หมายเหตุทั่วไป
ความแม่นยำในการสวมประกบและการออกแบบที่ถูกต้องทางเรขาคณิตของชิ้นส่วนเชื่อมต่อทั้งหมดมีผลโดยตรงต่อความต้องการด้านความแม่นยำและคุณสมบัติพลวัตของตลับลูกปืน
กรุณาอ้างอิงข้อสังเกตเกี่ยวกับการออกแบบโครงสร้างในส่วนแคตาล็อกทั่วไป
ข้อกำหนดความหยาบผิว
Ra 0.8 μm - ความหยาบผิวที่แนะนำสำหรับพื้นผิวการสวมเพลา
วงแหวนในหมุน - ซีรีส์ AXCR-U
ซีรีส์ AXCR-U มีค่าความคลาดเคลื่อนรูเจาะมาตรฐาน (0/ลบ)
หลักการออกแบบการสวมประกบ
บนเพลาที่หมุน วงแหวนในของตลับลูกปืนควรได้รับการรองรับตลอดพื้นผิวทั้งหมด เพลาควรออกแบบตาม h5 ในลักษณะนี้ ค่าความคลาดเคลื่อนรูเจาะของตลับลูกปืนจะสร้างการสวมแบบคาบเกี่ยวที่มีแนวโน้มเล็กน้อยไปทางการสวมหลวม
ความต้องการความแม่นยำสูงสุด
สำหรับความต้องการความแม่นยำสูงสุดของวงแหวนในที่หมุน ต้องตั้งเป้าหมายที่ การสวมหลวม 0 μm การสวมหลวมที่มีอยู่อาจเพิ่มการสั่นวิ่งในแนวรัศมี
ความต้องการพลวัตสูง
ที่ความเร็วสูง (ndm > 35,000 mm/min) และเวลาการใช้งานที่ยาวนานกว่า (>10%) การสวมอัดต้องไม่เกิน 5 μm
วงแหวนในหยุดนิ่ง - ซีรีส์ AXCR-U
วงแหวนในที่หยุดนิ่งและยึดด้วยสกรูไม่ต้องการการสวมประกบพิเศษ และสามารถติดตั้งโดยมีระยะห่างกับเพลาได้ หากวงแหวนในต้องการการจัดศูนย์ ให้ออกแบบดังนี้:
- สำหรับวงแหวนใน AXCR-U ที่มีค่าความคลาดเคลื่อนรูเจาะมาตรฐาน (0/ลบ) ให้ใช้ g6 หรือค่าความคลาดเคลื่อนที่คล้ายกัน
ควรหลีกเลี่ยงการสวมอัด เพื่อป้องกันความเสี่ยงของการเพิ่มแรงดึงล่วงหน้าของตลับลูกปืน
ตารางค่าความคลาดเคลื่อนการสวมเพลาซีรีส์ AXCR-U
| รุ่น | เพลา Ø di [mm] | ช่วงค่าความคลาดเคลื่อนรูเจาะตลับลูกปืน [mm] | วงแหวนในหยุดนิ่ง | วงแหวนในหมุน | Rmax [mm] | ||||
|---|---|---|---|---|---|---|---|---|---|
| ค่าความคลาดเคลื่อนเพลา g6 [mm] | T1, T2, T3 [μm] | ค่าความคลาดเคลื่อนเพลา h5 [mm] | T1 ความกลม [μm] | T2 ความขนาน [μm] | T3 ความตั้งฉาก [μm] | ||||
| AXCR 80-U | 80 | 0 / -0.009 | -0.010 / -0.029 | 5 | 0 / -0.013 | 3 | 1.5 | 3 | 0.1 |
| AXCR 90-U | 90 | 0 / -0.010 | -0.012 / -0.034 | 6 | 0 / -0.015 | 4 | 2 | 4 | 0.1 |
| AXCR 115-U | 115 | 0 / -0.010 | -0.012 / -0.034 | 6 | 0 / -0.015 | 4 | 2 | 4 | 0.1 |
| AXCR 160-U | 160 | 0 / -0.013 | -0.014 / -0.039 | 8 | 0 / -0.018 | 5 | 2.5 | 5 | 0.1 |
| AXCR 210-U | 210 | 0 / -0.015 | -0.015 / -0.044 | 10 | 0 / -0.020 | 7 | 3.5 | 7 | 0.3 |
| AXCR 270-U | 270 | 0 / -0.018 | -0.017 / -0.049 | 12 | 0 / -0.023 | 8 | 4 | 8 | 0.3 |
| AXCR 350-U | 350 | 0 / -0.023 | -0.018 / -0.054 | 13 | 0 / -0.025 | 9 | 4.5 | 9 | 0.3 |
| AXCR 360-U | 360 | 0 / -0.023 | -0.018 / -0.054 | 13 | 0 / -0.025 | 9 | 4.5 | 9 | 0.3 |
| AXCR 540-U | 540 | 0 / -0.030 | -0.022 / -0.066 | 16 | 0 / -0.032 | 11 | 5.5 | 11 | 0.3 |
วงแหวนในหมุน - ซีรีส์ AXCR-S
ซีรีส์ AXCR-S มีค่าความคลาดเคลื่อนรูเจาะ (0/บวก)
หลักการออกแบบการสวมประกบ
บนเพลาที่หมุน วงแหวนในของตลับลูกปืนควรได้รับการรองรับตลอดพื้นผิวทั้งหมด เพลาควรออกแบบตาม k5 ในลักษณะนี้ ค่าความคลาดเคลื่อนรูเจาะของตลับลูกปืนจะสร้างการสวมแบบคาบเกี่ยวที่มีแนวโน้มเล็กน้อยไปทางการสวมหลวม
สำหรับการออกแบบการสวมหลวม กรุณาอ้างอิงแนวทางในส่วนการออกแบบโครงสร้างที่อยู่ติดกัน
ความต้องการความแม่นยำสูงสุด
สำหรับความต้องการความแม่นยำสูงสุดของวงแหวนในที่หมุน ต้องตั้งเป้าหมายที่ การสวมหลวม 0 μm การสวมหลวมที่มีอยู่อาจเพิ่มการสั่นวิ่งในแนวรัศมี
ความต้องการพลวัตสูง
ที่ความเร็วสูง (ndm > 35,000 mm/min) และเวลาการใช้งานที่ยาวนานกว่า การสวมอัดต้องไม่เกิน 5 μm
วงแหวนในหยุดนิ่ง - ซีรีส์ AXCR-S
วงแหวนในที่หยุดนิ่งและยึดด้วยสกรูไม่ต้องการการสวมประกบพิเศษ และสามารถติดตั้งโดยมีระยะห่างกับเพลาได้ หากวงแหวนในต้องการการจัดศูนย์ ให้ออกแบบดังนี้:
- สำหรับวงแหวนใน AXCR-S ที่มีค่าความคลาดเคลื่อนรูเจาะ (0/บวก) ให้ใช้ j6 หรือค่าความคลาดเคลื่อนที่คล้ายกัน
ควรหลีกเลี่ยงการสวมอัด เพื่อป้องกันความเสี่ยงของการเพิ่มแรงดึงล่วงหน้าของตลับลูกปืน
ตารางค่าความคลาดเคลื่อนการสวมเพลาซีรีส์ AXCR-S
| รุ่น | เพลา Ø di [mm] | ช่วงค่าความคลาดเคลื่อนรูเจาะตลับลูกปืน [mm] | วงแหวนในหยุดนิ่ง | วงแหวนในหมุน | Rmax [mm] | ||||
|---|---|---|---|---|---|---|---|---|---|
| ค่าความคลาดเคลื่อนเพลา j6 [mm] | T1, T2, T3 [μm] | ค่าความคลาดเคลื่อนเพลา k5 [mm] | T1 ความกลม [μm] | T2 ความขนาน [μm] | T3 ความตั้งฉาก [μm] | ||||
| AXCR 130-S | 130 | 0 / +0.025 | +0.014 / -0.011 | 8 | +0.021 / +0.003 | 5 | 2.5 | 5 | 0.1 |
| AXCR 150-S | 150 | 0 / +0.025 | +0.014 / -0.011 | 8 | +0.021 / +0.003 | 5 | 2.5 | 5 | 0.1 |
| AXCR 180-S | 180 | 0 / +0.025 | +0.014 / -0.011 | 8 | +0.021 / +0.003 | 5 | 2.5 | 5 | 0.1 |
| AXCR 220-S | 220 | 0 / +0.029 | +0.016 / -0.013 | 10 | +0.024 / +0.004 | 7 | 3.5 | 7 | 0.3 |
| AXCR 280-S | 280 | 0 / +0.032 | +0.016 / -0.016 | 12 | +0.027 / +0.004 | 8 | 4 | 8 | 0.3 |
| AXCR 360-S | 360 | 0 / +0.036 | +0.018 / -0.018 | 13 | +0.029 / +0.004 | 9 | 4.5 | 9 | 0.3 |
แผนผังขนาดการสวมเพลา
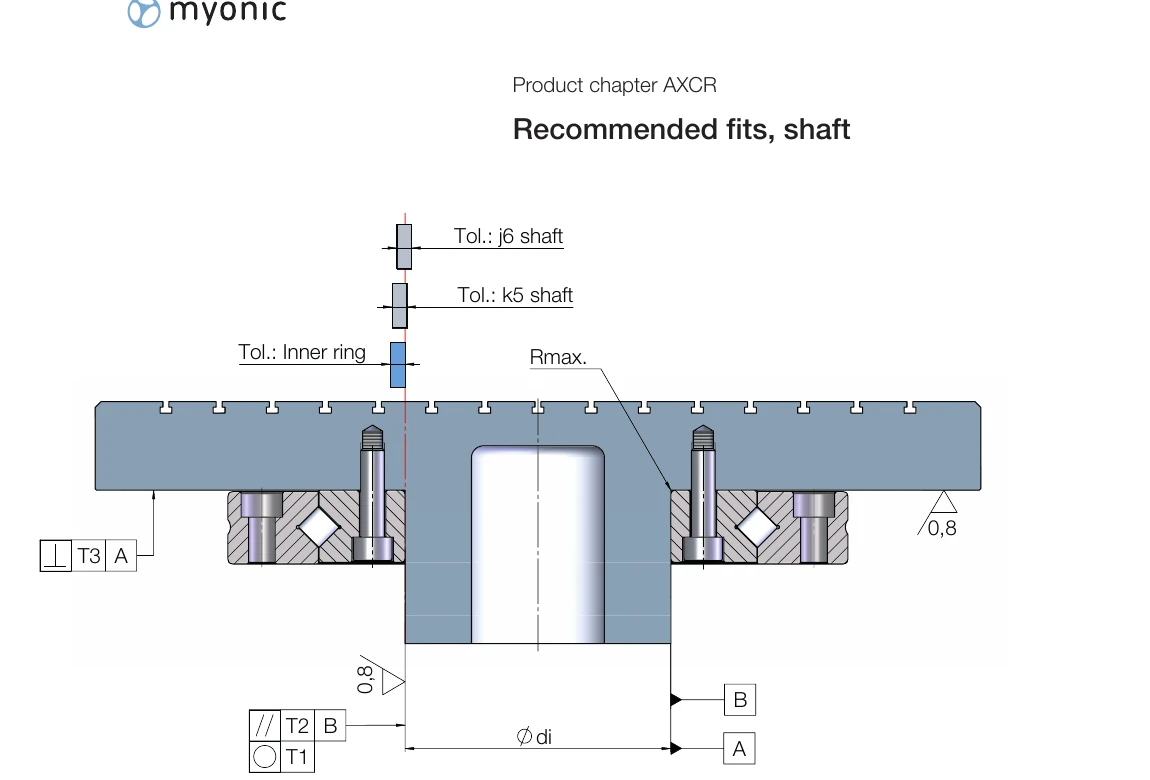
คำอธิบายสัญลักษณ์ขนาด
- di - รูเจาะตลับลูกปืน / เส้นผ่านศูนย์กลางเพลา
- T1 - ค่าความคลาดเคลื่อนความกลม
- T2 - ค่าความคลาดเคลื่อนความขนาน
- T3 - ค่าความคลาดเคลื่อนความตั้งฉาก
- Rmax - รัศมีส่วนโค้งสูงสุด
- g6, h5 - ช่วงค่าความคลาดเคลื่อนเพลา AXCR-U
- j6, k5 - ช่วงค่าความคลาดเคลื่อนเพลา AXCR-S
หมายเหตุ
สำคัญ: คุณภาพพื้นผิวเพลา
- ความหยาบผิว: Ra ≤ 0.8 μm
- ความกลม: ตามข้อกำหนดของรุ่น (ดูตารางด้านบน)
- ความขนาน: ควรอยู่ภายในช่วงค่าความคลาดเคลื่อน
- ความตั้งฉาก: ความตั้งฉากของไหล่เพลากับคอเพลามีความสำคัญมาก
- ข้อมูลข้างต้นเป็นค่าที่แนะนำ อาจต้องปรับตามสภาวะการใช้งานเฉพาะ
- การใช้งานที่มีความแม่นยำสูงอาจต้องการค่าความคลาดเคลื่อนที่เข้มงวดกว่า
- ควรทำความสะอาดและตรวจสอบพื้นผิวการสวมประกบทั้งหมดก่อนการติดตั้ง
- สำหรับการออกแบบการสวมหลวม กรุณาอ้างอิงแนวทางในส่วนการออกแบบโครงสร้างที่อยู่ติดกัน