ข้อมูลทั่วไป
ความแม่นยำของการสวมและการออกแบบที่ถูกต้องทางเรขาคณิตของชิ้นส่วนที่อยู่ติดกันทั้งหมดมีผลโดยตรงต่อความแม่นยำและคุณสมบัติพลวัตของตลับลูกปืน
ในกรณีที่มีข้อกำหนดสูงสุด ควรจำกัดค่าพิกัดความเผื่อและการสวมตามความเหมาะสม
กรุณาดูหมายเหตุการออกแบบโครงสร้างในบทแคตตาล็อกทั่วไป
ข้อกำหนดความหยาบผิว
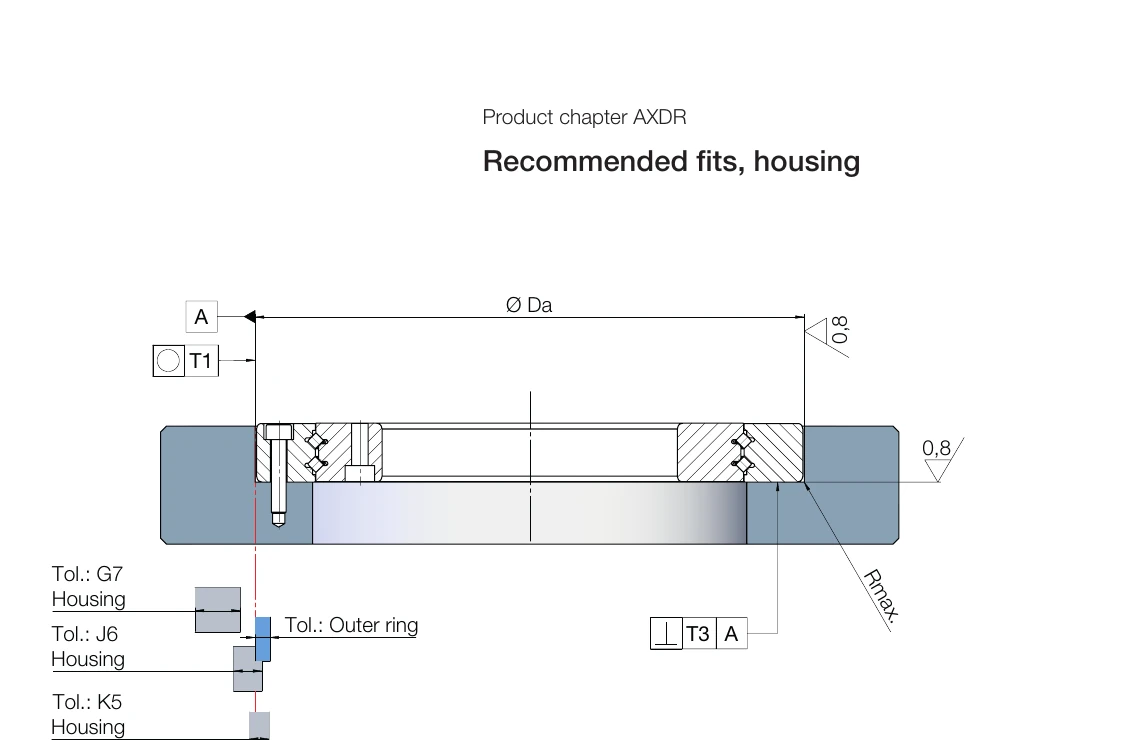
Ra 0.8 μm - ความหยาบผิวที่แนะนำสำหรับพื้นผิวการสวมเรือนตลับ
วงนอกอยู่นิ่ง
สามารถออกแบบโดยไม่มีการสวมหรือใช้การสวม G7 ระยะห่างระหว่างเส้นผ่านศูนย์กลางภายนอกของวงนอกกับรูเรือนตลับทำให้การประกอบง่ายขึ้น
หมายเหตุสำหรับข้อกำหนดพลวัตสูง
ในกรณีที่มีข้อกำหนดพลวัตสูง (ndm > 35,000 mm/min, ระยะเวลาทำงานยาวนาน) ควรรักษาระยะห่างอย่างน้อย 20 μm ระหว่างวงนอกและรูเรือนตลับ เพื่อให้แกนหมุนสามารถรักษาความแม่นยำสูงสุดในการสวมหลวม
วงนอกหมุน
ข้อกำหนดปกติ
ดำเนินการรูเรือนตลับหมุนด้วยระยะห่าง J6 ซึ่งจะสร้างการสวมแบบเปลี่ยนผ่านที่โน้มเอียงไปทางการสวมหลวม พื้นผิวการสวมควรออกแบบตลอดความสูงทั้งหมดของวงนอก
ข้อกำหนดความแม่นยำสูงสุด
ดำเนินการรูเรือนตลับหมุนด้วยระยะห่าง J6 หรือรูเรือนตลับยังสามารถออกแบบเป็นการสวม G6 เพื่อการสวมที่แคบกว่า ซึ่งทำให้การจับคู่กับช่วงค่าพิกัดความเผื่อเส้นผ่านศูนย์กลางภายนอกของตลับลูกปืนตามข้อกำหนดสูงง่ายขึ้น อย่างไรก็ตาม การประกอบอาจซับซ้อนมากขึ้น
ในกรณีที่มีข้อกำหนดสูง การสวมหลวมสามารถปรับให้มีระยะห่าง 0 μm กับเส้นผ่านศูนย์กลางภายนอกของตลับลูกปืนภายในช่วงค่าพิกัดความเผื่อ
ข้อกำหนดคุณสมบัติพลวัตสูง
ที่ความเร็วสูงขึ้น (ndm > 35,000 mm/min) และระยะเวลาทำงานที่ยาวนานขึ้น การสวมอัดต้องไม่เกิน 5 μm
ตารางค่าพิกัดความเผื่อการสวมเรือนตลับ
| รุ่น | เรือนตลับ Ø Da [mm] | ช่วงค่าพิกัดความเผื่อ เส้นผ่านศูนย์กลางภายนอกตลับลูกปืน [mm] | วงนอกอยู่นิ่ง | วงนอกหมุน | |||||
|---|---|---|---|---|---|---|---|---|---|
| ค่าพิกัดความเผื่อเรือนตลับ G7 [mm] | T1, T3 [μm] | ค่าพิกัดความเผื่อเรือนตลับ J6 [mm] | ค่าพิกัดความเผื่อเรือนตลับ G6 [mm] | T1 ความกลม [μm] | T2 ความขนาน [μm] | T3 ความตั้งฉาก [μm] | |||
| AXDR 80 | 146 | 0 / -0.014 | +0.048 / +0.012 | 6 | +0.018 / -0.007 | +0.020 / -0.005 | 4 | 2 | 4 |
| AXDR 100 | 190 | 0 / -0.017 | +0.054 / +0.014 | 7 | +0.022 / -0.007 | +0.025 / -0.004 | 5 | 2.5 | 5 |
| AXDR 120 | 210 | 0 / -0.018 | +0.061 / +0.015 | 8 | +0.022 / -0.007 | +0.025 / -0.004 | 5 | 2.5 | 5 |
| AXDR 150 | 240 | 0 / -0.020 | +0.061 / +0.015 | 10 | +0.022 / -0.007 | +0.025 / -0.004 | 5 | 2.5 | 5 |
| AXDR 160 | 260 | 0 / -0.020 | +0.069 / +0.017 | 10 | +0.025 / -0.007 | +0.029 / -0.003 | 6 | 3 | 6 |
| AXDR 180 | 295 | 0 / -0.023 | +0.069 / +0.017 | 12 | +0.025 / -0.007 | +0.029 / -0.003 | 6 | 3 | 6 |
| AXDR 200 | 320 | 0 / -0.025 | +0.075 / +0.018 | 13 | +0.029 / -0.007 | +0.033 / -0.003 | 7 | 3.5 | 7 |
| AXDR 210 | 320 | 0 / -0.025 | +0.075 / +0.018 | 13 | +0.029 / -0.007 | +0.033 / -0.003 | 7 | 3.5 | 7 |
| AXDR 260 | 385 | 0 / -0.027 | +0.075 / +0.018 | 15 | +0.029 / -0.007 | +0.033 / -0.003 | 8 | 4 | 8 |
| AXDR 325 | 450 | 0 / -0.030 | +0.083 / +0.020 | 17 | +0.033 / -0.007 | +0.037 / -0.003 | 9 | 4.5 | 9 |
| AXDR 350 | 500 | 0 / -0.032 | +0.092 / +0.022 | 18 | +0.034 / -0.010 | +0.040 / -0.004 | 10 | 5 | 10 |
| AXDR 395 | 540 | 0 / -0.035 | +0.092 / +0.022 | 19 | +0.034 / -0.010 | +0.040 / -0.004 | 10 | 5 | 10 |
| AXDR 460 | 620 | 0 / -0.040 | +0.100 / +0.024 | 21 | +0.036 / -0.012 | +0.044 / -0.004 | 11 | 5.5 | 11 |
| AXDR 580 | 750 | 0 / -0.045 | +0.108 / +0.026 | 24 | +0.040 / -0.012 | +0.048 / -0.004 | 13 | 6.5 | 13 |
| AXDR 650 | 850 | 0 / -0.050 | +0.116 / +0.028 | 26 | +0.044 / -0.012 | +0.052 / -0.004 | 15 | 7 | 15 |
ข้อสังเกต
สำคัญ: คุณภาพพื้นผิวเรือนตลับ
- ความหยาบผิว: Ra ≤ 0.8 μm
- ความกลม: ตามข้อกำหนดของรุ่น (ดูตารางข้างต้น)
- ความขนาน: ควรอยู่ภายในช่วงค่าพิกัดความเผื่อ
- ความตั้งฉาก: ความตั้งฉากของฐานเรือนตลับต่อรูเรือนตลับมีความสำคัญ
- ข้อมูลข้างต้นเป็นค่าที่แนะนำ การใช้งานจริงอาจต้องปรับตามสภาวะเฉพาะ
- การใช้งานความแม่นยำสูงอาจต้องใช้ค่าพิกัดความเผื่อที่เข้มงวดกว่า
- รูเรือนตลับควรทำความสะอาดและตรวจสอบให้ไม่มีเสี้ยน
- หลีกเลี่ยงการเสียรูปของเรือนตลับ ให้แน่ใจว่าผนังเรือนตลับหนาเพียงพอ
- รูตลับลูกปืนและเส้นผ่านศูนย์กลางภายนอก AXDR ของ myonic ผลิตตามมาตรฐาน P5/DIN 620