6. การติดตั้ง
6.1 การติดตั้งแร็คเฟืองชิ้นแรกและชิ้นถัดไป
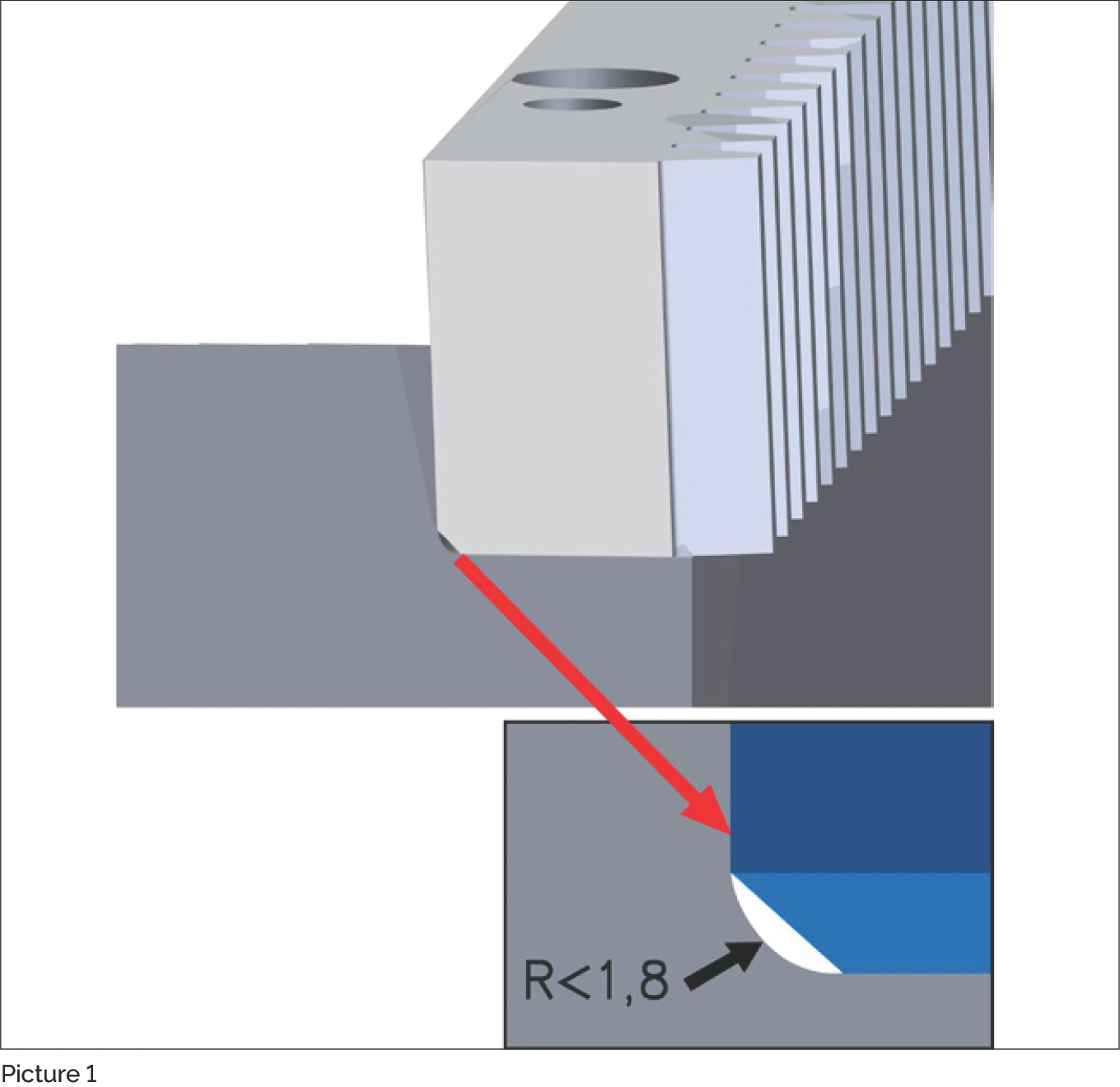
รูปที่ 1: ขอบลบมุมระหว่างพื้นผิวติดตั้งและพื้นผิวสัมผัส (R<1.8)
แร็คเฟืองมีขอบลบมุมระหว่างพื้นผิวติดตั้งและพื้นผิวสัมผัส (รูปที่ 1) เพื่อให้แน่ใจว่าแร็คเฟืองวางแนบสนิทกับฐานเครื่องจักรได้มากที่สุด
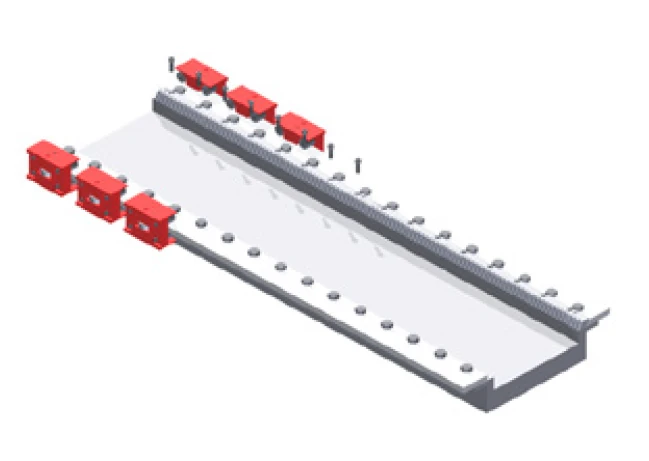
แร็คเฟืองจะได้ตำแหน่งที่ดีที่สุดหากจัดตำแหน่งแถบกันหยุดให้ตรงกับบล็อกนำทางก่อน นำแร็คเฟืองชิ้นแรกวางบนฐานเครื่องจักร จัดตำแหน่งให้อยู่ตรงกลาง แล้วยึดกับพื้นผิวติดตั้งด้วยสกรูจิ๊ก (รูปที่ 2)
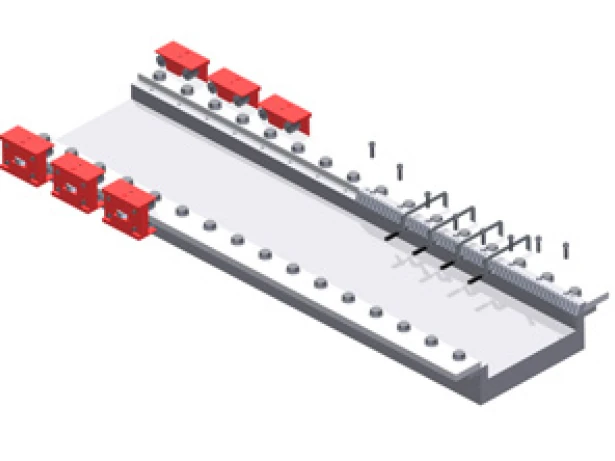
รูปที่ 2: การยึดแร็คเฟืองชิ้นแรกด้วยสกรูจิ๊ก
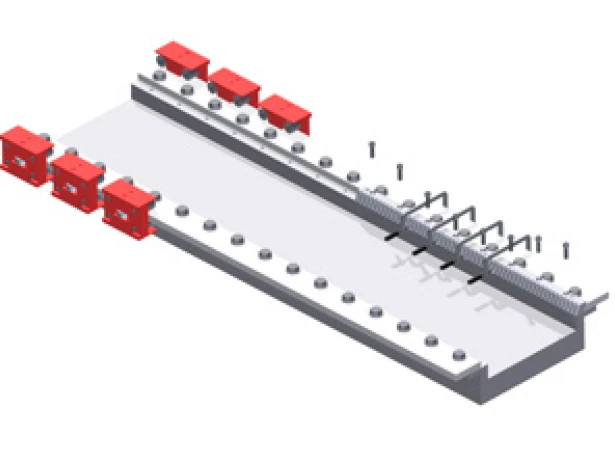
รูปที่ 3: การวางสกรูยึด
- ใส่สกรูยึด แต่ยังไม่ต้องขันให้แน่นสนิท
- จัดตำแหน่งพื้นผิวสัมผัสของแร็คเฟืองให้ตรงกับรางนำของเครื่องจักร
- จากนั้นขันสกรูยึดด้วยแรงบิดที่เหมาะสมจากตรงกลางออกสู่ด้านนอก (ดูบทที่ 12)
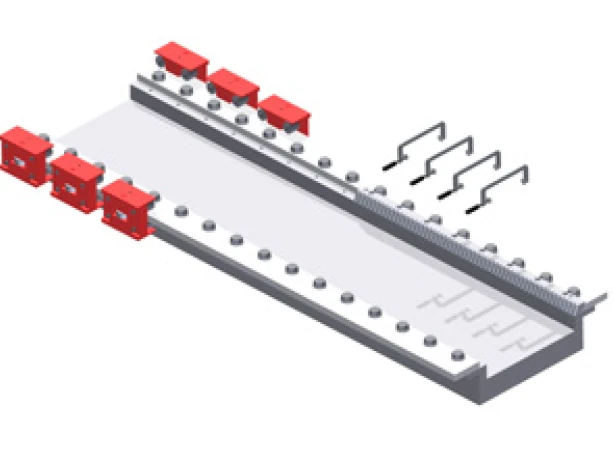
รูปที่ 3 (ต่อ): สกรูยึดที่ติดตั้งแล้ว
ทำซ้ำขั้นตอนเดิมสำหรับสกรูทรงกระบอกที่เหลือ จากนั้นสามารถถอดสกรูจิ๊กออกได้
รูปที่ 4: สกรูยึดขันแน่นแล้ว สกรูจิ๊กถอดออกแล้ว
ต้องตรวจสอบความราบเรียบและรอยต่อก่อนติดตั้งแร็คเฟืองชิ้นถัดไป นำแร็คเฟืองชิ้นถัดไปวางบนรูยึดที่สอดคล้องกัน
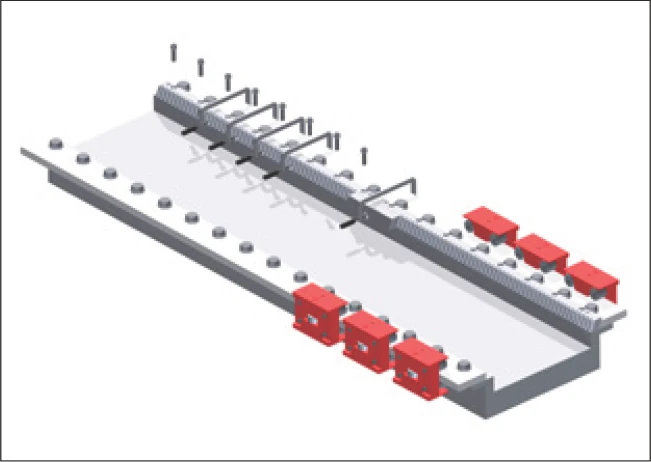
รูปที่ 5: การติดตั้งแร็คเฟืองชิ้นถัดไปด้วยจิ๊กประกอบ (BZM)
- ติดตั้งจิ๊กประกอบและยึดเบาๆ
- ยึดแร็คเฟืองกับฐานเครื่องจักรในบริเวณรูยึด
- สอดสกรูยึดตัวแรกตามทิศทางการติดตั้ง
- ขันสกรูยึดด้วยแรงบิดที่เหมาะสมตามทิศทางการติดตั้ง
- ทำซ้ำขั้นตอนเดิมสำหรับสกรูยึดที่เหลือ
- ถอดสกรูจิ๊กและจิ๊กประกอบทั้งหมดออก
สามารถติดตั้งแร็คเฟืองตามลำดับใดก็ได้ หากแร็คเฟืองสั้นกว่า 1 เมตร จะต้องใช้สลักกำหนดตำแหน่งด้วย ตรวจสอบให้แน่ใจว่าใช้เฉพาะแร็คเฟืองที่มีรหัสสั่งซื้อเดียวกันสำหรับการใช้งานเดียวกัน
ระบบต้องจัดตำแหน่งตามแนวแกนตลอดความยาวของแร็คเฟือง เพื่อให้เฟืองไม่ติดขัดเมื่อผ่านรอยต่อ สำหรับสิ่งนี้ ระยะห่างของฟันที่รอยต่อต้องสอดคล้องกับระยะห่างของแร็คเฟืองที่เหลือ และอยู่ภายในค่าความเบี่ยงเบนพิตช์เดี่ยวที่ยอมรับได้ของแร็คเฟืองที่อยู่ติดกัน
สำหรับการนี้ควรใช้จิ๊กประกอบ BZM ในการติดตั้ง นี่คือชิ้นแร็คเฟืองสั้นที่มีเฟืองสวนทาง หลังจากจัดตำแหน่งเฟืองให้ตั้งฉากแล้ว จะดันเข้าไปในร่องฟันด้วยแคลมป์ วิธีนี้ช่วยให้จัดตำแหน่งระบบต่างๆ ให้ตรงกันได้ง่าย โดยต้องเลื่อนชิ้นที่จัดตำแหน่งแล้วอย่างน้อยหนึ่งชิ้นเล็กน้อยตามแนวแกน
หมายเหตุเกี่ยวกับเฟืองตึง
6.2 การตรวจสอบความแม่นยำในการเดิน
- ยึดขาตั้งนาฬิกาวัดบนโต๊ะเครื่องจักร
- วางลูกกลิ้งวัดที่รอยต่อ (A) บนแร็คเฟืองทั้งซ้าย (B) และขวา (C) แล้ววัดความต่างของความสูงในแต่ละด้าน ความต่างของความสูงที่ยอมรับได้ขึ้นอยู่กับระดับคุณภาพของแร็คเฟือง
- รอยต่อ (B) ควรอยู่ระหว่างขีดจำกัดบนและล่างของแร็คเฟือง (A) และ (C)
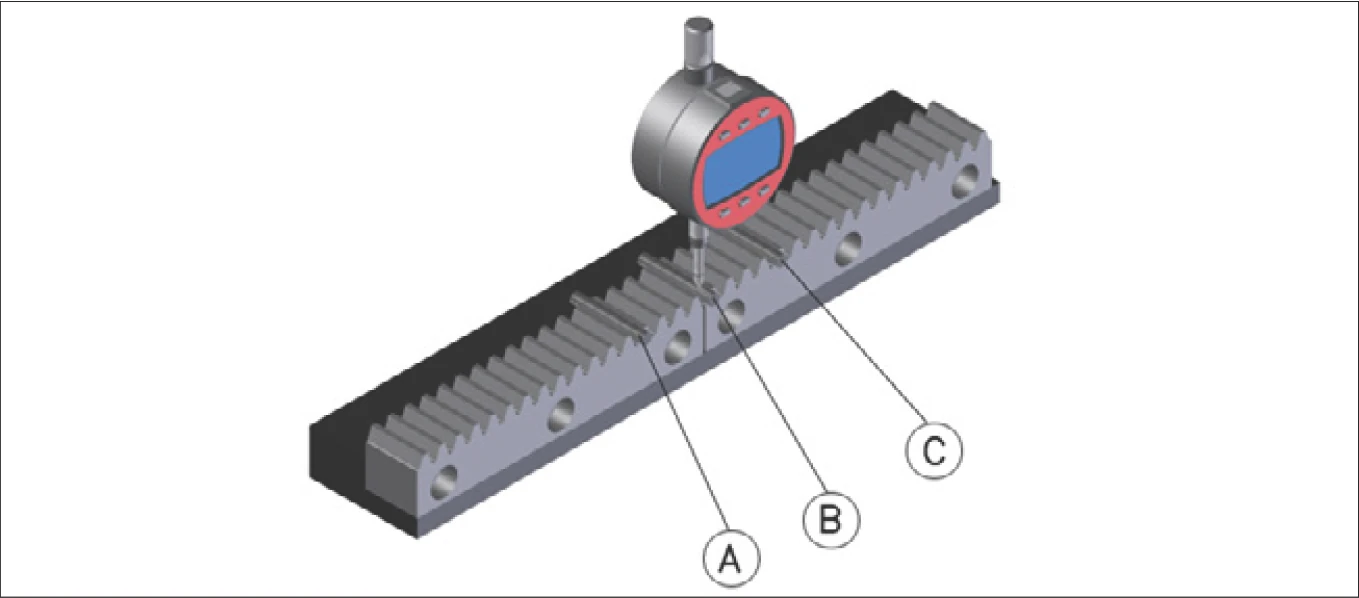
การวัดความแม่นยำในการเดิน: A = รอยต่อ, B = แร็คเฟือง, C = นาฬิกาวัด
- หากมีความเบี่ยงเบน ให้จัดความขนานจนได้ค่าต่ำสุดโดยใช้ตอกทองแดงทรงกรวยตีที่รูยึดตัวแรก เพื่อดันแร็คเฟืองก่อนหน้าออกหรือเข้าทิศทางการติดตั้ง จนกว่าจะได้ตำแหน่งความสูงที่ต้องการบนนาฬิกาวัด
- หลังตรวจสอบรอยต่อผ่านแล้ว ให้ติดสกรูจิ๊กใหม่ ขันเบาๆ แล้วขันสกรูทรงกระบอกด้วยแรงบิดเต็ม (ดูบทที่ E.2)
- ทำซ้ำขั้นตอนเดิมสำหรับแร็คเฟืองชิ้นอื่น
- ถอดสกรูจิ๊กออก
6.3 การใส่สลักกำหนดตำแหน่ง
เจาะรูสลักให้ตรงกับรูยึดของแร็คเฟืองบนฐานเครื่องจักร
รีมทุกรูให้ได้ขนาดพิกัดความเผื่อที่ถูกต้องสำหรับสลักกำหนดตำแหน่ง (ดูหัวข้อ 5.2)
ใช้เครื่องดูดฝุ่นกำจัดเศษโลหะออก
ยึดแร็คเฟืองด้วยพินทรงกระบอกเป็นขั้นตอนสุดท้าย
6.4 การตรวจสอบขั้นสุดท้าย
- หากจำเป็น ให้ล้างจารบีออกจากด้านข้างฟันของแร็คเฟือง
- ทาสีสัมผัสบนด้านข้างฟัน
- เลื่อนโต๊ะเครื่องจักรไปมาหลายครั้งเพื่อให้เฟืองวิ่งผ่านด้านข้างฟันที่ทาสีแล้ว
- ระหว่างนั้นตรวจสอบว่าแร็คเฟืองเคลื่อนที่ได้อย่างราบรื่น
- แรงที่ใช้และเสียงในการทำงานต้องสม่ำเสมอตลอดระยะชัก
- ต้องไม่มีการกระแทกที่รอยต่อ
- ตรวจสอบบริเวณที่สีถูกลบออกจากด้านข้างฟัน
- ประเมินการจัดตำแหน่งเฟืองโดยใช้รูปแบบรอยสัมผัสตามรูปด้านล่าง
- หากจำเป็น ให้ปรับการจัดตำแหน่งของเฟือง
- ตรวจสอบความแม่นยำของพิตช์ฟันที่รอยต่อของแร็คเฟือง
การประเมินรูปแบบรอยสัมผัสด้านข้างฟัน
ถูกต้อง (ฟันตรง)
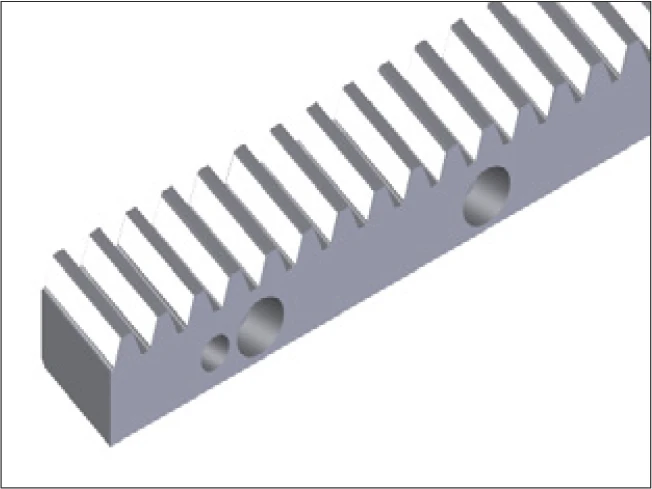
ถูกต้อง (ฟันเฉียง)
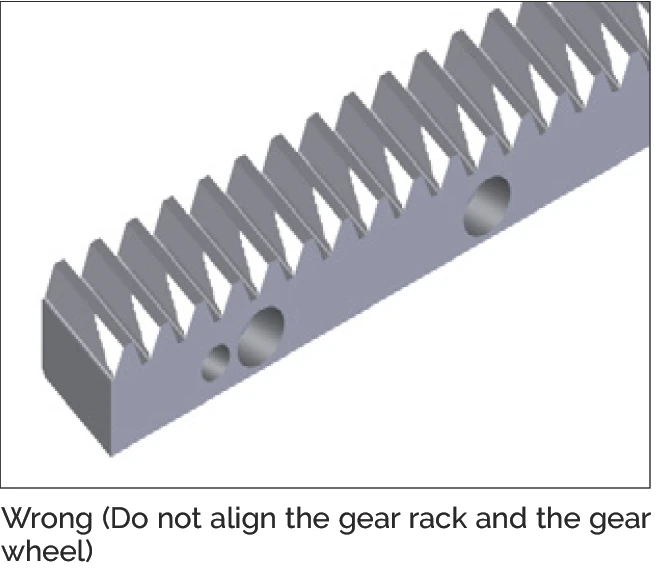
ผิด — แร็คเฟืองและเฟืองไม่ได้อยู่ในแนวเดียวกัน
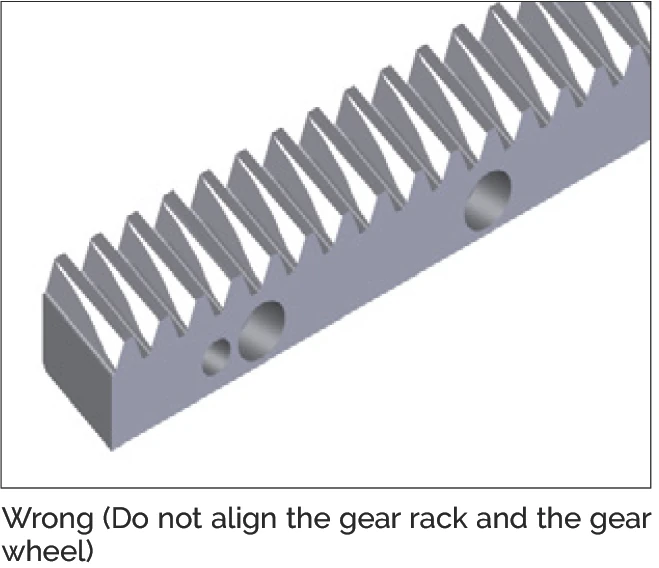
ผิด — แร็คเฟืองและเฟืองไม่ได้อยู่ในแนวเดียวกัน