7. การหล่อลื่น
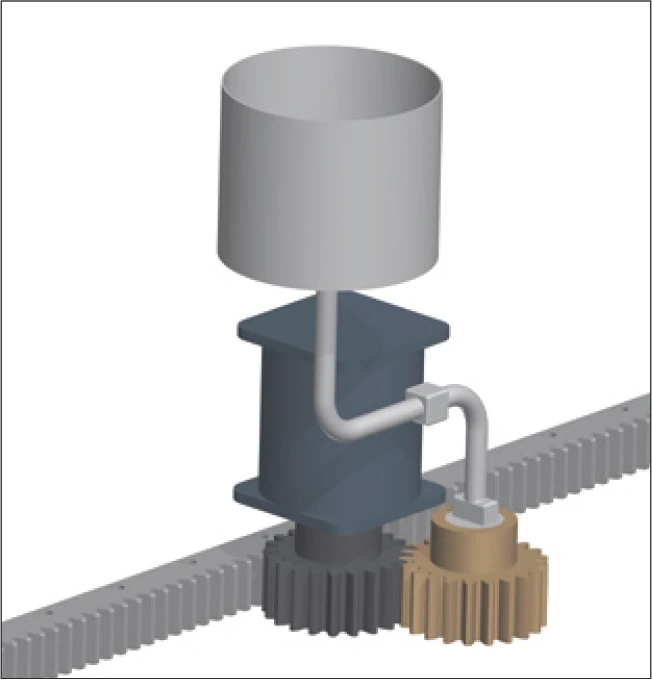
อุปกรณ์หล่อลื่นพร้อมเฟืองสักหลาด
จำเป็นต้องหล่อลื่นอย่างเพียงพอด้วยสารหล่อลื่นที่เหมาะกับสภาวะการใช้งาน เพื่อให้ระบบขับเคลื่อนแร็คเฟืองทำงานได้อย่างต่อเนื่อง การหล่อลื่นป้องกันการสึกหรอและการกัดกร่อน รวมถึงลดแรงเสียดทาน
นอกจากการหล่อลื่นเริ่มต้นแล้ว อุปกรณ์จะต้องหล่อลื่นซ้ำเป็นระยะระหว่างการใช้งาน
โดยทั่วไปจะใช้ตลับน้ำมันขับเคลื่อนด้วยไฟฟ้าสำหรับการหล่อลื่น จาระบีระดับ NLGI 00 ถึง NLGI 0 จะถูกทาลงบนเฟืองขับหรือแร็คเฟืองผ่านเฟืองสักหลาด โปรดทราบว่าเฟืองสักหลาดจะสึกหรอตามกาลเวลา ดังนั้นจึงต้องตรวจสอบเป็นระยะและเปลี่ยนหากจำเป็น
สารหล่อลื่นทั่วไปที่แนะนำ: Klüber Microlube GB 0
8. สภาวะการทำงานของเฟือง/แร็คเฟือง
ต้องตรวจสอบให้แน่ใจว่าการขบกันระหว่างเฟืองและแร็คเฟืองได้รับการตั้งค่าอย่างถูกต้อง
เมื่อทำงานโดยไม่มีภาระ บล็อกนำทางควรเคลื่อนที่อย่างสม่ำเสมอตลอดระยะชัก (ตรวจสอบให้แน่ใจว่าไม่เกิดการบิดเบี้ยวระหว่างการติดตั้ง) สำหรับแกนแนวตั้ง โต๊ะเครื่องจักรต้องได้รับการยึดตามคำแนะนำ
หากเกิดการติดขัด ให้วัดระยะห่างระหว่างแร็คเฟืองและรางนำอีกครั้งด้วยนาฬิกาวัด
9. การบำรุงรักษา
9.1 การหยุดทำงานและการเตรียมการ
เครื่องจักรที่ติดตั้งระบบขับเคลื่อนต้องหยุดทำงานระหว่างการบำรุงรักษา ต้องตัดไฟฟ้าออกจากเครื่องจักรก่อนเริ่มงานบำรุงรักษา สำหรับแกนแนวตั้ง รางเลื่อนต้องได้รับการยึดตามคำแนะนำ
9.2 การตรวจสอบด้วยสายตา
- ตรวจสอบระบบขับเคลื่อนทั้งหมดสำหรับความเสียหายภายนอกและการรั่วไหลของสารหล่อลื่นด้วยการตรวจสอบด้วยสายตาอย่างละเอียด
- เฟืองและแร็คเฟืองต้องได้รับการทำความสะอาด
- ระบบขับเคลื่อนทั้งหมดต้องได้รับการตรวจสอบสำหรับความเสียหายภายนอกและการรั่วไหลด้วยการตรวจสอบด้วยสายตาอย่างละเอียด
- ชิ้นส่วนที่มีข้อบกพร่องหรือรั่วไหลต้องได้รับการซ่อมแซมทันที
10. การถอดถอน
10.1 มาตรการเตรียมการ
ปิดเครื่องจักรที่ติดตั้งระบบขับเคลื่อน ต้องตัดไฟฟ้าออกจากเครื่องจักรก่อนเริ่มงาน ตรวจสอบให้แน่ใจว่าสามารถถอดระบบเฟืองออกได้โดยไม่มีความเสี่ยงต่อผู้ปฏิบัติงาน
การถอดถอนแร็คเฟืองและชุดเฟืองต้องดำเนินการโดยผู้เชี่ยวชาญที่ผ่านการฝึกอบรมเท่านั้น สำหรับแกน Z โต๊ะเครื่องจักรต้องได้รับการยึดตามคำแนะนำ
อุปกรณ์ล็อคเชิงบวกบนโต๊ะเครื่องจักรต้องถูกปลดการเชื่อมต่อเมื่อถอดแร็คเฟืองและชุดเฟือง หากโต๊ะเครื่องจักรไม่ได้รับการยึดอย่างเหมาะสมสำหรับแกน Z อาจตกลงมาเนื่องจากน้ำหนักของตัวเอง และก่อให้เกิดความเสียหายต่อผู้คนและอุปกรณ์
ต้องคลายสกรูยึดออก จากนั้นแร็คเฟืองจึงสามารถนำออกจากชิ้นส่วนที่ประกบกันด้วยเครื่องมือที่เหมาะสม
10.2 การนำแร็คเฟืองออก
- นำแร็คเฟืองออกอย่างระมัดระวัง เพื่อไม่ให้เกิดความเสียหายต่อระบบเฟืองและชิ้นส่วนที่อยู่ใกล้เคียง
10.3 การเปลี่ยนอะไหล่
- เมื่อติดตั้งแร็คเฟืองใหม่ ให้ใช้สกรูใหม่ (ดูหัวข้อ 5.2) และสลักกำหนดตำแหน่ง
- ติดตั้งแร็คเฟืองอะไหล่ตามหัวข้อ 5.2
- เลือกสลักกำหนดตำแหน่งขนาดที่ใหญ่กว่าที่ระบุในหัวข้อ 5.2 (เฉพาะขนาดมาตรฐานตามหัวข้อ 5.2)
- รีมทุกรูให้ได้ขนาดพิกัดความเผื่อที่ถูกต้อง
- ยึดแร็คเฟืองด้วยสลักกำหนดตำแหน่งเป็นขั้นตอนสุดท้าย
11. การกำจัดของเสีย
| ประเภทวัสดุ | วิธีการกำจัด |
|---|---|
| ปะเก็น | ต้องกำจัดในฐานะวัสดุคอมโพสิต (โลหะ/พลาสติก) |
| โลหะ |
แยกระบบขับเคลื่อนให้มากที่สุดเท่าที่เป็นไปได้เป็น:
|
| ท่อยาง | ต้องกำจัดเช่นเดียวกับพลาสติก |
| เฟืองสักหลาด | ต้องกำจัดเช่นเดียวกับของเสียที่มีน้ำมันตกค้าง |
12. แรงบิดขันแน่น
แรงบิดขันแน่นที่ระบุสำหรับสกรูไม่มีหัวตาม DIN EN ISO 898-1 เป็นค่าทางคณิตศาสตร์ และไม่ใช้กับค่าสัมประสิทธิ์แรงเสียดทาน μ=0.125
| ระดับความแข็งแรง | แรงบิดขันแน่น (Nm) | ||||||
|---|---|---|---|---|---|---|---|
| M6 | M8 | M12 | M16 | M20 | M30 | M36 | |
| 10.9 | 13 | 31 | 108 | 265 | 540 | 1970 | 3600 |
| 12.9 | 16 | 40 | 135 | 330 | 660 | 2300 | 4100 |
สกรูระดับความแข็งแรง 10.9 ต้องใช้กับแร็คเฟืองอ่อนหรือชุบแข็งด้วยไฟฟ้าเหนี่ยวนำ และระดับความแข็งแรง 12.9 สำหรับแร็คเฟืองซีเมนต์ชุบแข็งและชุบแข็งตลอดหน้าตัด
แรงพรีโหลดที่สม่ำเสมอขึ้นจะได้รับหากหล่อลื่นสกรูด้วยจาระบีที่มี MoS2 และขันแน่นด้วยประแจวัดแรงบิด