คำแนะนำการประกอบ
แร็คเฟืองสามารถประกอบต่อกันได้ถึงความยาวที่ต้องการ เมื่อประกอบ ช่องว่างระหว่างแร็คเฟืองสองชิ้นต้องสอดคล้องกับพิตช์อย่างแม่นยำ สำหรับแร็คเฟืองที่สั้นกว่า 1 เมตร อาจจำเป็นต้องใช้สลักกำหนดตำแหน่ง
ขั้นตอนการติดตั้ง
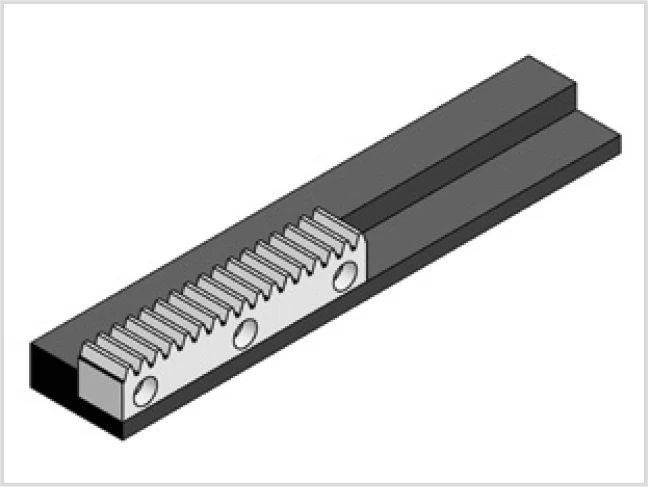
จัดตำแหน่งแร็คเฟืองชิ้นแรก
ใช้ประแจวัดแรงบิดในการขันสกรูให้แน่น ค่าแรงบิดขึ้นอยู่กับสภาวะแรงเสียดทานและระดับความแข็งแรงของสกรู
เลือกสกรูที่ถูกต้อง
ใช้สกรูระดับความแข็งแรง 10.9 สำหรับแร็คเฟืองที่อ่อนหรือชุบแข็งด้วยการเหนี่ยวนำ ใช้สกรูระดับความแข็งแรง 12.9 สำหรับแร็คเฟืองที่ซีเมนต์ชุบแข็งและชุบแข็งตลอดหน้าตัด
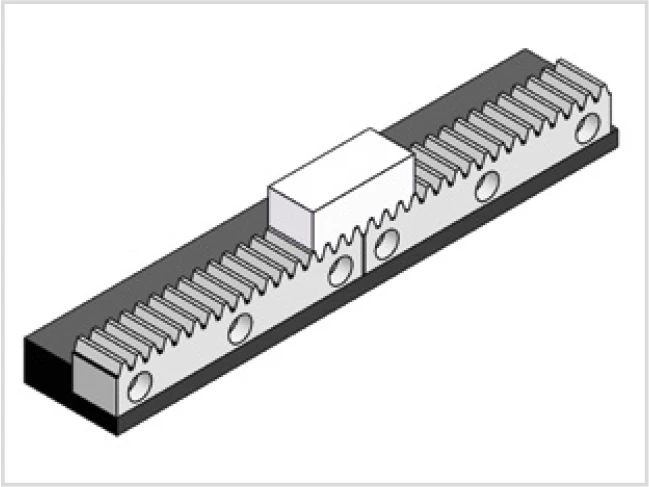
จัดตำแหน่งแร็คเฟืองชิ้นถัดไป
ใช้แผ่นติดตั้งในการจัดตำแหน่งแร็คเฟืองชิ้นถัดไป จากนั้นขันสกรูให้แน่น
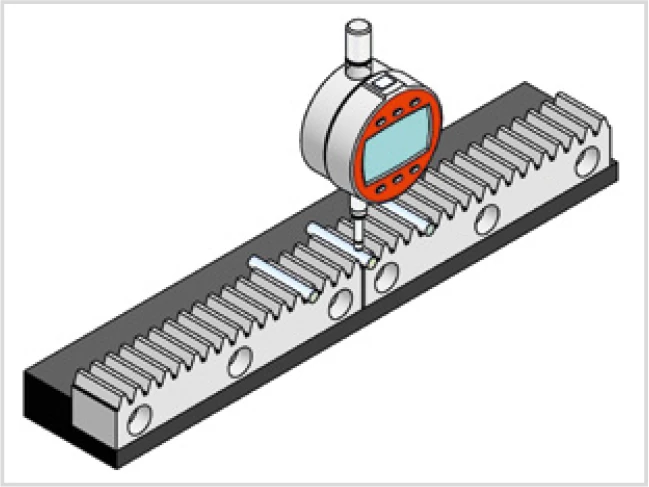
ตรวจสอบความเบี่ยงเบนด้านความสูง
ใช้ลูกกลิ้งวัดตรวจสอบความเบี่ยงเบนด้านความสูงที่จุดเชื่อมต่อ และปรับตำแหน่งแร็คเฟืองเมื่อจำเป็น
ตรวจสอบความขนาน
ยืนยันว่าแร็คเฟืองขนานกัน
สอดสลักกำหนดตำแหน่ง
สุดท้ายให้สอดสลักกำหนดตำแหน่งหากจำเป็น
คำแนะนำการหล่อลื่น
เพื่อรักษาการทำงานของระบบส่งกำลังแร็คเฟือง จำเป็นต้องหล่อลื่นอย่างเพียงพอด้วยสารหล่อลื่นที่เหมาะกับสภาวะการทำงาน การหล่อลื่นช่วยป้องกันการสึกหรอและการกัดกร่อน รวมถึงลดแรงเสียดทาน
ประเด็นสำคัญในการหล่อลื่น
- นอกจากการหล่อลื่นเริ่มต้นระหว่างการประกอบแล้ว เครื่องจักรต้องได้รับการหล่อลื่นเป็นประจำระหว่างการใช้งาน
- โดยทั่วไปใช้กระบอกน้ำมันแบบไฟฟ้าในการหล่อลื่น
- ใช้จาระบีระดับ NLGI 00 ถึง NLGI 0
- ทาจาระบีบนเฟืองขับหรือแร็คเฟืองผ่านเฟืองสักหลาด
- สารหล่อลื่นทั่วไป: Klüber Microlube GB 0
ข้อมูลเพิ่มเติม
คำแนะนำการติดตั้งฉบับละเอียดสามารถดาวน์โหลดได้จาก:
www.schneeberger.com/downloads