1.2.1 แคร่เลื่อนและรางนำ
ระบบรางนำ SCHNEEBERGER MONORAIL ประกอบด้วยรางนำและแคร่เลื่อนที่มีชิ้นส่วนกลิ้งอยู่ภายใน ชิ้นส่วนกลิ้งวิ่งในรางกลิ้งที่ปิดล้อมอยู่ภายในแคร่เลื่อน ทำให้แคร่เลื่อนสามารถเคลื่อนที่เชิงเส้นได้อย่างไม่จำกัดบนรางนำ รางกลิ้งของชิ้นส่วนกลิ้งแบ่งออกเป็นโซนรับภาระและโซนส่งคืน
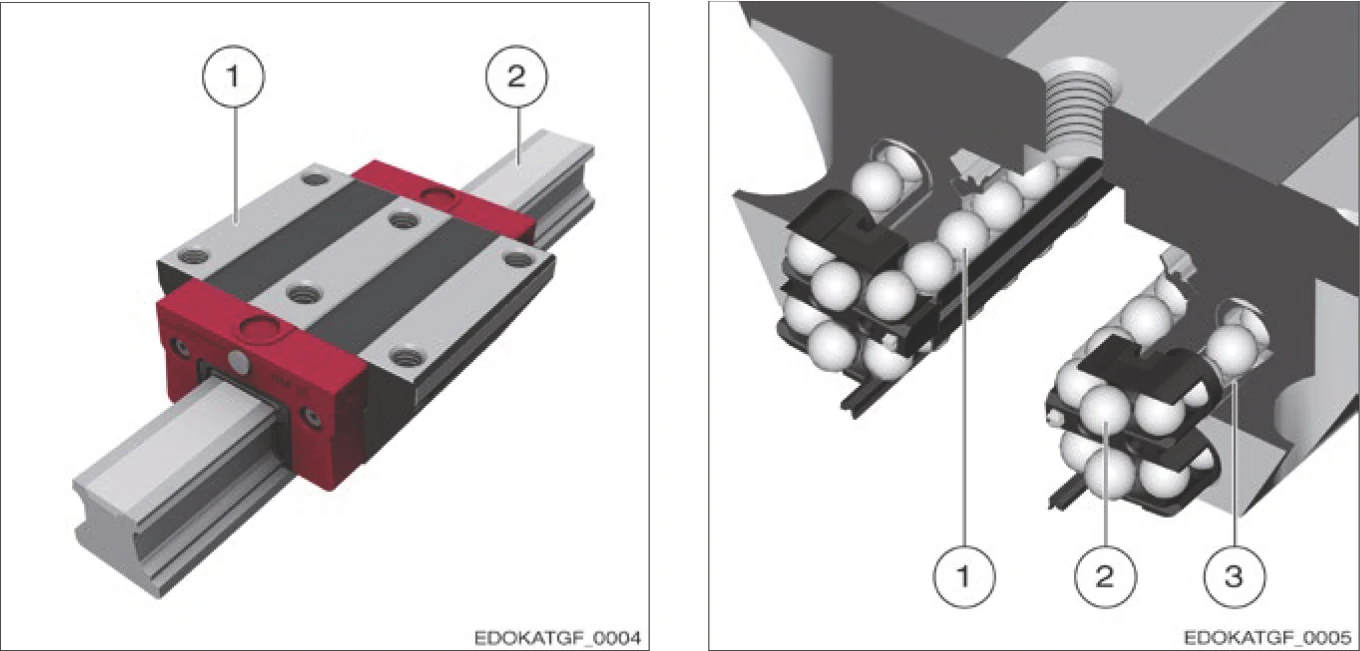
รูปที่ 1.5 - โครงสร้างแคร่เลื่อนและรางนำ: 1 แคร่เลื่อน 2 รางนำ
ชุดวนซ้ำของชิ้นส่วนกลิ้ง
ชุดวนซ้ำของชิ้นส่วนกลิ้งตั้งอยู่ภายในแคร่เลื่อนและมีโซนรับภาระและโซนส่งคืน ในโซนรับภาระ ชิ้นส่วนกลิ้งรับและถ่ายทอดภาระจากภายนอก ในโซนส่งคืน ชิ้นส่วนกลิ้งจะกลับคืนในสภาพไม่มีภาระ
พื้นผิวอ้างอิงและการยึด
รางนำ SCHNEEBERGER MONORAIL ถูกยึดกับโครงสร้างรอบข้างผ่านพื้นผิวฐานรางนำและพื้นผิววางตำแหน่งด้านข้าง พื้นผิวรับน้ำหนักของฐานรางนำถูกออกแบบโดย SCHNEEBERGER เป็นพื้นที่ผิวเต็มเพื่อให้ได้พื้นที่สัมผัสสูงสุดที่เป็นไปได้
พื้นผิววางตำแหน่งด้านข้างถูกออกแบบมาตรฐานให้อยู่ด้านเดียวสำหรับการรองรับด้านข้างและการวางแนวกับโครงสร้างเชื่อมต่อ พื้นผิววางตำแหน่งสองด้านสามารถจัดหาได้ตามคำขอ
การกำหนดค่ารูยึด
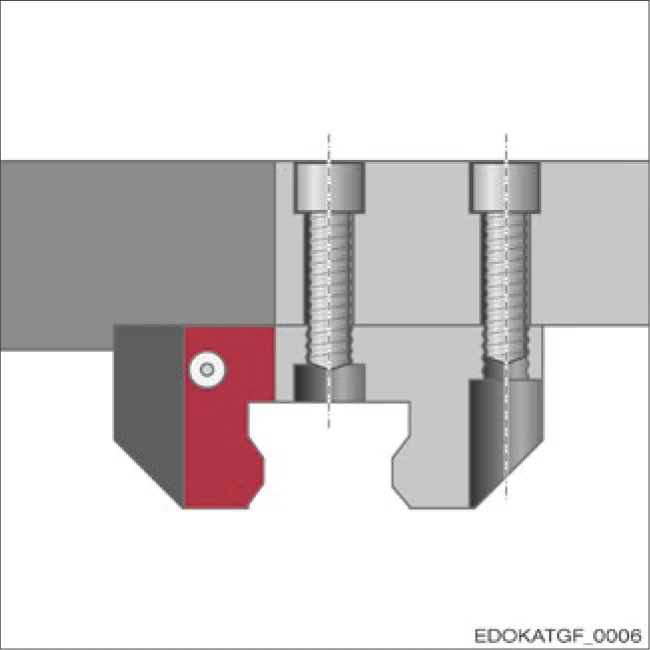
การใช้รูยึดแบบเกลียว
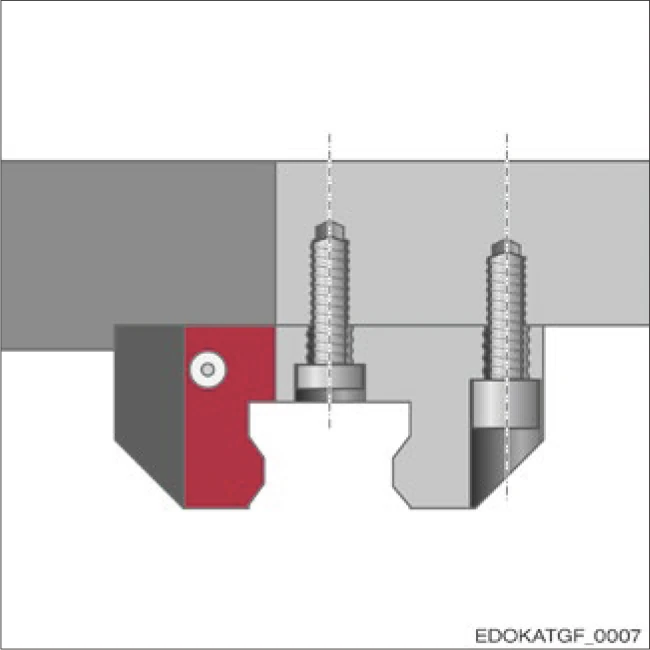
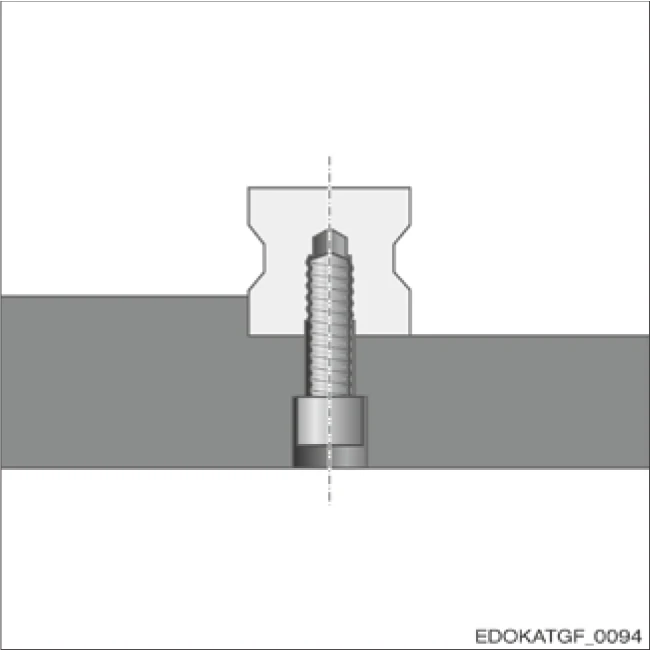
การใช้รูยึดแคร่เลื่อนแบบทะลุ
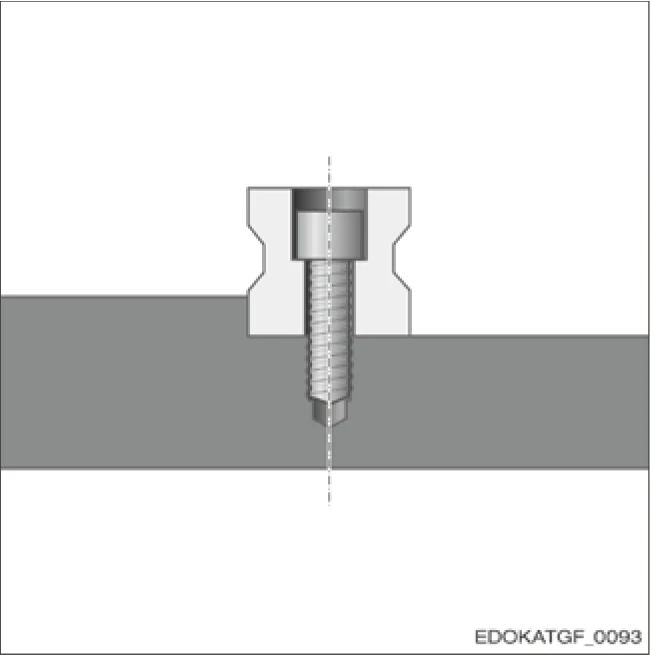
รางนำที่มีรูทะลุ
รางนำที่มีรูยึดเกลียวจากด้านล่าง
ข้อกำหนดความแม่นยำ
คุณภาพของพื้นผิวติดตั้งและวางตำแหน่งและความสัมพันธ์ตำแหน่งซึ่งกันและกัน ส่งผลต่อความแม่นยำทางเรขาคณิตและอายุการใช้งานของรางนำ ดังนั้น พื้นผิวเหล่านี้จำเป็นต้องผ่านการกลึงอย่างละเอียดตามมาตรฐานคุณภาพสูง
1.2.2 ชิ้นส่วนและอุปกรณ์เสริมแต่ละชิ้น
แคร่เลื่อนรางนำ SCHNEEBERGER MONORAIL ประกอบด้วยชิ้นส่วนหลายชิ้น แกนกลางคือตัวรับภาระที่ทำจากเหล็กกล้าลูกปืนคุณภาพสูง ที่มีรูยึดและรางกลิ้งและรูส่งคืนสำหรับชิ้นส่วนกลิ้ง
ชิ้นส่วนกลิ้ง
ลูกกลิ้งหรือลูกบอลใช้เป็นชิ้นส่วนกลิ้ง ทั้งหมดทำจากเหล็กกล้าลูกปืนที่ผ่านการชุบแข็ง
ชิ้นส่วนนำทาง
ชิ้นส่วนอีกชิ้นหนึ่งของตัวแคร่เลื่อนคือชิ้นส่วนนำทางสังเคราะห์ที่มีแผ่นขูดตามยาวในตัว
ชุดวนซ้ำ
ชุดวนซ้ำของชิ้นส่วนกลิ้งก็เป็นชิ้นส่วนหนึ่งของตัวแคร่เลื่อนเช่นกัน
แผ่นปลาย
แผ่นปลายที่มีแผ่นขูดขวางในตัวปิดผนึกด้านหน้าของแคร่เลื่อนและรับผิดชอบในการกระจายสารหล่อลื่น
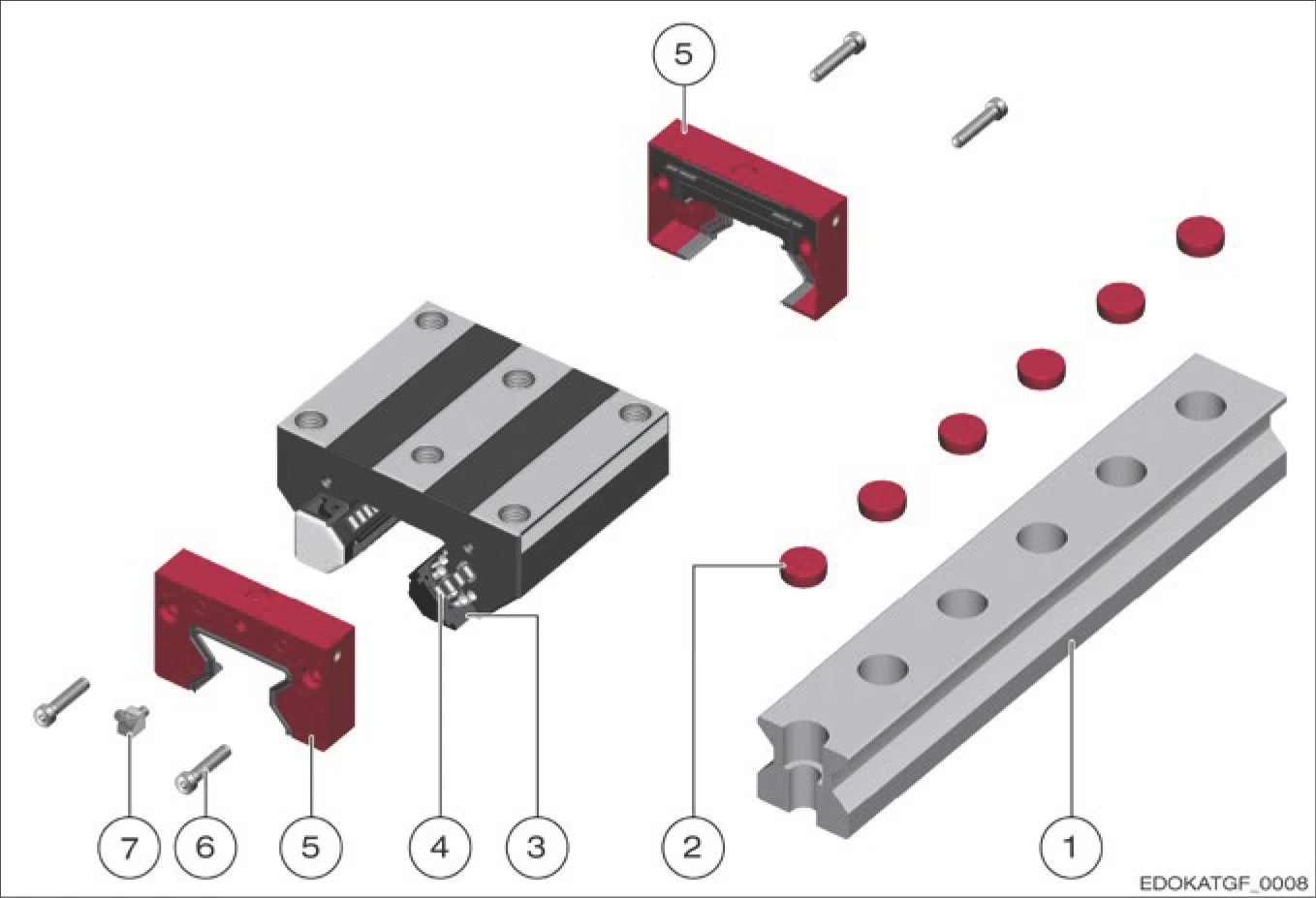
รูปที่ 1.6 - อุปกรณ์พื้นฐานของรางนำลูกกลิ้ง MONORAIL MR
ชิ้นส่วนอุปกรณ์พื้นฐาน:
ตัวเลือกอุปกรณ์เสริม
แคร่เลื่อนสามารถอัปเกรดด้วยอุปกรณ์เสริม เช่น แผ่นขูดเพิ่มเติม แผ่นขูดโลหะ หรือแผ่นหล่อลื่น ซึ่งติดตั้งด้านหน้าแผ่นปลายเพื่อรองรับการปรับระบบสำหรับการใช้งานเฉพาะ
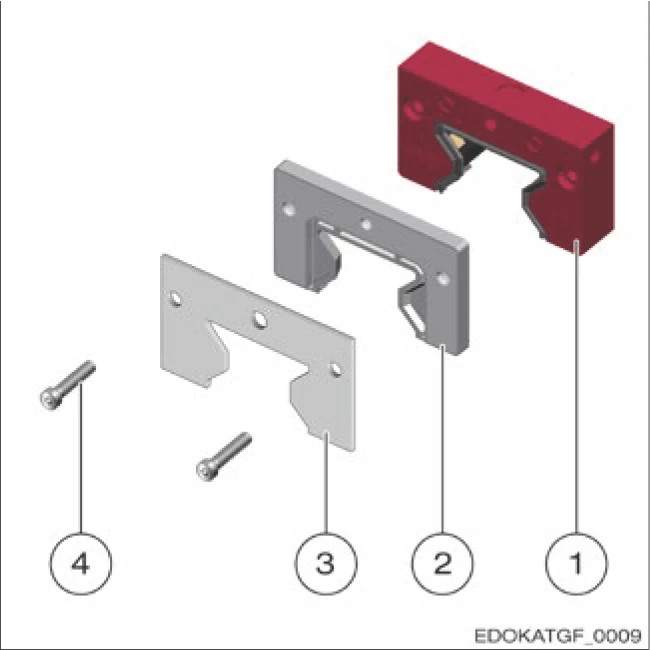
รูปที่ 1.7 - ตัวเลือกอุปกรณ์เสริมสำหรับรางนำลูกกลิ้ง MONORAIL MR
ตัวเลือกอุปกรณ์เสริม:
1.2.3 ประเภทและหลักการออกแบบ
มาตรฐานที่ใช้บังคับ
รางนำ SCHNEEBERGER MONORAIL มีให้เลือกหลายขนาดและประเภท เพื่อสร้างมาตรฐานที่สม่ำเสมอสำหรับองค์ประกอบเครื่องเหล่านี้ องค์ประกอบการออกแบบที่สำคัญที่สุดได้ถูกรวบรวมไว้ใน DIN 645 ส่วนที่ 1
การจัดเรียงชิ้นส่วนกลิ้ง
จำนวนและการจัดเรียงของแถวชิ้นส่วนกลิ้งขึ้นอยู่กับรูปร่างชิ้นส่วนกลิ้ง การสัมผัสลูกกลิ้ง พื้นที่ติดตั้งที่มีอยู่ แรงที่สามารถส่งผ่านได้ และปัจจัยอื่นๆ มีรางนำที่มีสองแถว สี่แถว หรือมากกว่าของชิ้นส่วนกลิ้ง
ประเภทรางนำ:
รางนำลูกกลิ้ง SCHNEEBERGER MONORAIL
รูปทรงเรขาคณิต:
- 4 แถว
- การสัมผัสแบบเส้น
- รูปทรง O
ผลิตภัณฑ์ SCHNEEBERGER:
- MONORAIL MR
- MONORAIL AMS 3B
- MONORAIL AMSABS 3B
- MONORAIL AMSA 3L
ประเภทรางนำ:
รางนำลูกบอล SCHNEEBERGER MONORAIL
รูปทรงเรขาคณิต:
- 4 แถว
- การสัมผัส 2 จุด
- รูปทรง O
ผลิตภัณฑ์ SCHNEEBERGER:
- MONORAIL BM
- MONORAIL BZ
- MONORAIL AMS 4B
- MONORAIL AMSABS 4B
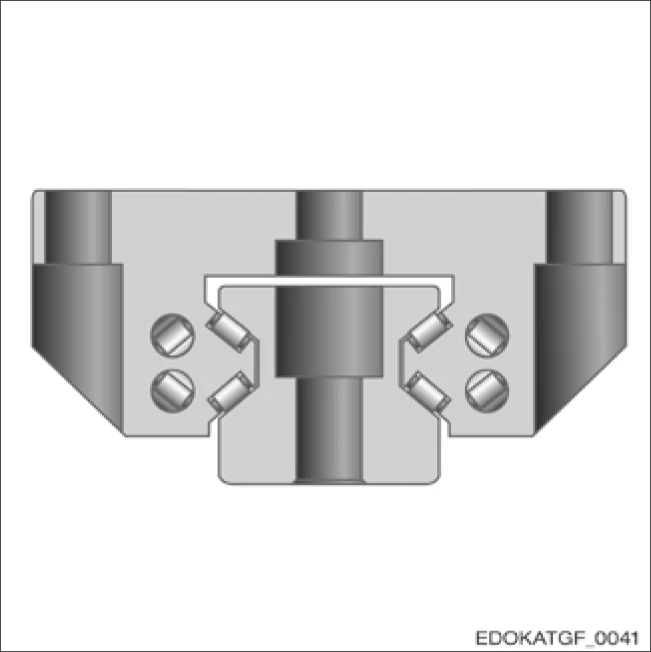
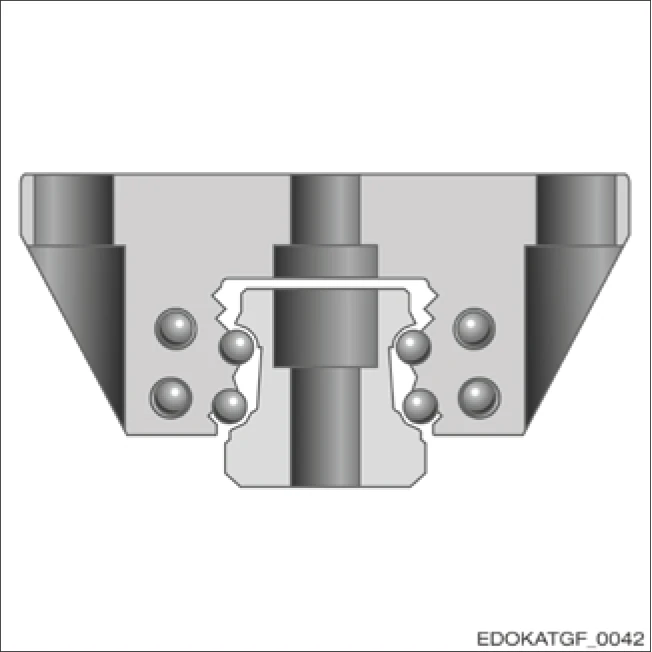
รูปทรง X และรูปทรง O
การจัดเรียงรางกลิ้งของรางนำโปรไฟล์แยกความแตกต่างระหว่างรูปทรง X และรูปทรง O ด้วยรูปทรง O รางกลิ้งของชิ้นส่วนกลิ้งถูกเหลื่อมกัน 90° ทำให้มีระยะห่างภายในที่ใหญ่กว่า ดังนั้น รางนำสามารถรับแรงภาระสูงและโมเมนต์จากทุกทิศทางได้อย่างสม่ำเสมอ
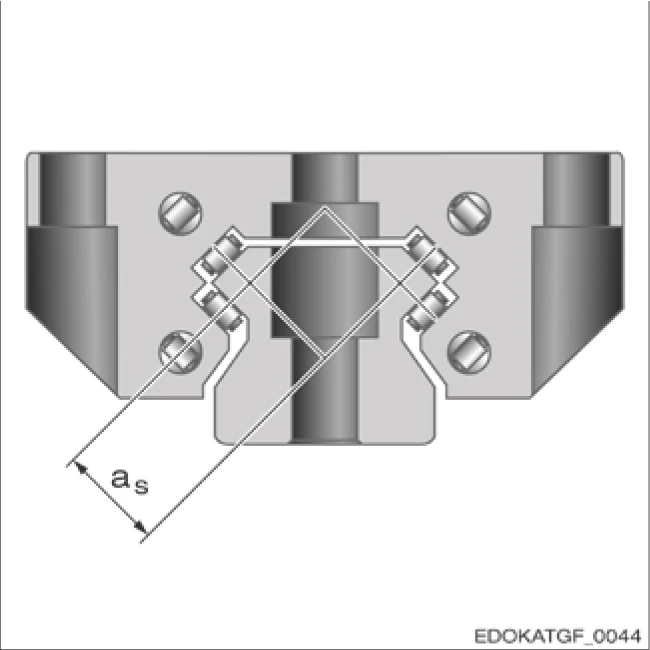
รูปทรง X ที่มีระยะห่าง as
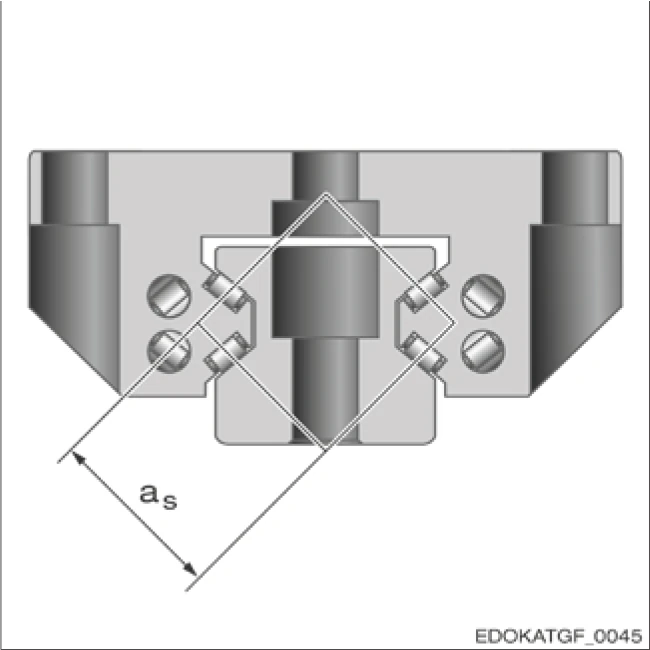
รูปทรง O ที่มีระยะห่าง as
มุมสัมผัส
รางกลิ้งของรางนำ SCHNEEBERGER MONORAIL ถูกจัดเรียงในมุมเฉพาะเพื่อให้รับแรงจากทิศทางต่างๆ ได้ มุมสัมผัส α ถูกกำหนดตาม DIN ISO 14728 เป็นมุมระหว่างทิศทางแรงที่กระทำต่อรางนำและเส้นสัมผัส
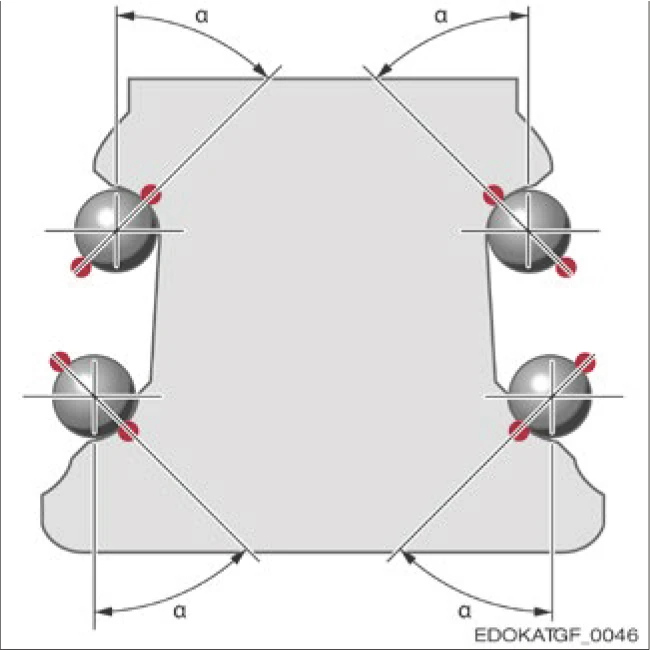
มุมสัมผัสของชิ้นส่วนกลิ้งกับรางนำ
พารามิเตอร์มุมสัมผัส:
มุมสัมผัส SCHNEEBERGER
รางนำ SCHNEEBERGER MONORAIL ทั้งหมดมีมุมสัมผัส α = 45° ทำให้สามารถรับแรงภาระสูงจากทุกทิศทางพร้อมกันได้
1.2.4 วัสดุ
รางนำและแคร่เลื่อนของ SCHNEEBERGER MONORAIL ใช้เหล็กกล้าเครื่องมือคุณภาพสูง และพลาสติกคุณภาพสูงต่างๆ เป็นวัสดุ โลหะที่ไม่ใช่เหล็กและอลูมิเนียมใช้สำหรับอุปกรณ์เสริมบางชิ้น
| ชิ้นส่วน | วัสดุ |
|---|---|
| รางนำ | เหล็กกล้าลูกปืน รางกลิ้งหรือรางทั้งหมดผ่านการชุบแข็ง |
| ตัวแคร่เลื่อน | เหล็กกล้าลูกปืน ตัวถังผ่านการชุบแข็งทั้งหมด |
| ชิ้นส่วนกลิ้ง | เหล็กกล้าลูกปืน ผ่านการชุบแข็ง |
| แผ่นปลาย | PA ฉีดขึ้นรูป |
| ชุดวนซ้ำ | POM และโพลีอะไมด์ ฉีดขึ้นรูป |
| แผ่นขูดเพิ่มเติม | NBR หรือ FPM (Viton) สำหรับริมฝีปากซีล สแตนเลสสำหรับแผ่นพา |
| แผ่นขูดโลหะ | สแตนเลส ทนการกัดกร่อน |
| หัวอ่าน | สแตนเลส ทนการกัดกร่อน |
1.2.5 กระบวนการชุบแข็ง
เพื่อให้ได้ความสามารถรับภาระสูงเพียงพอและอายุการใช้งานยาวนาน พื้นผิวของรางนำโปรไฟล์ที่สัมผัสกับชิ้นส่วนกลิ้งต้องมีความแข็งผิวสูง กระบวนการชุบแข็งต่างๆ ถูกใช้สำหรับรางและแคร่เลื่อนเพื่อให้มั่นใจว่าประสิทธิภาพดีที่สุด
การชุบแข็งรางนำ
สำหรับรางนำ รางกลิ้งของชิ้นส่วนกลิ้งสามารถชุบแข็งพื้นผิว (การชุบแข็งด้วยการเหนี่ยวนำ) หรือชุบแข็งรางทั้งหมดได้
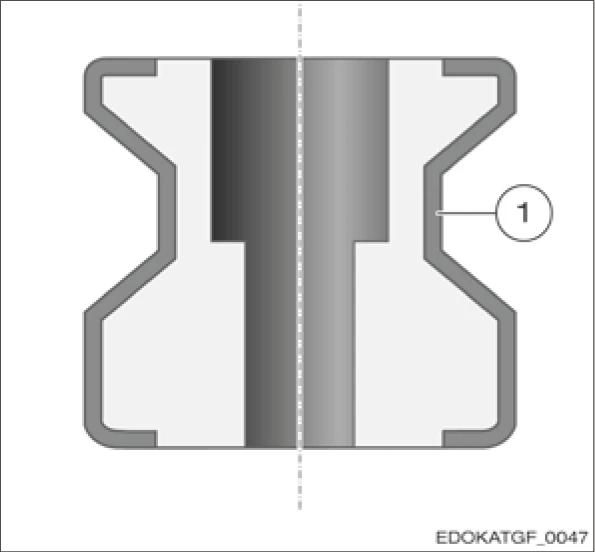
รางนำชุบแข็งด้วยการเหนี่ยวนำที่มีโซนความแข็ง (1) โดยอิงตามตัวอย่างรางนำ MR
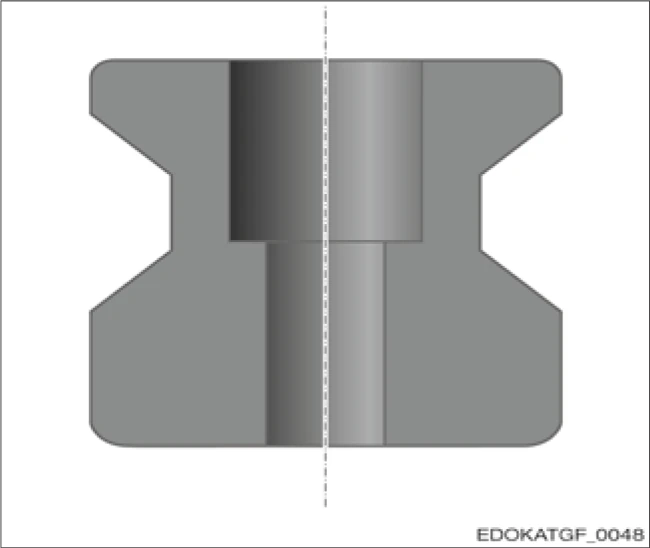
รางนำชุบแข็งทั้งหมดโดยอิงตามตัวอย่างรางนำ MR
รางนำชุบแข็งด้วยการเหนี่ยวนำ
การชุบแข็งด้วยการเหนี่ยวนำเป็นวิธีการชุบแข็งพื้นผิวที่ชุบแข็งเฉพาะพื้นที่รางกลิ้งของรางนำเท่านั้น วิธีนี้ใช้กระแสความถี่สูงในการสร้างความร้อนบนพื้นผิว แล้วทำให้เย็นลงอย่างรวดเร็วเพื่อสร้างชั้นแข็ง
คุณลักษณะของรางนำชุบแข็งด้วยการเหนี่ยวนำ:
- ชุบแข็งเฉพาะพื้นที่รางกลิ้ง
- ความลึกของการชุบแข็งสามารถควบคุมได้
- แกนของรางนำคงความเหนียวดั้งเดิม
- เหมาะสำหรับรางนำขนาดใหญ่
รางนำชุบแข็งทั้งหมด
การชุบแข็งทั้งหมดเป็นการอบชุบความร้อนของรางนำทั้งหมด ทำให้ชิ้นส่วนทั้งหมดมีความแข็งสูงสม่ำเสมอ รางนำชุบแข็งทั้งหมดของ SCHNEEBERGER มีข้อดีเพิ่มเติม เหมาะเป็นพิเศษสำหรับสภาพแวดล้อมที่รุนแรง
คุณลักษณะของรางนำชุบแข็งทั้งหมด:
- รางนำทั้งหมดชุบแข็งสม่ำเสมอ
- ความแข็งผิวถึง 58-62 HRC
- ทุกพื้นผิวมีความต้านทานการสึกหรอสูง
- เหมาะสำหรับการใช้งานที่ต้องการคุณภาพผิวสูง
ข้อดีของรางนำชุบแข็งทั้งหมด
- อายุการใช้งานแผ่นขูดยาวนาน - พื้นผิวที่แข็งลดการสึกหรอ
- พื้นผิวสามารถใช้เป็นพื้นผิวเลื่อนสำหรับฝาปิดป้องกัน
- ป้องกันรางนำจากการเข้าของเศษและสิ่งปนเปื้อน
- ประสิทธิภาพดีกว่าในสภาพแวดล้อมที่มีการกัดกร่อน
- สามารถบดเพื่อคุณภาพผิวที่สูงกว่า
การชุบแข็งแคร่เลื่อน
ตัวรับภาระของแคร่เลื่อนทำจากเหล็กกล้าลูกปืนคุณภาพสูงและผ่านการชุบแข็งทั้งหมด (ชุบแข็งตลอด) เพื่อให้มั่นใจว่าแคร่เลื่อนมีความแข็งและความต้านทานการสึกหรอเพียงพอ เพื่อรับภาระการสัมผัสกลิ้งอย่างต่อเนื่อง
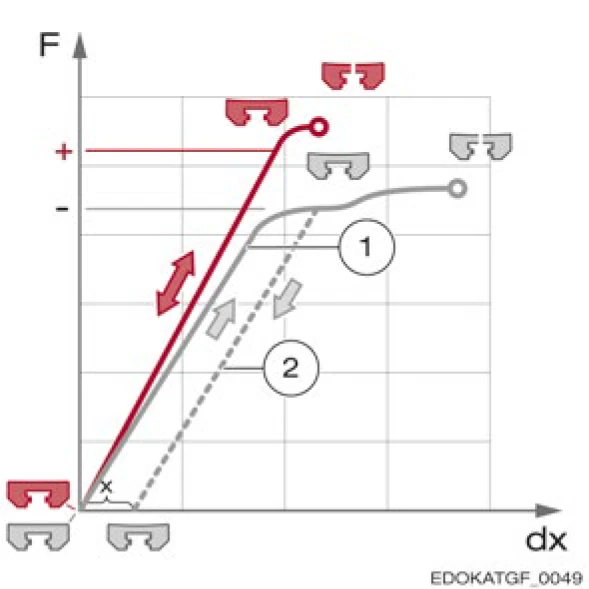
แรง F ถูกใช้กับการเปลี่ยนรูป dx จนถึงจุดแตกหัก
คำอธิบาย:
เส้นสีแดง - ชุบแข็งทั้งหมด
เส้นสีเทา - ชุบแข็งด้วยการเหนี่ยวนำ
ข้อดีของแคร่เลื่อนชุบแข็งทั้งหมด
เมื่อถูกภาระเกิน แคร่เลื่อนชุบแข็งด้วยการเหนี่ยวนำจะเกิดการเปลี่ยนรูปแบบพลาสติก โดยการเปลี่ยนรูป x เพิ่มขึ้นอย่างต่อเนื่อง แคร่เลื่อนชุบแข็งทั้งหมดคงพฤติกรรมยืดหยุ่นจนถึงจุดแตกหัก ให้ประสิทธิภาพที่คาดเดาได้มากขึ้น
คุณลักษณะการชุบแข็งแคร่เลื่อน:
- ตัวถังแคร่เลื่อนชุบแข็งทั้งหมด
- รางกลิ้งของชิ้นส่วนกลิ้งมีความแข็งผิวสูง
- รับประกันการเข้าคู่ที่เหมาะสมกับชิ้นส่วนกลิ้ง
- ให้ความแม่นยำทางเรขาคณิตที่เสถียรในระยะยาว
การเลือกกระบวนการชุบแข็ง
การเลือกกระบวนการชุบแข็งที่เหมาะสมขึ้นอยู่กับปัจจัยต่างๆ รวมถึงขนาดรางนำ สภาพแวดล้อมการใช้งาน และข้อกำหนดประสิทธิภาพ SCHNEEBERGER ให้ตัวเลือกการชุบแข็งต่างๆ ตามชุดผลิตภัณฑ์และความต้องการของลูกค้า
| ชิ้นส่วน | วิธีการชุบแข็ง | ขอบเขตการชุบแข็ง | ความแข็งผิว |
|---|---|---|---|
| รางนำ (ชุบแข็งด้วยการเหนี่ยวนำ) | การชุบแข็งด้วยการเหนี่ยวนำ | เฉพาะพื้นที่รางกลิ้ง | 58-62 HRC (รางกลิ้ง) |
| รางนำ (ชุบแข็งทั้งหมด) | การชุบแข็งตลอด | รางนำทั้งหมด | 58-62 HRC (ทุกพื้นผิว) |
| แคร่เลื่อน | การชุบแข็งทั้งหมด | ตัวถังแคร่เลื่อนทั้งหมด | 58-62 HRC |
| ชิ้นส่วนกลิ้ง | การชุบแข็งทั้งหมด | ชิ้นส่วนทั้งหมด | 60-64 HRC |