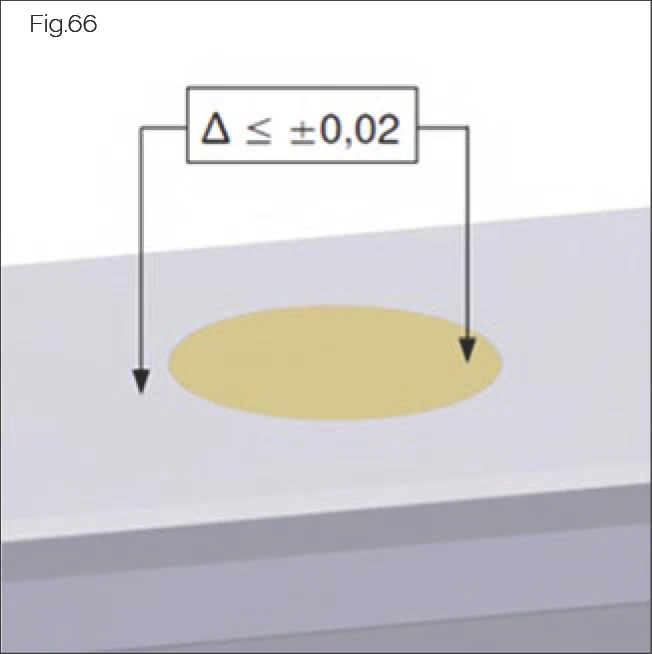
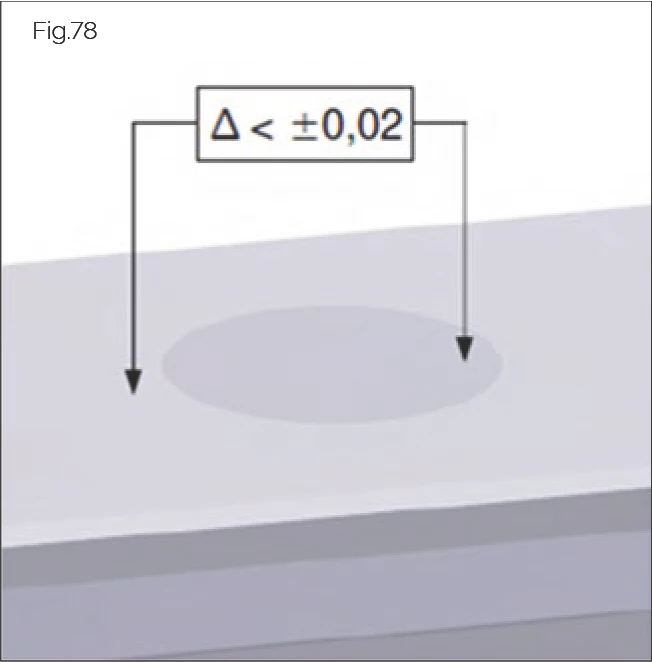
- Kiểm tra xem chênh lệch chiều cao giữa thanh dẫn hướng và bề mặt trên của nút có được phép không (đo tại mép nút hoặc lỗ bắt vít là +/- 0.02 mm).
- Nếu cần thiết, lặp lại quá trình ép với áp lực cao hơn cho đến khi đạt được vị trí chính xác.
- Đảm bảo không có mảnh vụn hoặc ba via còn lại. Nếu cần thiết, sử dụng miếng đánh bóng để hoàn thiện nút và bề mặt thanh dẫn hướng.
- Đảm bảo nút được định vị chính xác.
Tháo dỡ
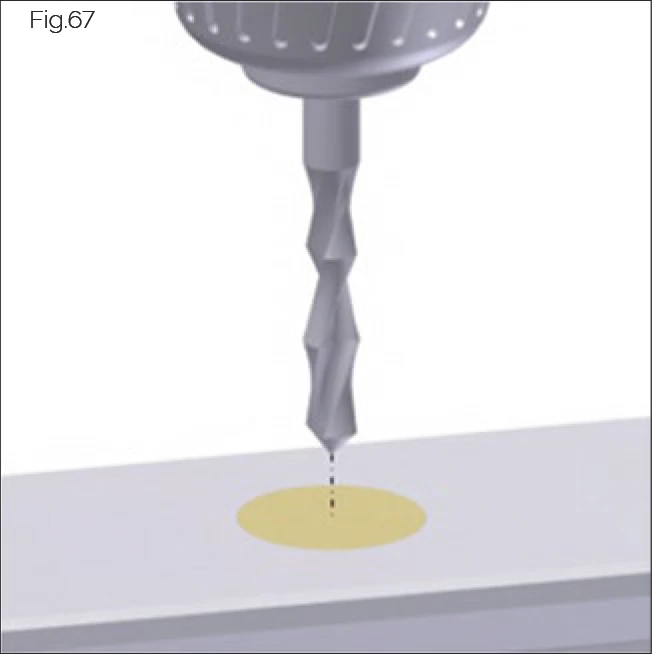
Sau khi lắp đặt đúng cách, nút đồng thau sẽ được kẹp chặt rất chắc trong các lỗ bắt vít thanh dẫn hướng. Do đó chúng tôi khuyến nghị sử dụng thiết bị tháo phù hợp để tháo dỡ. Vít lục giác tiêu chuẩn phù hợp cho mục đích này. Đường kính vít và lỗ lõi được khuyến nghị xem trang 75 "Mô-men siết vít".
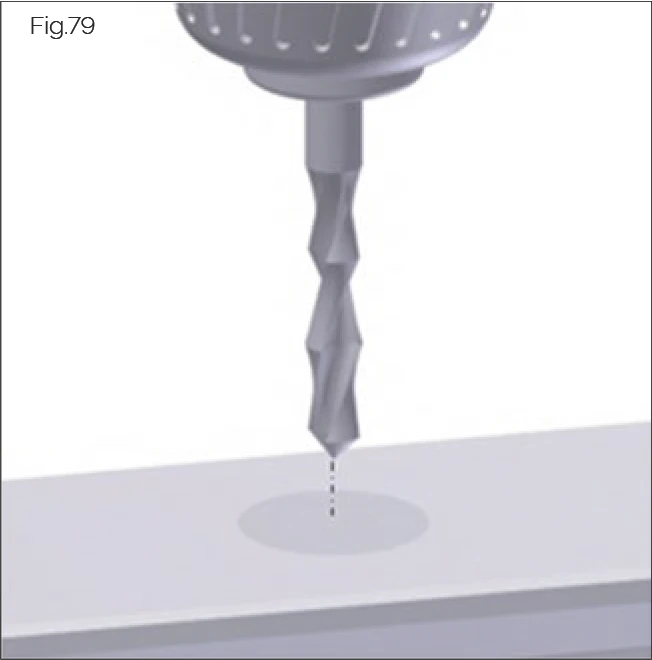
- Làm dấu chấm tâm ở trung tâm nút, sau đó dùng máy khoan cầm tay để khoan xuyên qua nút tại điểm này. Chú ý không làm hỏng vít kẹp thanh dẫn hướng. Đường kính mũi khoan nên được chọn dựa theo vít lục giác được sử dụng.
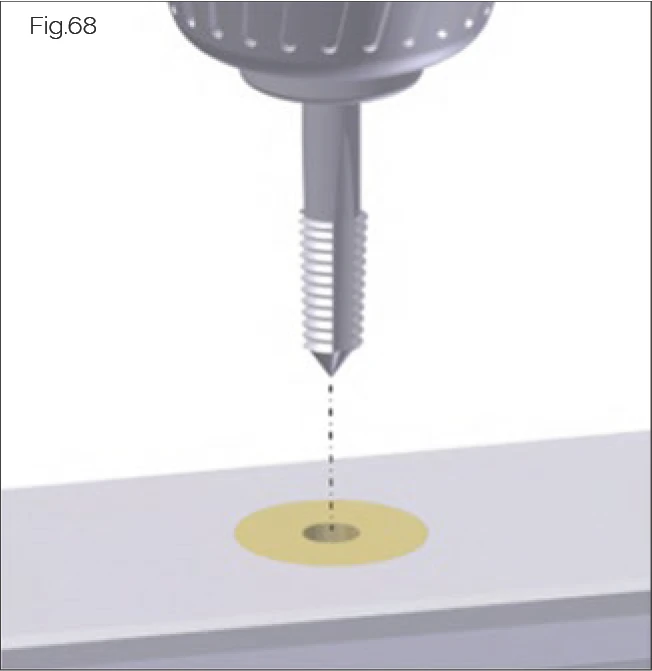
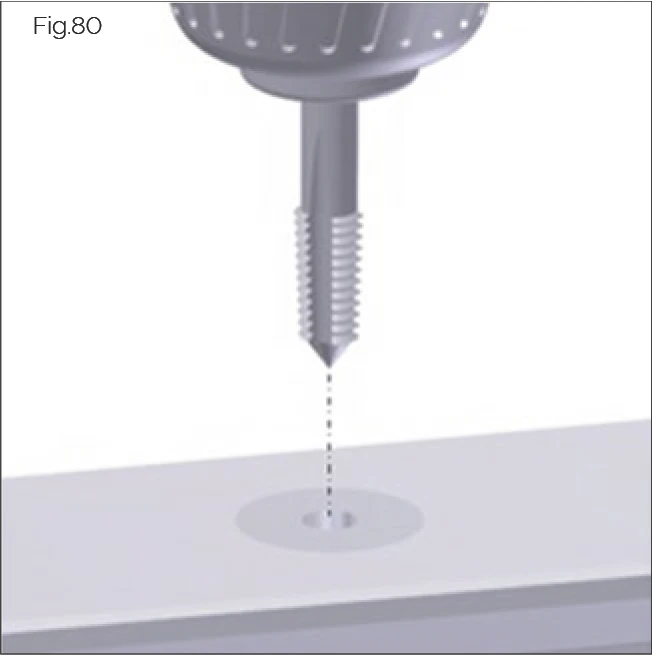
- Dùng ta rô cắt ren vào nút. Loại bỏ mảnh vụn khỏi ren.
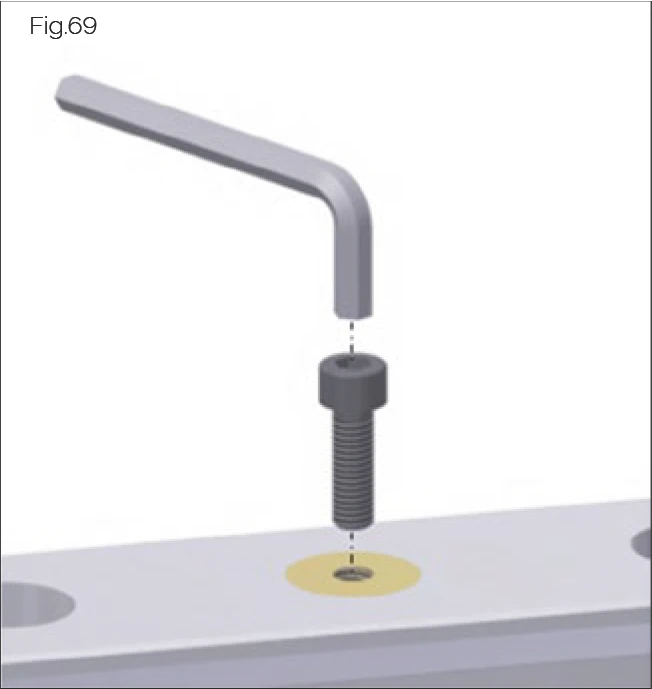
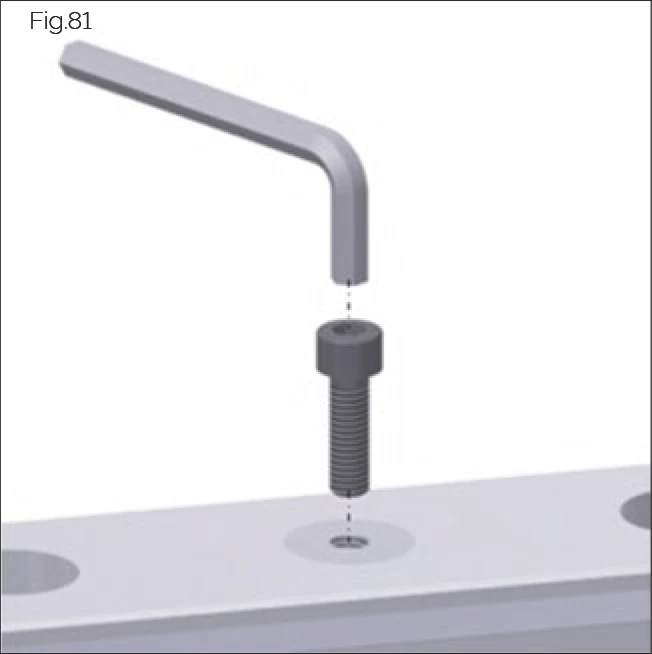
- Vặn vít lục giác vào nút bằng tay cho đến khi đầu vít tiếp xúc với đầu vít kẹp thanh dẫn hướng.
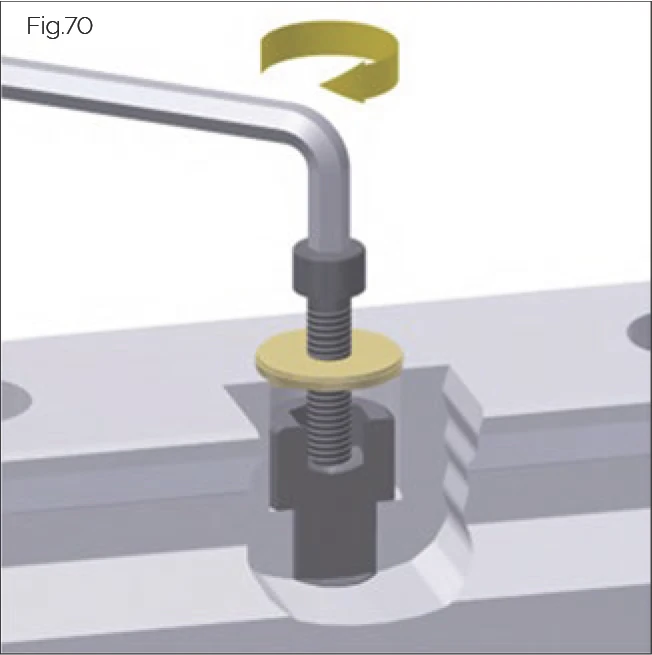
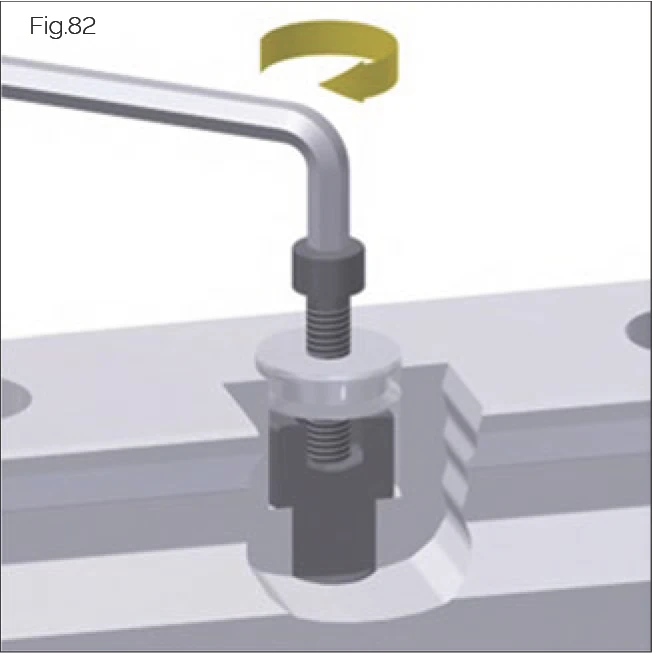
- Siết chặt vít bằng cờ lê lục giác phù hợp.
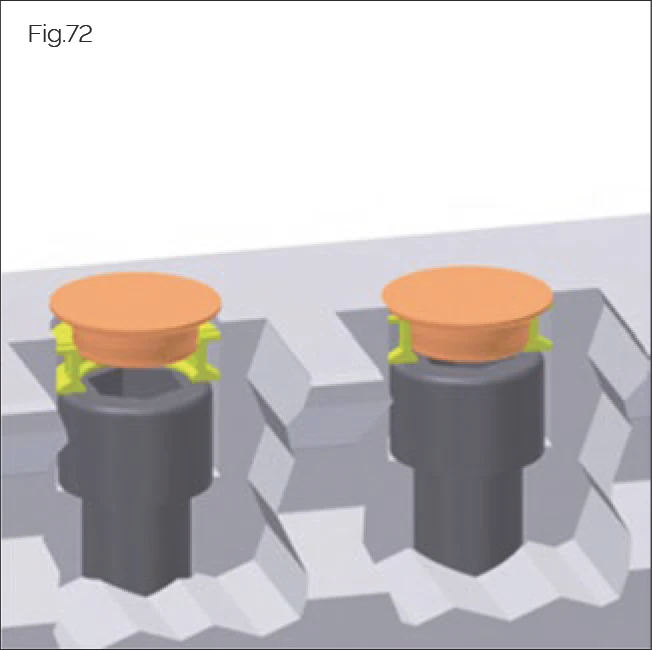
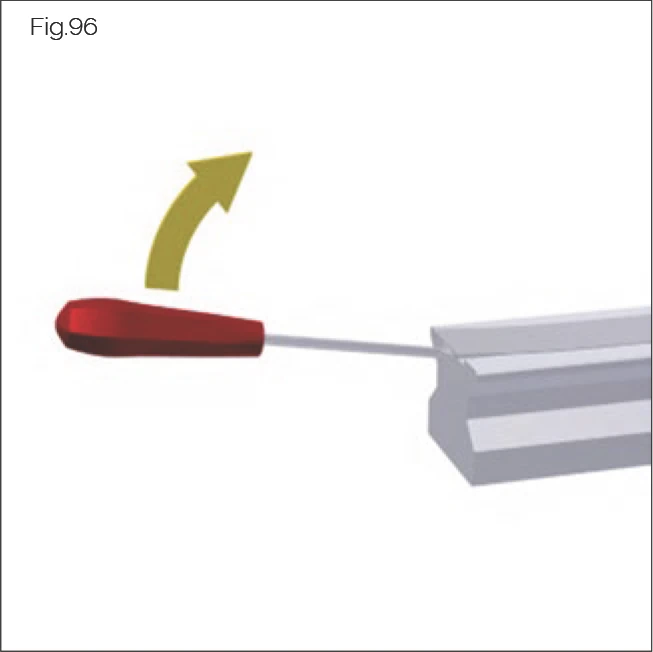
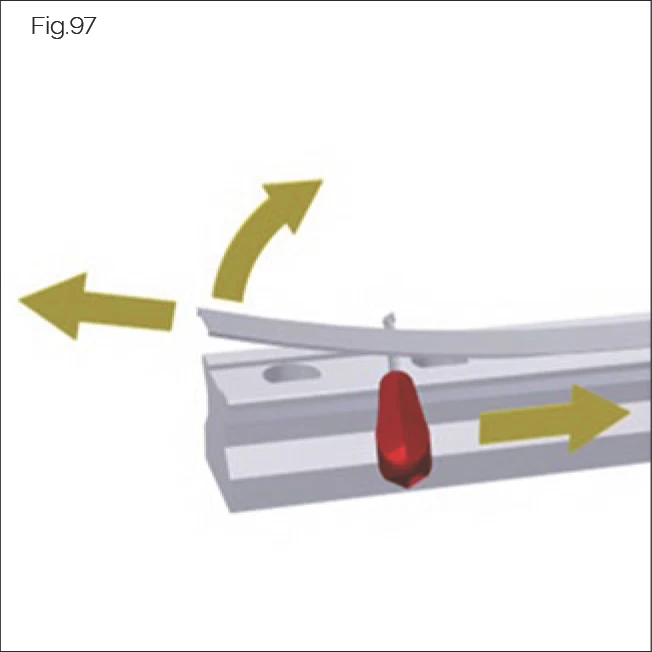
→ Nút sẽ được đẩy lên trên (xem hình).
- Tiếp tục siết vít cho đến khi nút được rút ra hoàn toàn.
- Tháo nút bằng tay.
- Kiểm tra lỗ bắt vít thanh dẫn hướng và vít kẹp xem có hư hỏng không. Nếu cần thiết, dùng dụng cụ mài để hoàn thiện lỗ bắt vít và thay thế vít kẹp.
Video hướng dẫn lắp đặt nút kim loại
Video sau đây áp dụng đồng thời cho quy trình lắp đặt nút đồng thau MRS/BRS và nút thép MRZ.
Lắp đặt nút kim loại MRS/MRZ
MRS là vật liệu đồng thau, MRZ là thép, phù hợp cho môi trường ô nhiễm cao hoặc cần mức độ bảo vệ cao hơn. Yêu cầu dụng cụ thủy lực MWH để lắp đặt. | Thời lượng: ~4 phút
7.2.3 MRZ Nút thép
CAUTION!
Nguy cơ thương tích cá nhân do các cạnh sắc!
Có thể gây ra vết cắt.
- Đeo găng tay.
- Bảo vệ phớt cào dầu trên bàn trượt bằng dải bảo vệ lắp ráp khi đi qua các lỗ bắt vít thanh dẫn hướng chưa được làm kín.
CAUTION!
Nguy cơ thương tích cá nhân do không tuân thủ hướng dẫn của nhà sản xuất!
Các bộ phận thủy lực có thể bị hỏng và trục trặc, dẫn đến thương tích.
- Tuân thủ hướng dẫn lắp đặt, vận hành và bảo trì của nhà sản xuất.
Phần này mô tả việc lắp đặt nút thép MRZ để che lỗ bắt vít trên thanh dẫn hướng MONORAIL MR, sử dụng dụng cụ lắp ráp thủy lực MWH.
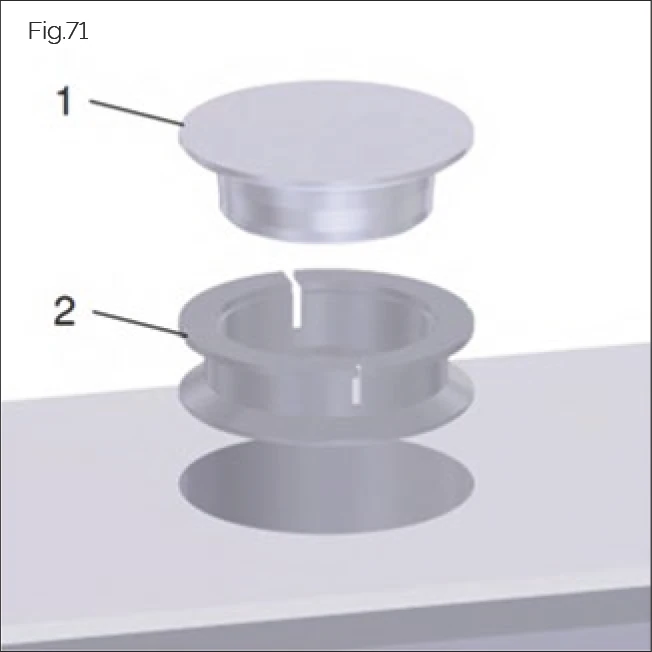
Nguyên lý chức năng
Nút thép MRZ hai mảnh làm từ thép không gỉ chống rỉ bao gồm nút thực tế (1) và vòng kẹp (2). Vòng kẹp có hai mặt bích hình vòng và mặt trên có nhiều rãnh. Trong quá trình lắp ráp, vòng kẹp được đặt lỏng lẻo lên đầu vít trong lỗ bắt vít thanh dẫn hướng. Nút hình côn nhẹ có mặt trên dạng đĩa với đường kính tương ứng xấp xỉ với đường kính lỗ bắt vít thanh dẫn hướng.
Ép nút vào vòng kẹp làm cho nó giãn ra nhẹ, ép vòng vào thành lỗ bắt vít và tạo ra lực khóa giữa lỗ bắt vít và nút. Nguyên lý chức năng này đảm bảo việc nắm giữ và làm kín rất chắc chắn của nút trong lỗ bắt vít thanh dẫn hướng, cũng như vị trí bằng phẳng của nút so với bề mặt thanh dẫn hướng để phớt cào dầu của bàn trượt hoạt động tối ưu.
Dụng cụ cần thiết
Dụng cụ lắp đặt MWH
Để biết mô tả về dụng cụ lắp ráp MWH và cách lắp ráp, xem phần "Nút đồng thau MRS/BRS" trang 34.
Quy trình lắp ráp
- Trượt dụng cụ lắp ráp MWH lên thanh dẫn hướng. Khuyến nghị sử dụng thanh dẫn lắp ráp MRM cho mục đích này.
- Đặt vòng kẹp vào bên trong lỗ bắt vít thanh dẫn hướng với mặt có rãnh hướng lên trên.
- Đặt nút lên vòng kẹp với mặt hình côn hướng xuống dưới.
Đảm bảo nút nằm song song phẳng với bề mặt thanh dẫn hướng trong lỗ bắt vít.
Lưu ý: Vòng kẹp có một rãnh nhỏ ở bên trong phần trên, giúp nút có thể căn chỉnh với nó dưới áp lực nhẹ.
- Trượt dụng cụ lắp ráp qua nút và định vị vào trung tâm.
- Trượt dụng cụ lắp ráp cho đến khi cả hai lỗ kiểm soát bên ngoài hoặc rãnh trong dụng cụ (MWH 25 - 100) nằm chính xác trên lỗ bắt vít thanh dẫn hướng. (Tùy thuộc vào kích thước, các lỗ kiểm soát cách vị trí lắp đặt một hoặc hai khoảng lỗ L4.)
→ Đã đạt được vị trí dập.
Lưu ý: Để lắp đặt nút ở đầu thanh dẫn hướng, dụng cụ lắp ráp có thể trượt qua đầu thanh dẫn hướng.
- Bật thiết bị thủy lực và đặt áp lực cần thiết bằng van điều chỉnh áp lực.
Áp lực khuyến nghị: 100 đến 200 bar
Lưu ý: Áp lực dập cần thiết phụ thuộc vào kích thước và dung sai sản xuất. Các trường hợp riêng lẻ có thể yêu cầu áp lực cao hơn, lên đến khoảng 250 bar.
ATTENTION!
Nguy cơ hư hỏng vật liệu do vượt quá áp lực vận hành cho phép!
Nút/dụng cụ có thể bị hỏng.
- Không bao giờ vượt quá áp lực vận hành cho phép của xi lanh thủy lực là 350 bar.
- Vận hành ngắn bảng điều khiển một tay để kích hoạt xi lanh thủy lực MZH.
→ Bạn sẽ nghe thấy tiếng click rõ ràng.
- Ngay lập tức thả công tắc nguồn của xi lanh thủy lực.
→ Xi lanh thủy lực sẽ trở về vị trí ban đầu.
- Trượt dụng cụ lắp ráp sang một bên.
→ Nút đã được ép hoàn toàn và bây giờ bằng phẳng với bề mặt thanh dẫn hướng.
- Đảm bảo nút được định vị chính xác:
- Kiểm tra xem chênh lệch chiều cao giữa thanh dẫn hướng và bề mặt trên của nút có được phép không (+/- 0.02 mm đo tại mép nút hoặc lỗ bắt vít).
- Nếu cần thiết, lặp lại quá trình ép với áp lực cao hơn cho đến khi đạt được vị trí chính xác.
ATTENTION!
Nguy cơ hư hỏng vật liệu do sử dụng vít không đúng!
Phớt cào dầu ngang/bàn trượt có thể bị hỏng.
- Chức năng an toàn của nút thép chỉ được đảm bảo khi sử dụng vít đầu cao DIN 912/ISO 4762 để kẹp chặt thanh dẫn hướng.
- Bất kỳ ký hiệu nào trên đầu vít đều không được nhô lên.
Tháo dỡ
Sau khi lắp đặt đúng cách, nút thép được kẹp chặt rất chắc vào các lỗ bắt vít thanh dẫn hướng. Do đó chúng tôi khuyến nghị sử dụng thiết bị tháo phù hợp để tháo dỡ. Vít Allen tiêu chuẩn phù hợp cho mục đích này. Đường kính vít và lỗ lõi được khuyến nghị xem Bảng "Kích thước nút thép MRZ" trang 72.
- Làm dấu chấm tâm ở trung tâm nút và sau đó dùng máy khoan cầm tay để khoan xuyên qua nút tại điểm này. Chú ý không làm hỏng vít kẹp thanh dẫn hướng. Đường kính mũi khoan nên được chọn theo vít Allen được sử dụng.
- Dùng ta rô cắt ren vào nút. Loại bỏ mảnh vụn kim loại khỏi ren.
- Vặn vít Allen vào nút bằng tay cho đến khi đầu vít tiếp xúc với đầu vít kẹp thanh dẫn hướng.
- Siết chặt vít bằng cờ lê Allen phù hợp.
→ Nút cùng với vòng kẹp sẽ được đẩy lên trên (xem hình).
- Tiếp tục siết vít cho đến khi nút được rút ra hoàn toàn.
- Tháo nút bằng tay.
- Kiểm tra lỗ bắt vít thanh dẫn hướng và vít kẹp xem có hư hỏng không. Nếu cần thiết, dùng dụng cụ mài để hoàn thiện lỗ bắt vít và thay thế vít kẹp.
7.2.4 Dải che MAC/BAC
Phần này mô tả việc lắp đặt dải che MAC/BAC cho MONORAIL MR và dải che BAC cho MONORAIL BM để che lỗ lắp đặt, sử dụng dụng cụ lắp ráp MWC cho MR và dụng cụ lắp ráp BWC cho BM.
Video hướng dẫn lắp đặt dải che bảo vệ
Lắp đặt dải che bảo vệ MAC/BAC
Phương pháp lắp đặt dải che bảo vệ chống bụi trên đỉnh thanh dẫn hướng, ngăn ngừa hiệu quả phoi cắt và bụi xâm nhập vùng lăn, kéo dài tuổi thọ sử dụng. Áp dụng cho dòng MONORAIL MR và BM. | Thời lượng: ~3 phút
CAUTION!
Nguy cơ thương tích cá nhân do cạnh và đầu dải che!
Có thể gây ra vết cắt.
- Đeo găng tay.
ATTENTION!
Nguy cơ hư hỏng vật liệu do dải che bị uốn cong!
Dải che có thể bị uốn cong trong quá trình lưu trữ và vận chuyển, điều này có thể làm hỏng phớt cào dầu của bàn trượt.
- Luôn đảm bảo dải che được đỡ trên toàn bộ chiều dài của nó.
- Không sử dụng dải che bị uốn cong.
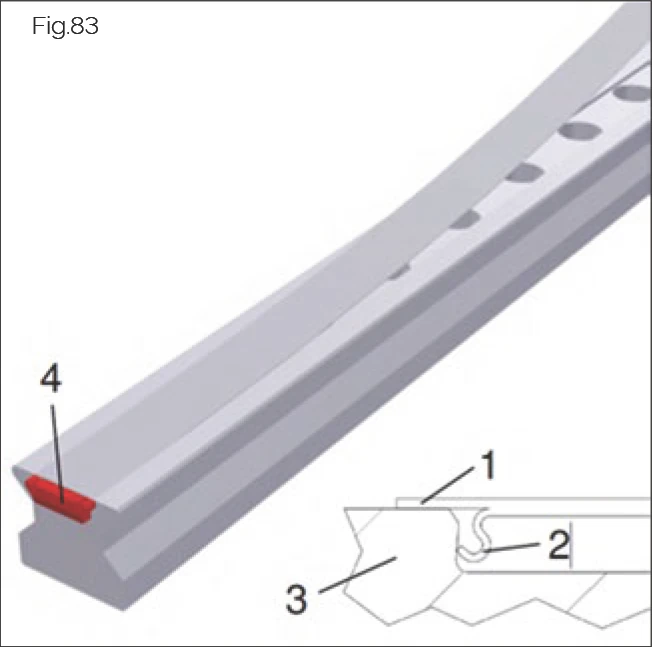
Nhận dạng
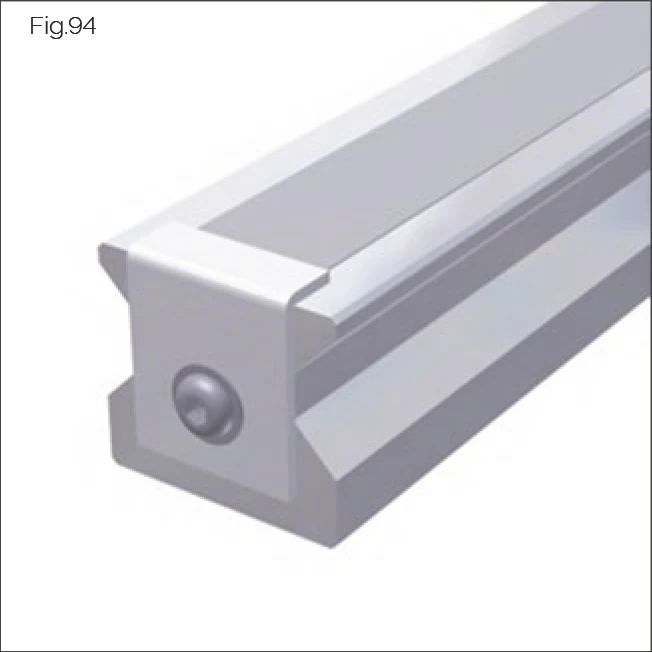
Dải che MAC làm từ thép lò xo không gỉ bao gồm dải thép trơn (1) với các phần tử lò xo hình chữ S ở mặt dưới (2) để kẹp cố định. Lắp đặt được thực hiện trên thanh dẫn hướng dải che đặc biệt (3) có rãnh đuôi én. Sau khi lắp đặt, dải che nằm phẳng với độ cong nhẹ trên thanh dẫn hướng, che phủ mặt trên ở khu vực lỗ bắt vít. Cạnh mặt trên thanh dẫn hướng không được che phủ. Dải được giữ tại chỗ bởi các phần tử lò xo hình chữ S, móc vào rãnh thanh dẫn hướng và đảm bảo nắm giữ chắc chắn nhờ khóa. Dải cũng được cố định tại các đầu bởi các nắp đầu đặc biệt (4) ngăn các phần tử giữ bật ra và dải nâng lên. Các nắp đầu đồng thời làm kín khe hở phía trước giữa thanh dẫn hướng và dải che.
- Dải thép
- Phần tử lò xo hình chữ S
- Thanh dẫn hướng rãnh đuôi én
- Nắp đầu
Dụng cụ cần thiết
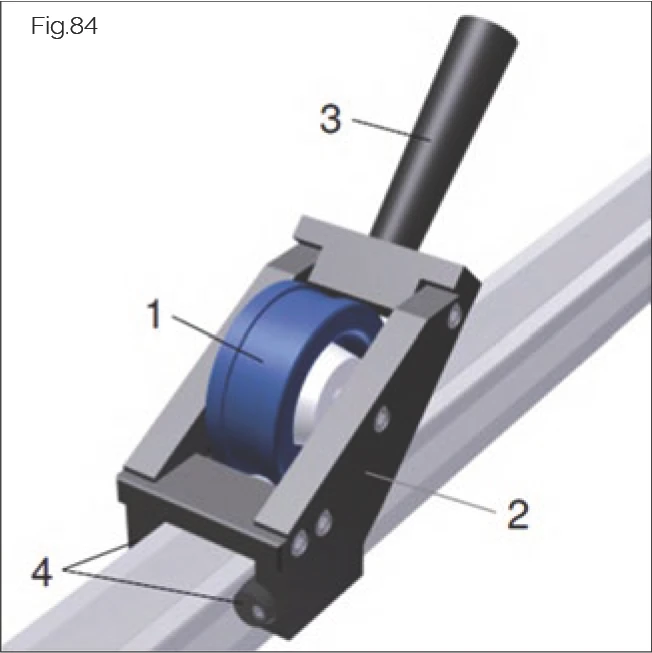
Dụng cụ lắp ráp MWC/BWC
- Con lăn áp lực
- Vỏ hộp
- Tay cầm thao tác thủ công
- Bộ trượt truyền tải phôi dọc theo thanh dẫn hướng
Dụng cụ lắp ráp MWC/BWC không cần bảo trì. Kiểm tra dụng cụ lắp ráp thường xuyên và thay thế khi cần thiết, vì sử dụng lâu dài có thể dẫn đến mài mòn các bộ phận trượt.
SCHNEEBERGER khuyến nghị sử dụng dụng cụ lắp ráp MWC thủ công để lắp đặt dải che MAC đúng cách, có thể đặt hàng riêng từ SCHNEEBERGER.
Quy trình lắp đặt dải che một đoạn
Chiều dài tối thiểu
- Chiều dài tối thiểu cho thanh dẫn hướng có dải che không có giá đỡ kẹp: L3 ≥ 600 mm
- Khi chiều dài thanh dẫn < 600 mm, phải sử dụng giá đỡ kẹp để cố định đầu dải che, ngăn ngừa trượt dọc (xem "Hoàn thiện lắp đặt dải che một đoạn và nhiều đoạn" trang 47).
Căn chỉnh
- Đặt dải che lỏng lẻo lên thanh dẫn hướng.
- Điều chỉnh dải che để định vị vào trung tâm.
- Khi bao gồm các nắp đầu tiêu chuẩn để kẹp dải che, dải sẽ dài hơn một chút so với thanh dẫn hướng.
- Dải được căn chỉnh đúng cách nên có 2 - 3.5 mm nhô ra ở mỗi đầu thanh dẫn hướng.
Lưu ý: Đảm bảo tuân thủ giá trị này để đảm bảo chức năng bình thường của nắp đầu.
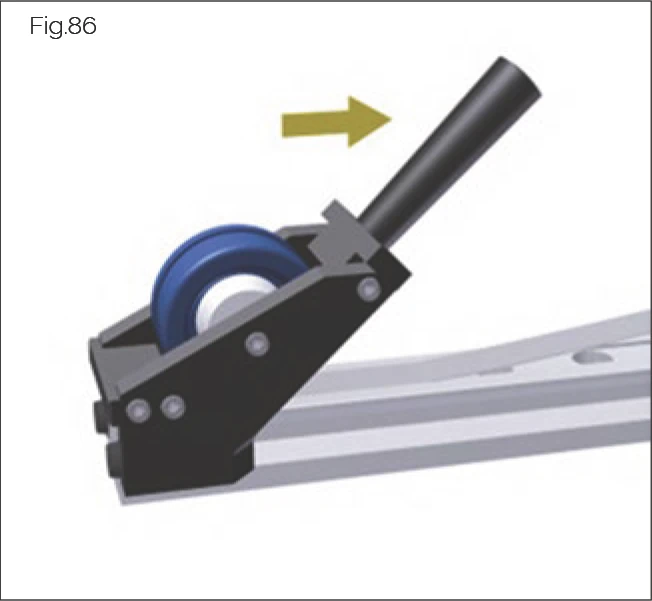
Lắp đặt
- Lắp đặt dụng cụ lắp ráp MWC/BWC vào một đầu thanh dẫn hướng.
→ Tay cầm sẽ hướng về đầu thanh dẫn hướng.
- Ép dải che vào rãnh thanh dẫn hướng:
- Bắt đầu từ khoảng 100 - 200 mm từ đầu thanh dẫn hướng.
- Đồng thời nghiêng dụng cụ và di chuyển về phía trước.
→ Dải che sẽ khóa vào rãnh với âm thanh nghe được.
Lưu ý: Không uốn cong đầu dải tự do ở đầu thanh dẫn hướng. Chỉ di chuyển dụng cụ lắp ráp đến đầu thanh dẫn hướng. Không di chuyển con lăn áp lực qua đầu thanh dẫn hướng khi đang áp lực.
- Xoay tay cầm dụng cụ lắp ráp theo hướng lắp đặt.
- Trượt dụng cụ lắp ráp trở lại trên thanh dẫn hướng.
- Ép dải che vào rãnh theo toàn bộ chiều dài thanh dẫn hướng. Nghiêng dụng cụ về phía trước đồng thời di chuyển.
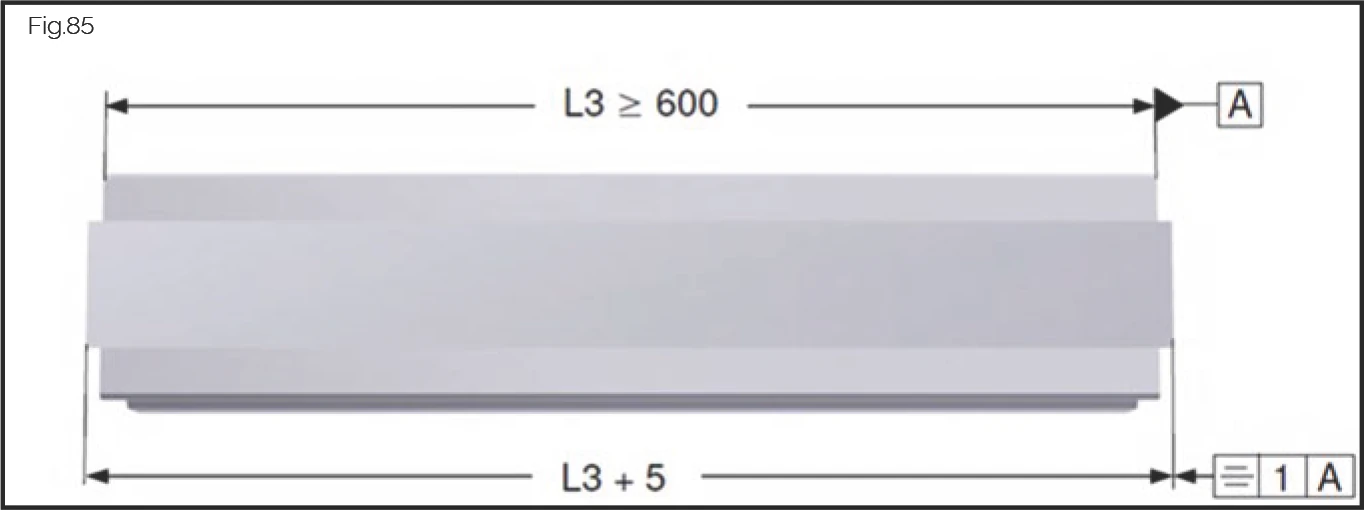
Quy trình lắp đặt dải che dài > 6000 mm
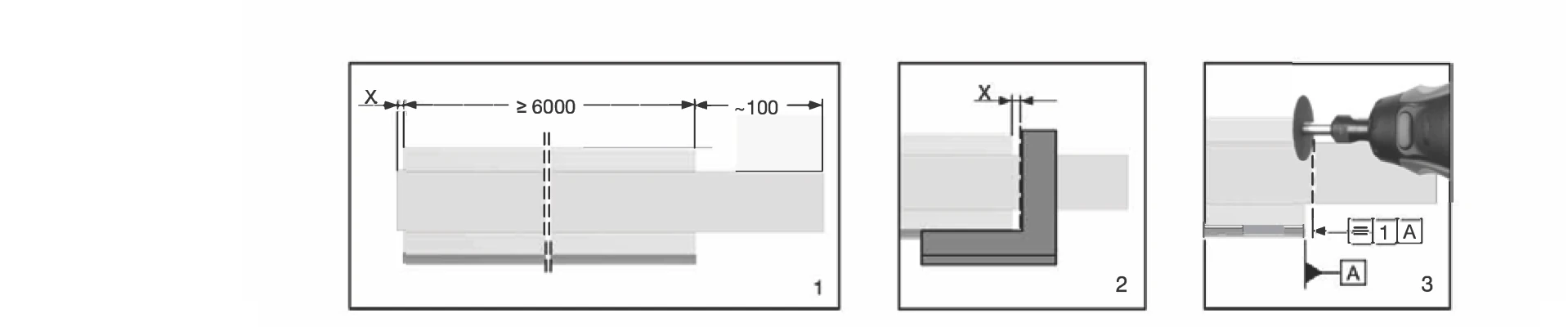
1. Căn chỉnh (X = 2-3.5 mm, ≥6000 mm, ~100 mm) 2. Đánh dấu vị trí cắt (X = 2.5 ± 0.5 mm) 3. Cắt bằng máy cắt
Điều kiện giao hàng: Dải che dài > 6000 mm được giao hàng ở kích thước quá cỡ và phải được khách hàng cắt bỏ một bên sau khi lắp đặt.
Căn chỉnh: Trước khi lắp đặt, đặt dải che lỏng lẻo lên thanh dẫn hướng và căn chỉnh sao cho dải nhô ra X = 2 - 3.5 mm ở một đầu thanh dẫn hướng. Phải tuân thủ giá trị này để đảm bảo chức năng an toàn của nắp đầu kẹp dải. Dải sẽ nhô ra khoảng 100 mm qua đầu thanh dẫn hướng ở phía đối diện (xem Hình 1 ở trên).
Lắp đặt: Lắp dải che trên toàn bộ chiều dài thanh dẫn, bắt đầu từ đầu thanh dẫn hướng có phần nhô ngắn, theo hướng dẫn lắp đặt dải che MAC/BAC.
Cắt bỏ: Sau khi lắp đặt, cắt bỏ đầu dải dài:
- Đánh dấu cạnh cắt bằng thước góc (xem Hình 2 ở trên, phần nhô ra X = 2.5 ± 0.5 mm).
- Cắt dải che thẳng đứng bằng máy cắt hoặc cưa sắt (xem Hình 3 ở trên).
- Loại bỏ ba via ở đầu và cuối cạnh cắt, ví dụ bằng đá mài dầu.
Hoàn thiện lắp đặt: Kiểm tra dải che được định vị chính xác và lắp đặt nắp đầu ở cả hai bên theo hướng dẫn lắp đặt MAC/BAC.
Quy trình lắp đặt dải che nhiều đoạn
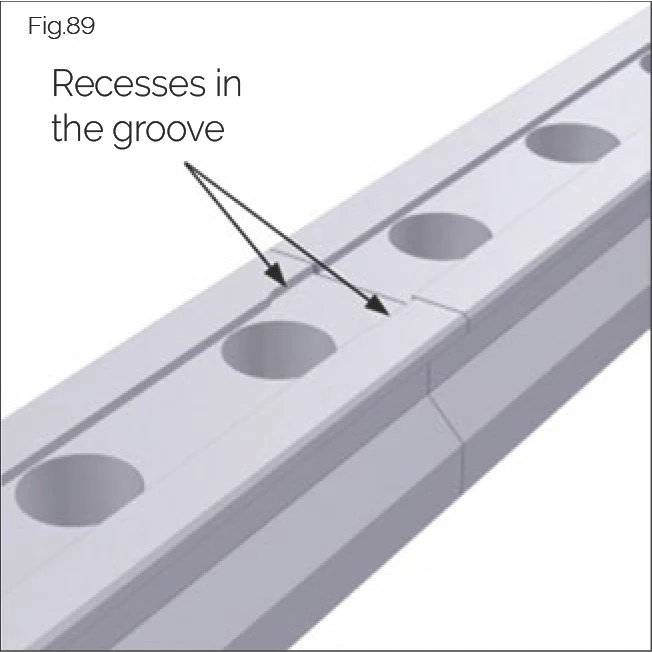
Thông thường
Dải che nhiều đoạn chỉ nên được sử dụng khi ví dụ do chiều dài trục dài mà phải lắp đặt nhiều đoạn thanh dẫn hướng và tình huống lắp đặt yêu cầu. Mối nối đối đầu luôn là điểm vấn đề tiềm ẩn cho phớt cào dầu bàn trượt và nên tránh nếu có thể.
Chiều dài tối thiểu
Chiều dài đoạn tối thiểu: 600 mm
Lắp đặt thanh dẫn hướng
Lắp đặt thanh dẫn hướng nhiều đoạn cho dải che theo hướng dẫn "Xử lý thanh dẫn hướng" trang 21. Lắp đặt các đoạn thanh dẫn hướng sao cho tại mỗi mối nối đối đầu, rãnh dải che được tiếp nối bởi đoạn thanh dẫn hướng tiếp theo (xem hình).
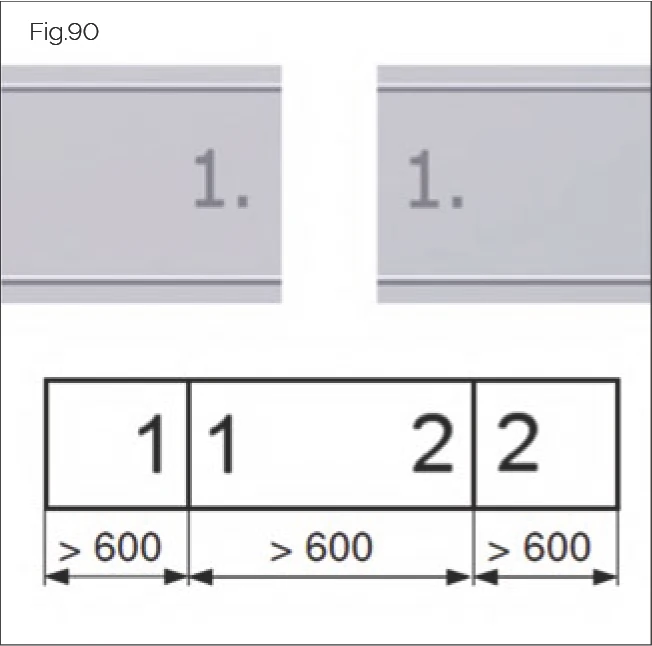
Lắp đặt
Dải che nhiều đoạn nên được lắp đặt theo cùng quy trình với dải che một đoạn (xem "Quy trình lắp đặt dải che một đoạn"). Tuân theo thứ tự đánh số của các dải. Giống như thanh dẫn hướng nhiều đoạn, các đoạn dải riêng lẻ được đánh số mối nối ở mặt dưới trong vùng tiếp giáp.
Trong tương lai, dải che MAC và BAC sẽ được dán nhãn bổ sung trên lớp màng bảo vệ:
- SCHNEEBERGER + loại + kích thước
- Mũi tên chỉ hướng
Mũi tên phải chỉ về phía R1 trong cả quá trình cắt và lắp đặt (bất kể phía dừng của thanh dẫn hướng là gì).
- Lắp đặt đoạn dải đầu tiên.
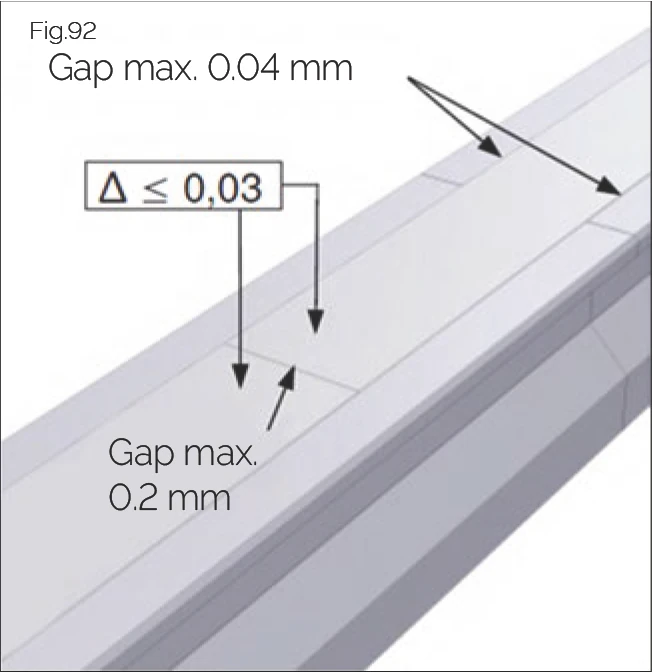
- Lắp đặt tất cả các dải tiếp theo sao cho chúng liền mạch tại mỗi mối nối (khe hở < 0.2 mm).
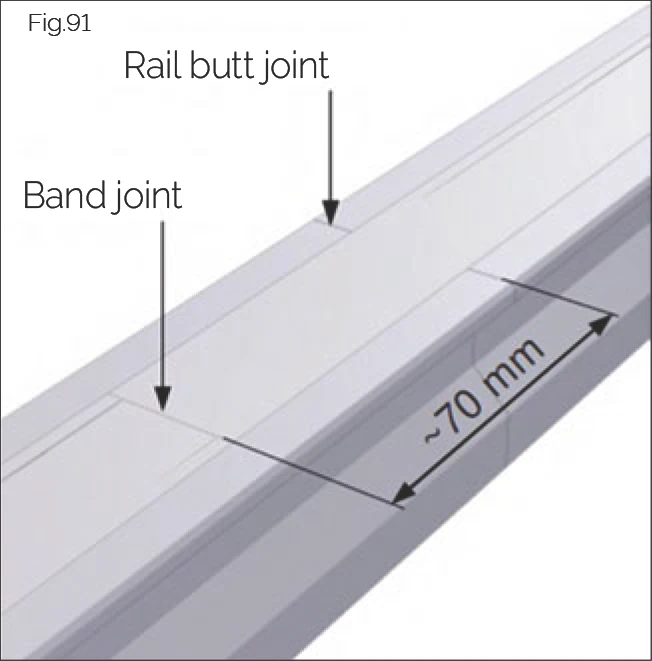
Căn chỉnh
Dải che và thanh dẫn hướng không có cùng chiều dài trong trường hợp thanh dẫn hướng nhiều đoạn. Luôn lắp đặt các mối nối của dải và thanh dẫn hướng lệch nhau khoảng 70 mm.
Hoàn thiện lắp đặt dải một đoạn và nhiều đoạn
- Kiểm tra xem các dải đã được định vị đúng cách và đồng đều, và nằm bằng phẳng với thanh dẫn hướng:
- Dải che có độ cong nhẹ hướng lên trên, với các cạnh tiếp xúc bề mặt thanh dẫn hướng.
- Khe hở cho phép giữa thanh dẫn hướng và dải che là 0.04 mm.
- Chiều cao dải bao gồm độ cong tối đa là 0.6 mm.
- Chênh lệch chiều cao giữa các dải tại mối nối đối đầu tối đa là 0.03 mm.
- Trượt các nắp đầu vào khe hở giữa dải che và rãnh thanh dẫn hướng ở mỗi đầu thanh dẫn hướng cho đến khi dừng lại.
- Làm ẩm nhẹ toàn bộ bề mặt thanh dẫn hướng bằng chất bôi trơn MONORAIL.
Lưu ý: Đối với dải che có chiều dài < 600 mm, hãy cố định đầu dải bằng thanh giữ thép thay vì nắp đầu (xem phần tiếp theo "Thanh giữ thép").
Thanh giữ thép
Trong trường hợp ứng suất cơ học tăng cao, ví dụ trong khu vực phoi cắt mở, có thể cố định đầu dải bằng thanh giữ thép thay vì nắp đầu nhựa màu đỏ. Trong trường hợp này, các đầu dải nhô ra phải được cắt thẳng và không có ba via, và lỗ ren phải được tạo ở đầu thanh dẫn hướng. Việc trang bị thêm thanh giữ thép chỉ được khuyến nghị khi thanh dẫn hướng đã được tôi cứng bằng cảm ứng. Về kích thước của thanh giữ và lỗ ren, xem phần "Phụ lục".
Thanh giữ thép không thuộc phạm vi cung cấp tiêu chuẩn của dải che và phải được đặt hàng riêng.
Tháo dỡ
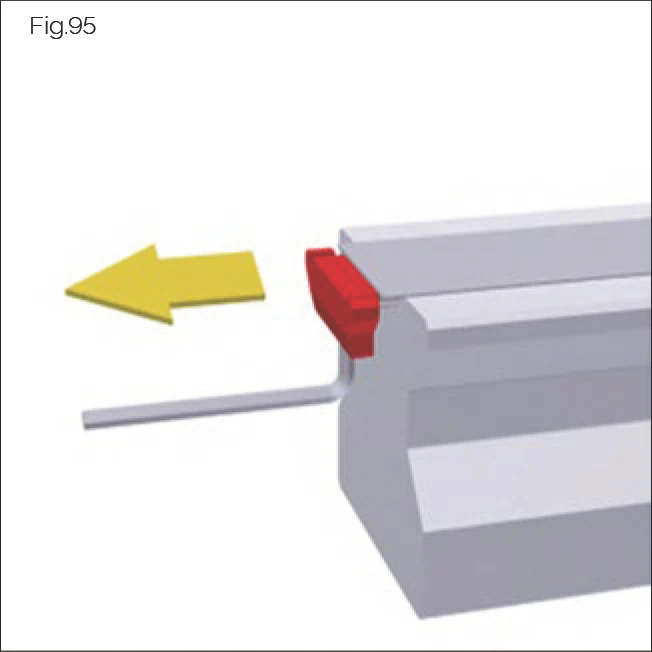
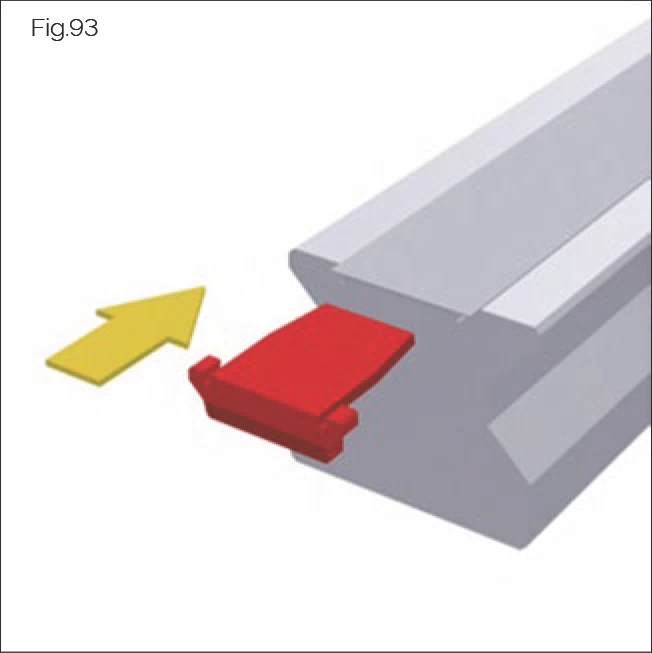
- Tháo nắp đầu:
- Móc cờ lê lục giác vào mặt dưới của nắp đầu.
- Kéo nắp đầu ra khỏi rãnh, kéo song song với thanh dẫn hướng.
- Dùng tua vít để nâng dải che lên vài milimet ra khỏi rãnh ở một đầu thanh dẫn hướng.
- Dùng tay nắm lấy đầu dải và nâng lên.
- Chèn tua vít theo chiều ngang vào giữa thanh dẫn hướng và dải che.
- Trượt tua vít dọc theo chiều dài thanh dẫn hướng, nâng dải che lên. Chú ý không làm cong hoặc xoắn dải. Không để dải che hoặc thanh dẫn hướng bị trầy xước.
→ Dải che được tách ra khỏi rãnh.
- Tháo dải che ra khỏi toàn bộ chiều dài thanh dẫn hướng.
- Kiểm tra dải che có bị hư hỏng không:
- Nắn thẳng các dải bị cong nhẹ.
- Thay thế các dải bị cong mạnh, xoắn, trầy xước hoặc hư hỏng theo cách khác.
- Luôn thay thế các nắp đầu. Nắp đầu có thể bị hư hỏng trong quá trình tháo dỡ hoặc mất lực giữ.
7.3 Tháo màng bảo vệ lắp đặt cho phớt chắn bổ sung (Tùy chọn)

Fig.98
Các bàn trượt có phớt chắn bổ sung ZBV/ZCV được cung cấp kèm màng bảo vệ lắp đặt nếu thanh dẫn hướng được bắt vít từ trên và các lỗ lắp đặt được che bằng nút. Màng bảo vệ lắp đặt bảo vệ môi làm kín trong quá trình lắp đặt và chỉ nên tháo ra sau khi các lỗ lắp đặt của thanh dẫn hướng đã được bịt kín.
ATTENTION!
Nguy cơ hư hỏng vật liệu do bàn trượt trượt qua cạnh lỗ lắp đặt thanh dẫn hướng đang mở!
Phớt chắn bổ sung có thể bị hư hỏng.
- Chỉ tháo màng bảo vệ lắp đặt sau khi các lỗ lắp đặt đã được bịt kín.
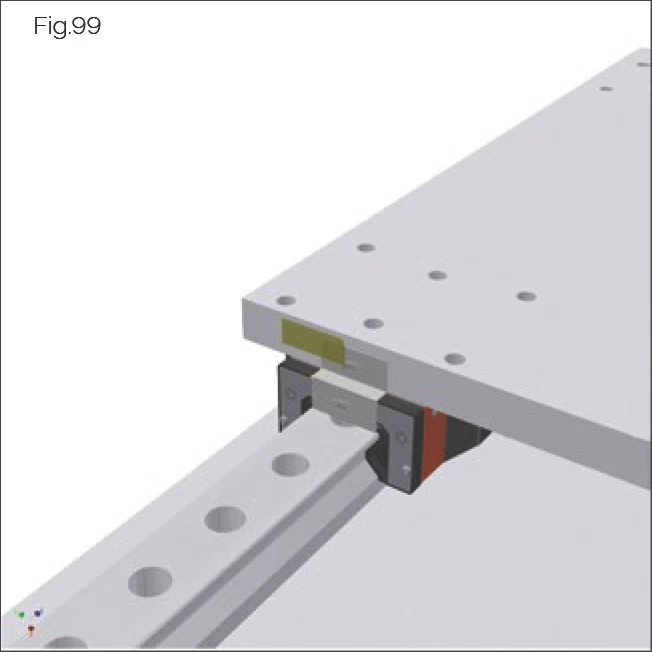
Fig.99
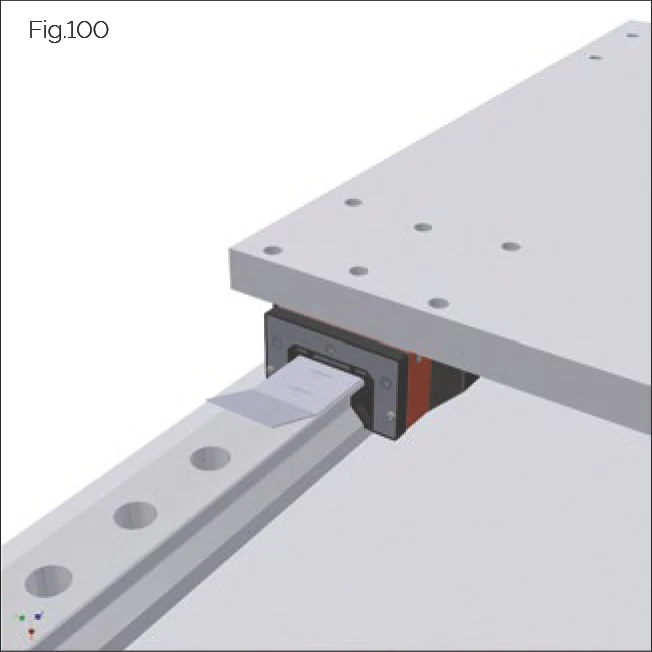
Fig.100
Kéo màng bảo vệ lắp đặt ra khỏi bàn trượt theo hướng của thanh dẫn hướng.
7.4 Bôi trơn
Đầu nối bôi trơn
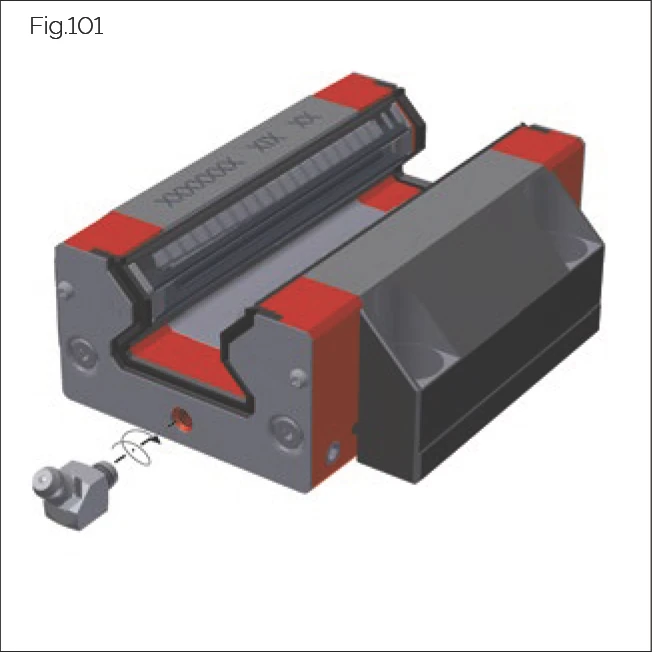
Fig.101
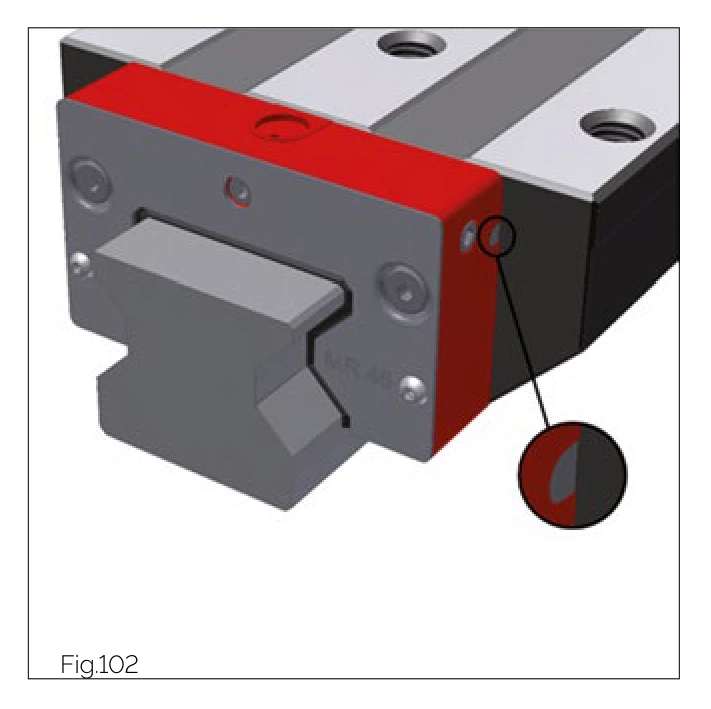
Fig.102
Thông thường
- Đầu nối bôi trơn là ren nhựa. Hãy cẩn thận khi lắp các đầu nối bôi trơn.
- Mô-men siết tối đa = 0.5 Nm.
- Độ sâu vặn vào nắp đầu được khuyến nghị = 4 mm.
- Đầu nối bôi trơn có ren côn: độ sâu vặn vào tối đa tương ứng với chiều dài ren.
Phân phối chất bôi trơn
Bàn trượt có thể được trang bị phân phối chất bôi trơn tiêu chuẩn hoặc phân phối chất bôi trơn tách biệt.
Trong trường hợp phân phối chất bôi trơn tiêu chuẩn, tất cả bốn bề mặt lăn được cung cấp qua một đầu nối bôi trơn duy nhất. Chất bôi trơn được phân phối đến tất cả các rãnh trong nắp đầu và các đơn vị đổi hướng.
Trong trường hợp phân phối chất bôi trơn tách biệt, hai đầu nối bôi trơn cung cấp riêng cho các rãnh bên trái và bên phải.
MONORAIL MR bao gồm chốt chỉ báo để cho biết nắp đầu được chế tạo cho phân phối chất bôi trơn tiêu chuẩn hay tách biệt:
- Chốt đen - phân phối chất bôi trơn tiêu chuẩn.
- Chốt xám - phân phối chất bôi trơn tách biệt.
Để chuyển đổi bàn trượt MONORAIL MR từ phân phối tiêu chuẩn sang tách biệt, nắp đầu phải được thay thế hoàn toàn.
Lắp đặt đầu nối bôi trơn
- Đảm bảo lỗ đầu nối bôi trơn trong nắp đầu đang mở.
- Vặn đầu nối bôi trơn vào bàn trượt.
- Khi bôi trơn từ trên, đặt vòng làm kín vào rãnh trong nắp đầu và nếu cần bôi một ít dầu để tăng khả năng bám.
- Nếu có hệ thống bôi trơn tập trung, hãy kết nối bàn trượt với hệ thống bôi trơn tập trung.
Bôi trơn ban đầu (do khách hàng thực hiện)
Bôi trơn ban đầu cung cấp chất bôi trơn cho các phần tử lăn. Đồng thời cung cấp sự bảo vệ cho phớt chắn của bàn trượt và bảo vệ chống ăn mòn. Màng dầu mỏng trên thanh dẫn hướng giúp giảm thiểu tiêu thụ chất bôi trơn khi bắt đầu vận hành, vì mọi độ nhám trên bề mặt thanh dẫn hướng sẽ được lấp đầy chất bôi trơn trước.
Về lượng chất bôi trơn, xem "Lượng chất bôi trơn" trên trang 77.
Thực hiện bôi trơn ban đầu cho bàn trượt theo quy trình sau:
- Làm ẩm nhẹ thanh dẫn hướng bằng chất bôi trơn dẫn hướng.
- Trượt bàn trượt qua lại nhiều lần hơn ba lần chiều dài của nó.
- Bơm lượng chất bôi trơn cần thiết vào bàn trượt.
SPL Tấm bôi trơn
ATTENTION!
Nguy cơ hư hỏng vật liệu do xử lý không đúng các phần tử tiếp xúc!
Các phần tử tiếp xúc cung cấp dầu có ứng lực trước nhẹ và có thể bị phá hủy nếu xử lý không đúng cách.
- Cẩn thận trượt tấm bôi trơn qua đầu thanh dẫn hướng.
- Chỉ lắp đặt tấm bôi trơn khi bàn trượt đang trên thanh dẫn hướng.
Thông thường
- Tấm bôi trơn được giao ở trạng thái sẵn sàng lắp đặt, tức là đã được đổ đầy dầu.
- Khi sử dụng tấm bôi trơn trên bàn trượt, cần thực hiện thêm việc đổ đầy mỡ. Về lượng chất bôi trơn được khuyến nghị, xem "Lượng chất bôi trơn" trên trang 51.
- Chỉ sử dụng tấm bôi trơn theo cặp.
- Không sử dụng tấm bôi trơn nếu thanh dẫn hướng tiếp xúc trực tiếp với chất làm mát.
- Sử dụng nắp che để bảo vệ thanh dẫn hướng khỏi bụi, phoi cắt và chất làm mát, sử dụng phớt chắn bổ sung nếu cần thiết.
- Thực hiện các hành trình bôi trơn định kỳ trên toàn bộ khoảng cách hành trình của trục.
- Đưa tấm bôi trơn vào kế hoạch bảo trì máy:
- Kiểm tra phớt chắn định kỳ về mức độ mài mòn.
- Kiểm tra màng dầu trên rãnh thanh dẫn hướng.
- Thực hiện các hành trình bôi trơn.
- Bổ sung SPL.
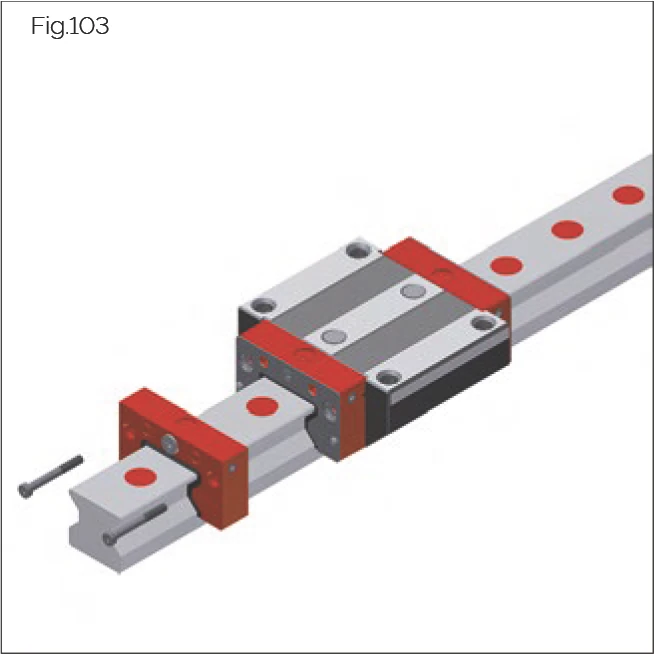
Fig.103
Lắp đặt
- Nới lỏng và tháo các vít phía trên trên nắp đầu tiêu chuẩn (đối với MONORAIL MR, các vít phía dưới vẫn được vặn vào bàn trượt; còn đối với MONORAIL BM, phải giữ nắp đầu).
- Nếu lỗ bôi trơn trung tâm trong nắp đầu bị đóng bởi nút bảo vệ nhựa, hãy tháo nút bảo vệ nhựa và thay bằng vít chặn.
- Cẩn thận trượt tấm bôi trơn qua đầu thanh dẫn hướng đến bàn trượt.
- Cố định tấm bôi trơn bằng các vít dài được bao gồm trong bộ cung cấp SPL.
Thay thế
- Nới lỏng và tháo các vít khỏi tấm bôi trơn. Đối với BM, hãy cẩn thận giữ nắp đầu tại chỗ vì các phần tử lăn có thể bị rơi ra.
- Tháo tấm bôi trơn ra khỏi đầu thanh dẫn hướng.
- Cẩn thận trượt tấm bôi trơn mới qua đầu thanh dẫn hướng đến bàn trượt.
- Cố định tấm bôi trơn mới.
Lắp đặt phớt chắn bổ sung ZCV/ZBV hoặc phớt chắn kim loại ASM/ABM
- Tháo vít chặn khỏi lỗ bôi trơn trung tâm phía trước. Để lắp đặt phớt chắn bổ sung, xem "Phớt chắn bổ sung ZCV/ZBV" trên trang 66. Để lắp đặt phớt chắn kim loại, xem "Thay thế phớt chắn kim loại ASM/ABM" trên trang 67.
- Lắp đặt phớt chắn bổ sung và/hoặc phớt chắn kim loại vào tấm bôi trơn bằng các vít đi kèm.
- Bịt kín lại lỗ bôi trơn trung tâm phía trước bằng vít chặn đã tháo ra hoặc bằng đầu nối dầu.
Bổ sung dầu

Fig.104
Tấm bôi trơn có thể được bổ sung qua lỗ bôi trơn phía trước, giữa hoặc bên cạnh (kích thước MR 25 chỉ từ phía trước). Để biết thông tin đặt hàng và kích thước, xem phần Dữ liệu kỹ thuật trong danh mục MONORAIL. Để làm điều này, tháo vít chặn tương ứng bằng cờ lê lục giác và thay bằng đầu nối dầu. Đầu nối dầu côn có thể đặt hàng như phụ kiện.
Việc bổ sung được thực hiện ví dụ bằng bơm dầu qua đầu nối dầu côn hoặc phẳng vặn vào một trong các lỗ bôi trơn được chuẩn bị sẵn ở phía trước, giữa hoặc bên cạnh. Chai dầu đặc biệt do SCHNEEBERGER cung cấp như phụ kiện cũng có thể được sử dụng. Trong trường hợp này, việc bổ sung được thực hiện trực tiếp vào lỗ bôi trơn SPL mà không cần đầu nối dầu.
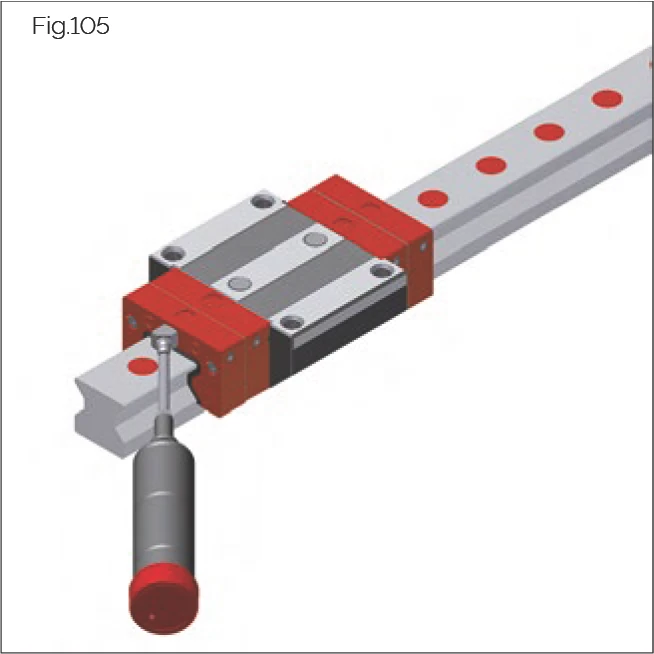
Fig.105
Tấm bôi trơn được bổ sung bằng lượng dầu trong bảng (xem "Lượng chất bôi trơn" trên trang 77) trong khoảng 4 đến 5 giai đoạn, tùy thuộc vào kích thước và tình trạng của đầu nối bôi trơn được sử dụng.
Để đạt kết quả bổ sung tối ưu, nên sử dụng cả hai đầu nối bôi trơn bên cạnh.
Nên để khoảng 5 phút giữa mỗi giai đoạn đổ đầy riêng lẻ.
Cần kiểm tra sự giải phóng dầu tại các điểm tiếp xúc nỉ với thanh dẫn hướng.
Lượng đổ đầy thông thường phụ thuộc vào tốc độ thoát của tấm bôi trơn.
Bổ sung SPL-MR
Xem "Lượng chất bôi trơn bổ sung SPL" trên trang 78.
Bổ sung SPL-BM
Xem "Lượng chất bôi trơn bổ sung SPL" trên trang 78.
Tấm bôi trơn nên được bổ sung theo các điều kiện vận hành hiện hành. Là hướng dẫn, có thể giả định các khoảng cách bổ sung sau:
- BM 15 - BM/MR 35: 2,500 km
- MR/BM 45 - MR 65: 5,000 km
Chỉ có thể xác định chính xác các khoảng cách trong điều kiện vận hành thực tế. Cần bổ sung thường xuyên hơn trong điều kiện bất lợi, hoặc trong môi trường khí hậu hay làm việc bất lợi. Bất kể khoảng cách đã đi, cần bổ sung sau tối đa 12 tháng vận hành.
7.5 Bố trí vỏ điện tử và cáp
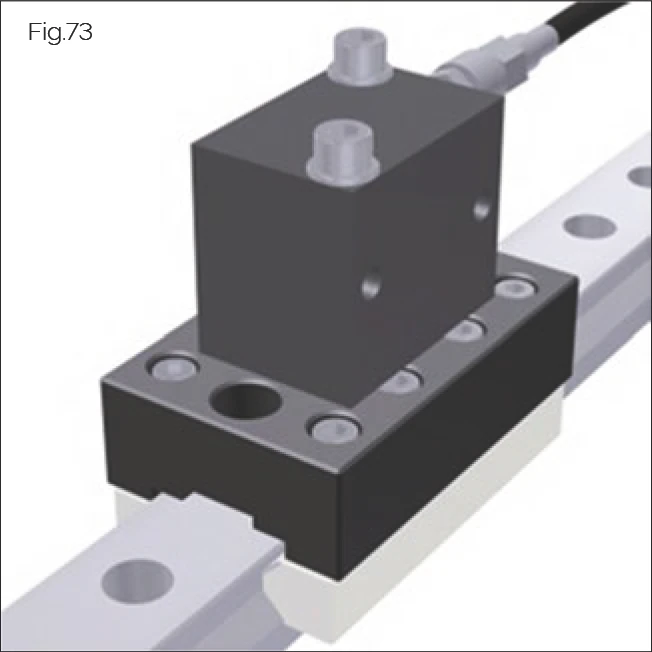
Vỏ điện tử
Đơn vị cảm biến của hệ thống đo lường (ngoại trừ AMSA 3L) có một vỏ điện tử riêng biệt. Vỏ điện tử được lắp đặt gần đầu đọc trên bàn trượt máy và có đèn LED hiển thị phía trước để chỉ báo các trạng thái vận hành khác nhau.
Cần tuân thủ các điểm sau khi lắp đặt vỏ điện tử:
- Lắp đặt vỏ điện tử sao cho phần phía trước của vỏ và LED chẩn đoán (đối với AMSD 3B/4B, AMSABS 3B) dễ dàng tiếp cận để bảo trì.
- Không bố trí cáp từ và đến vỏ dưới trạng thái có lực kéo.
- Không để bán kính uốn cong nhỏ hơn giá trị tối thiểu (xem "Bán kính uốn cong cáp" trên trang 78).
Cáp
Cáp có lớp chắn được sử dụng làm cáp kéo dài KAO và cáp kết nối giữa hệ thống đo lường và bộ điều khiển.
Khi bố trí cáp cho hệ thống đo lường, phải tuân thủ các điểm sau:
Lưu ý: Không bố trí cáp gần các nguồn nhiễu, ví dụ từ trường từ nguồn điện áp, đường dây điện, động cơ, van, rơ-le và dây dẫn của chúng.
- Đối với ống dẫn cáp, đảm bảo kích thước của giá đỡ lắp đặt phù hợp với danh mục hoặc đường kính đầu nối.
- Đảm bảo khoảng cách đủ xa với các cáp mang nguồn nhiễu: 0.1 m.
- Sử dụng màn chắn cách ly có tiếp đất nếu dùng ống dẫn cáp kim loại.
- Đảm bảo khoảng cách tối thiểu 0.2 m với cuộn chặn lưu trữ trong nguồn điện chế độ chuyển mạch.
- Tách ống thủy lực và cáp điện.
- Bố trí cáp đầu đọc (4) tĩnh nhất có thể, ví dụ không đặt trong xích cáp (6).
- Sử dụng cáp kéo dài (5) làm xích cáp (6).
- Không sử dụng ống dẫn có cạnh sắc.
- Bố trí cáp không có bất kỳ tải kéo nào.
- Không để bán kính uốn cong nhỏ hơn giá trị tối thiểu (xem "Bán kính uốn cong cáp" trên trang 78).
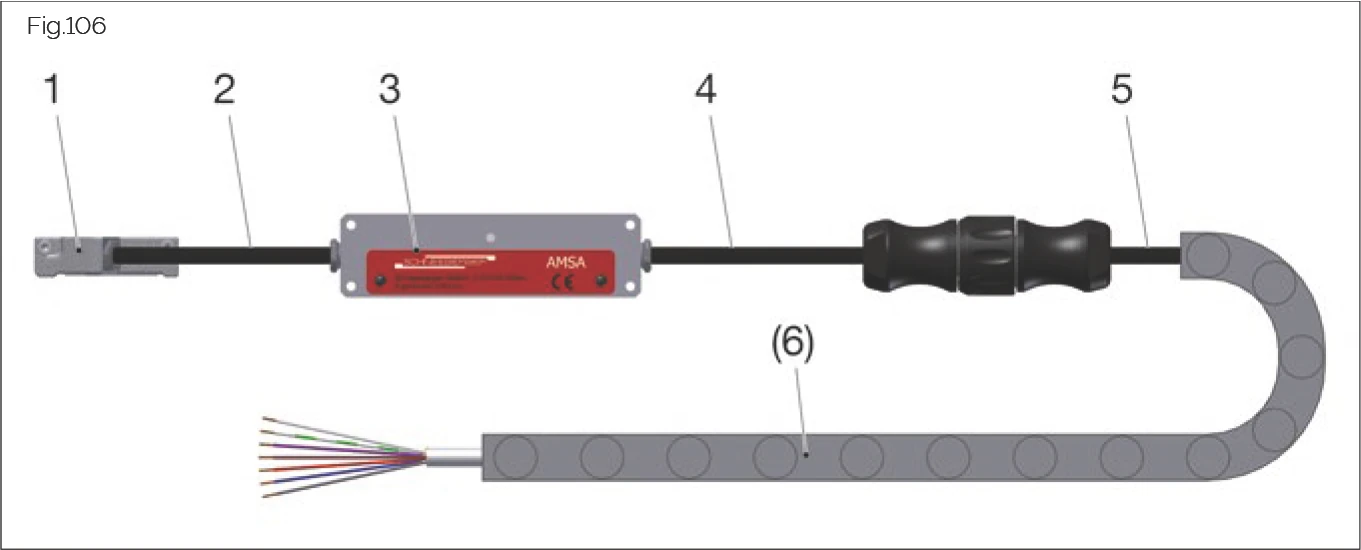
Fig.106
Xích cáp (6) không thuộc phạm vi cung cấp.
Kết nối hệ thống đo lường và chiều dài cáp kéo dài phù hợp
MONORAIL AMS được kết nối trực tiếp với bộ điều khiển truyền động của trục. Có thể sử dụng cáp kéo dài có chiều dài lên đến 50 m tùy thuộc vào mẫu đơn vị cảm biến và bộ điều khiển được sử dụng.
7.6 Lắp đặt FBM/FBB ống bọng - Tùy chọn
Ống bọng chủ yếu được sử dụng như một hình thức bảo vệ bổ sung cho bàn trượt chống bụi và nước bắn tóe.
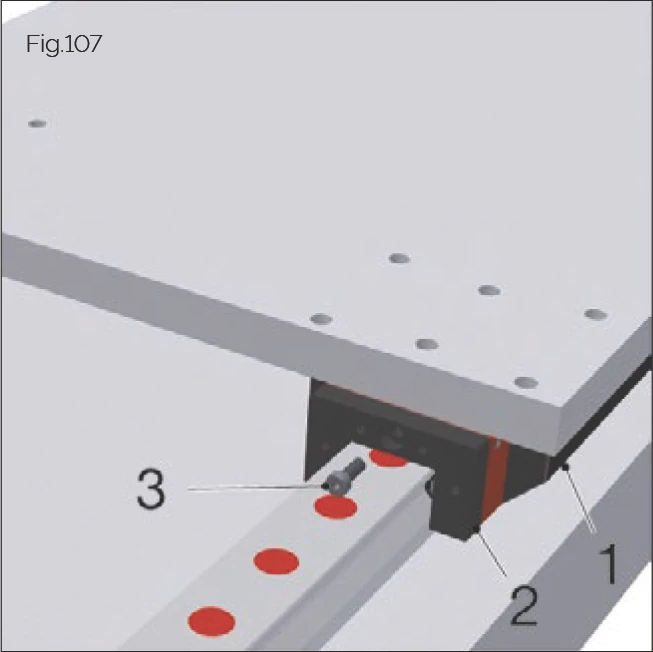
Fig.107
- Trước khi lắp đặt ống bọng, đảm bảo các lỗ lắp đặt thanh dẫn hướng đã được bịt kín bằng nút và dải che.
- Trượt bàn trượt máy đến khoảng trung tâm của hành trình.
- Chèn tấm chuyển đổi (2) phía trước bàn trượt đầu tiên (1). Đảm bảo lỗ chìm hướng về phía xa bàn trượt.
- Cố định tấm chuyển đổi vào ren đầu nối bôi trơn giữa của nắp đầu bằng vít trung tâm (3) (mô-men siết tối đa 0.5 Nm).
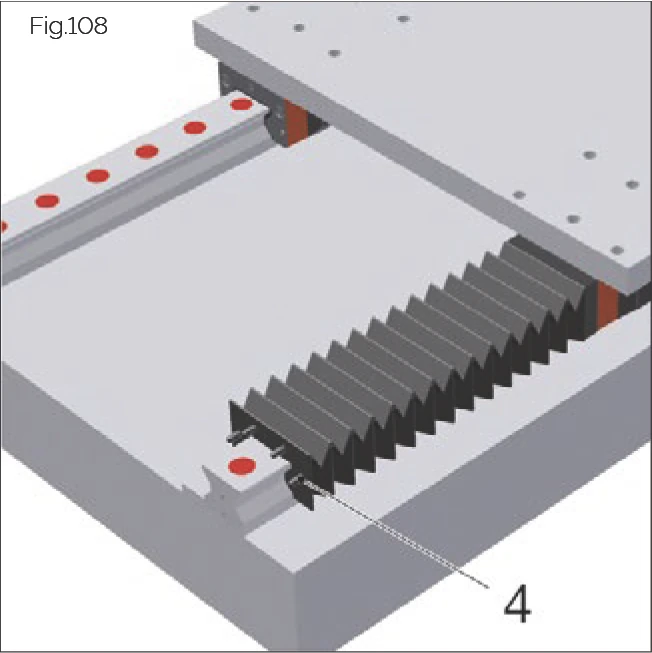
Fig.108
- Lắp đặt ống bọng được lắp ráp trước (với khung đỡ và đinh tán) lên thanh dẫn hướng.
- Cài đinh tán (4,7) ở đầu ống bọng vào các lỗ tương ứng trên tấm chuyển đổi.
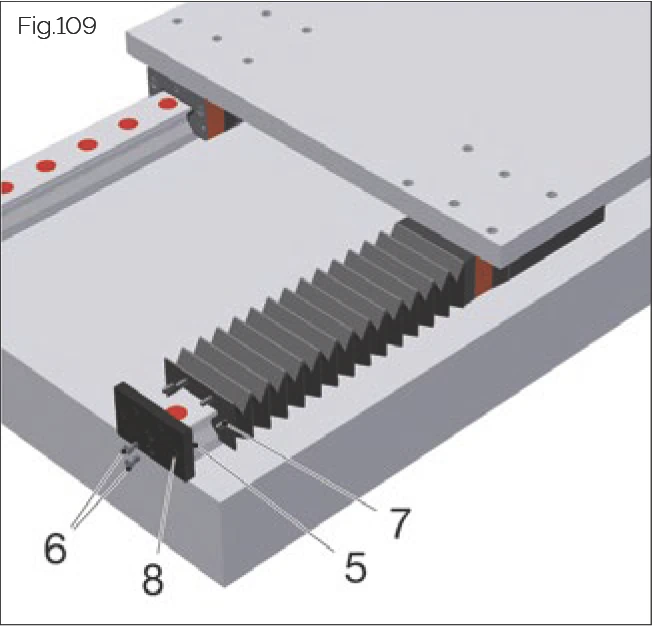
Fig.109
- Chèn nắp đầu (5) vào đầu thanh dẫn hướng. Đảm bảo lỗ chìm hướng về phía xa bàn trượt.
- Cố định nắp đầu bằng các vít (6) đi kèm.
- Cài đinh tán (4,7) ở đầu ống bọng vào các lỗ (8) tương ứng trên tấm chuyển đổi.
- Kiểm tra xem ống bọng có trượt trơn tru trên thanh dẫn hướng không, và các nếp gấp có bị nén quá mức hoặc kéo giãn quá mức khi bàn trượt ở vị trí cuối hành trình không.
7.7 Kiểm tra kết quả lắp đặt
Sau khi lắp đặt xong, kiểm tra xem thanh dẫn hướng và phụ kiện đã được lắp đặt đúng cách và hoạt động bình thường:
Lực đẩy
Di chuyển bàn trượt máy bằng tay trên toàn bộ phạm vi hành trình, đảm bảo lực đẩy giữ nguyên không đổi và chuyển động không bị giật cục.
Bôi trơn
Đảm bảo đường ống bôi trơn được kết nối đúng cách và đã xả khí, và bàn trượt được cung cấp chất bôi trơn đầy đủ.
Để kiểm tra chu trình chất bôi trơn, kích hoạt nguồn cung cấp chất bôi trơn đồng thời di chuyển bàn trượt trên thanh dẫn hướng. Sẽ xuất hiện một lớp màng bôi trơn mỏng trên thanh dẫn hướng.
Đảm bảo không có rò rỉ chất bôi trơn giữa đường ống bôi trơn, các bộ phận đầu nối bôi trơn hoặc nắp đầu và thân bàn trượt.
Dải che và nút
Lưu ý: Ba via và phần nhô ra trên các thành phần làm kín có thể làm hỏng môi làm kín của bàn trượt trong quá trình vận hành.
Đảm bảo dải che và nút được định vị đồng đều và bằng phẳng với thanh dẫn hướng.
- Dải che phải bám sạch và phẳng vào bề mặt thanh dẫn hướng, không có khe hở và không được bị cong. Các đầu phải được cố định bằng thanh giữ hoặc nắp đầu.
- Nút phải được lắp đặt bằng phẳng và song song với bề mặt thanh dẫn hướng; không được nhô ra hoặc lắp quá sâu. Đối với nút nhựa và nút đồng thau, đảm bảo tất cả phoi cắt hoặc ba via còn lại đã được loại bỏ.
Nắp đầu và phớt chắn bổ sung
Kiểm tra nắp đầu bàn trượt và các bộ phận phụ kiện cũng như phớt chắn bổ sung có được định vị đúng và hoạt động bình thường không.
Kiểm tra xem chất bôi trơn bôi lên thanh dẫn hướng có được lau sạch không. Đảm bảo chất bôi trơn không tạo thành các vệt trên bề mặt thanh dẫn hướng đã đi qua.
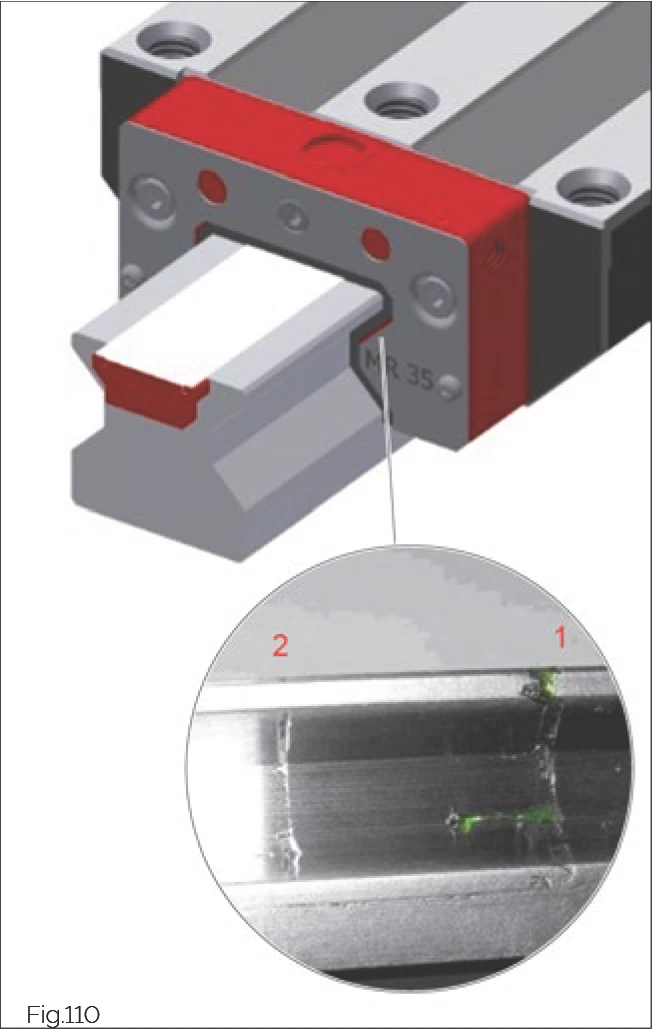
Fig.110
Kiểm tra phớt chắn
- Làm sạch chất bôi trơn và hạt bụi trên thanh dẫn hướng và môi làm kín.
- Bôi mỡ hoặc dầu (tốt nhất là có màu) lên rãnh lăn của thanh dẫn hướng và phân phối đều bằng vải.
- Di chuyển bàn trượt có phớt chắn vài cm trên thanh dẫn hướng đã được làm ẩm.
→ Hiệu quả của phớt chắn thể hiện rõ ràng (1), chất bôi trơn dư thừa bị lau về phía trước.
- Di chuyển bàn trượt trở lại vị trí ban đầu.
→ Chất bôi trơn trên môi làm kín bị kéo lại.
- Di chuyển bàn trượt về phía trước một lần nữa (khoảng cách ngắn hơn lần đầu).
→ Có thể nhìn thấy một đường chất bôi trơn mỏng và liên tục (2) trên rãnh lăn của thanh dẫn hướng.
Lưu ý: Đường chất bôi trơn bị thiếu hoặc bị đứt đoạn cho thấy phớt chắn được lắp đặt không đúng.
Trong trường hợp này, phải thay thế phớt chắn.
Phớt chắn kim loại
Phớt chắn phải tạo khe hở đều xung quanh đường viền của thanh dẫn hướng và không được tiếp xúc với thanh dẫn hướng tại bất kỳ điểm nào. Đối với hệ thống AMS, hãy sử dụng phớt chắn kim loại chuyên dụng.
Sử dụng thước lá và di chuyển bàn trượt máy để kiểm tra phớt chắn có được định vị đúng không.
Ống bọng
Kiểm tra ống bọng có được lắp đặt đúng cách vào tấm chuyển đổi và nắp đầu không.
Đảm bảo ống bọng có thể di chuyển tự do.
Di chuyển dọc trục máy, kiểm tra ống bọng có trượt trơn tru dọc theo thanh dẫn hướng không.
Kiểm tra xem các nếp gấp của ống bọng có bị nén quá mức hoặc kéo giãn quá mức khi bàn trượt ở vị trí cuối hành trình không.